



一、冲压模具基本知识
在工业生产中,产品的更新换代、新产品的试制都少不了模具。那么,什么是模具呢?模具就是装在压力机上的一种工具,通过压力把金属或非金属材料制成所需产品的专用工具。
采用模具生产,具有高效、节约材料、保证质量等一系列优点,是现代工业生产的重要手段和工艺发展方向。它广泛应用于汽摩行业、航空航天、仪器仪表、机电生产及日常生活用品生产,它又是发展和实现少切削或无切削技术不可缺少的工具。
利用模具生产,其主要优点如下:
(1)它特别适应大批量生产,效率高。
(2)材料利用率高,如加工了汽车覆盖件的边角料,又可用于生产摩托车零件,因此节省材料。
(3)操作工艺简单,对操作者的水平和技能要求不高。例如,生产不锈钢饭盒,如果采用切削加工,不管饭盒是圆形还是方形,由于其壁厚较薄,对工人技能要求相当高,而且切削掉的废屑特别多。
(4)对其他加工方法难以加工的、形状复杂的制品,制造变得容易,而且精度高,尺寸稳定,有良好的互换性。因此