



冲压工常用量具有游标卡尺、游标高度尺、游标深度尺、刀口尺及深度千分尺等。
一、游标卡尺
游标卡尺是一种中等精度的量具,是利用主尺与游标相互配合进行测量和读数的量具。其结构简单,操作方便,维护保养容易。
1.游标卡尺的结构
游标卡尺的外形结构种类较多,如图4.3所示为常用的带有深度尺的游标卡尺示意图。

图4.3 带有深度尺的游标卡尺
2.游标卡尺的类型
根据游标卡尺的分度值,游标卡尺有以下3种:
①游标为10个刻度,其分度值是0.1毫米的游标卡尺。
②游标为20个刻度,其分度值是0.05毫米的游标卡尺。
③游标为50个刻度,其分度值是0.02毫米的游标卡尺。
3.游标卡尺的读数方法
(1)整数部分:游标零刻线左边主尺上的读数。
(2)小数部分:游标尺上第几条刻度线与主尺上的某刻线对齐,这“第几条刻度线”的“几”换成数字乘以卡尺的分度值。
(3)结果:结果=整数部分+小数部分。
(4)例题:分度值为0.1毫米的卡尺,测量某一工件,其读数形式如图4.4所示。

图4.4 游标卡尺的读数方法
则其读数结果=27+0.7=27.7毫米。
4.游标卡尺的读数示例
如果游标尺与主尺没有刚好对齐的刻线,则选游标尺与主尺上某刻线最接近的那条刻线(指游标尺的刻线)是多少,小数部分仍是“多少”的数值乘以卡尺的分度值。
如图4.5所示,游标零刻线的左边,主尺的读数52毫米,主尺某刻线与游标第6刻线最接近,小数部分是6×0.1=0.6毫米,则其读数是52+0.6=52.6毫米。

图4.5 游标卡尺的读数示例1
如图4.6所示,游标为20分度,则其分度值是0.05毫米。游标零刻线的左边,主尺的读数15毫米,主尺某刻线与游标第7刻线最接近,小数部分是7×0.05=0.35毫米,则其读数是15+0.35=15.35毫米。

图4.6 游标卡尺的读数示例2
5.游标卡尺的测量步骤及测量方法
①选用合适的游标卡尺。根据被测尺寸的大小,选用合适规格的游标卡尺。
②清洁。擦净工件的测量面和游标卡尺两测量面,不要划伤游标卡尺的测量面。
③对零。测量工件前,将游标卡尺的两测量面合拢,游标卡尺的游标零刻线与主尺零刻线应对正,否则,应送有关部门修理,如图4.7所示。

图4.7 游标卡尺对零
④测量。调整游标卡尺两测量面的距离大于被测尺寸。右手握游标卡尺,移动游标尺,当游标卡尺的量爪测量面与工件被测量面将要接触时,慢慢移动游标尺,或用微调装置,直至接触工件被测量面,切忌量爪测量面与工件发生碰撞。多测几次,取它们的平均数作为测量的最后值,如图4.8所示。

图4.8 游标卡尺测量外径和宽度
6.游标卡尺维护保养
(1)按游标卡尺操作规程使用。
(2)禁止把游标卡尺当扳手、划线工具、卡钳或卡规使用。
(3)不能使用游标卡尺测毛坯件。
(4)游标卡尺损坏后,应送有关部门修理,并经检验合格后才能使用。
(5)不能在游标卡尺尺身处作记号或打钢印。
(6)游标卡尺不要放在磁场附近。
(7)游标卡尺及量具盒应平放。
7.游标卡尺的用途
游标卡尺可以测量外尺寸、内尺寸和深度等,如图4.9所示。
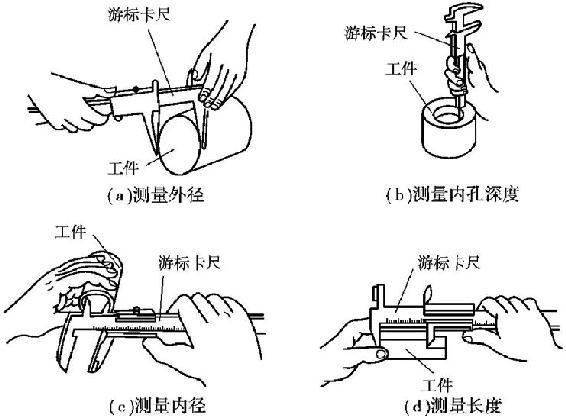
图4.9 游标卡尺的用途
二、游标高度尺(高度规)
游标高度尺如图4.10所示。
游标高度尺主要用于测量工件的高度和划线用,但一般限于半成品的测量,其读数原理与游标卡尺相同。

图4.10 游标高度尺及其用途
三、游标深度尺
游标深度尺的构造如图4.11(a)所示。它主要用来测量工件的沟槽、台阶及孔的深度尺寸等,如图4.11所示。其读数方法、注意事项与游标卡尺相同。
四、外径千分尺(简称千分尺)
外径千分尺是一种较为精密的量具,其分度值是0.01毫米,测量精度比游标卡尺高,而且比较灵敏,是利用螺旋副测微原理进行测量。按测量范围来划分,外径千分尺有:0~25毫米、25~50毫米、50~75毫米、75~100毫米、100~125毫米等,规格太大的千分尺,由于本身误差的原因,测量精度不高。
1.千分尺的构造
千分尺的构造如图4.12所示。

图4.11 游标深度尺的构造及测量

图4.12 千分尺的构造
2.千分尺的读数方法
如图4.13所示,主尺基准线以上为半刻度线,以下为主尺整刻度线,每格是1毫米;右边为微分筒刻度线,每格是0.01毫米。

图4.13 千分尺的读数方法
其读数方法为
测量读数=主尺读数+微分筒读数
主尺读数=主尺整刻度+半刻度
微分筒读数=微分筒对准基准线的格数(+估读位)×0.01
(1)主尺整刻度。微分筒左边,最靠近微分筒主尺的格数。
(2)半刻度。在主尺最靠近微分筒的整刻线与微分筒之间,如果出现半刻度,就加0.5毫米;如果不出现半刻度,就不加0.5毫米。
(3)微分筒读数。微分筒对准基准线的格数乘以0.01(微分筒的格数由下向上数)。如果不是刚好对准,就要估读。
在图4.13中,微分筒左边最靠近微分筒主尺的格数是2,即主尺整刻度是2毫米;在主尺最靠近微分筒的整刻线2与微分筒之间,出现了半刻度,就加0.5毫米;微分筒对准基准线的格数是46,乘以0.01,就为0.46,即微分筒读数是0.46毫米。
图4.13中的读数是2+0.5+0.46=2.96毫米。
3.千分尺的读数示例
(1)如图4.14所示,主尺整刻度是2毫米,主尺最靠近微分筒的整刻线2与微分筒之间,没有半刻度,就不加0.5毫米;基准线在微分筒34格与35格之间,估读为0.4(1格的10等分),微分筒读数是(34+0.4)×0.01=0.344毫米。
图4.14中的读数是2+0.344=2.344毫米。
图4.14 千分尺读数示例1
(2)如图4.15所示,主尺整刻度是0毫米,主尺最靠近微分筒的整刻线0与微分筒之间,有半刻度,就要加0.5毫米,基准线在微分筒0格与1格之间,估读为0.6,微分筒读数是(0+0.6)×0.01=0.006毫米。
图4.15中的读数是0+0.5+0.006=0.506毫米。

图4.15 千分尺读数示例2
(3)如图4.16所示,主尺整刻度是0毫米,主尺最靠近微分筒的整刻线0与微分筒之间,无半刻度,不加0.5毫米,基准线在微分筒49格与0格(50格)之间,估读为0.6,微分筒读数是(49+0.6)×0.01=0.496毫米。
图4.16中的读数是0+0.496=0.496毫米。

图4.16 千分尺读数示例3
4.千分尺的测量步骤及测量方法
①选择合适的千分尺。根据被测尺寸的大小,选用合适规格的千分尺。
②清洁。擦净工件的测量面和千分尺两测量面。不要划伤千分尺的测量面。
③夹牢或放稳被测工件。
④对零。如是0~25毫米的千分尺,左手握千分尺的标牌处,右手旋转微分筒,缓缓转动微分筒,千分尺两测量面将要接触时,转动棘轮,到棘轮发出声音为止,此时主尺上的基准线与微分筒的零刻线应对正。否则,应先调零或送有关部门修理。如图4.17所示,图4.17(a)对零,图4.17(b)与图4.17(c)都未对零。其他规格的千分尺,用校对棒(或量块)对零,方法同0~25毫米的千分尺相同。

图4.17 千分尺对零
⑤测量。调整千分尺两测量面的距离大于被测尺寸。左手握千分尺的标牌处,右手旋转微分筒,转动微分筒,千分尺两测量面将要接触工件时,转动棘轮,到棘轮发出声音为止,读出千分尺的读数。多测几次,取它们的平均数作为测量的最后值。
提示:
●两手要端平千分尺,眼睛正对千分尺读数。
5.千分尺的使用方法
千分尺用来测量外尺寸,其常用使用方法如图4.18所示。
6.千分尺使用的注意事项
(1)严格按千分尺测量步骤操作。




图4.18 千分尺常用的使用方法
(2)不允许测量运动的工件和粗糙的工件。
(3)最好不取下千分尺直接读数,如果非要取下读数,应先锁紧,并顺着工件滑出。
(4)轻拿轻放,防止千分尺掉落摔坏。
(5)用毕放回盒中,两测量面不要接触。长期不用时,要涂油防锈。
五、深度千分尺
深度千分尺的构造如图4.19所示。它用来测量孔深、槽深等尺寸。

图4.19 深度千分尺外形图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









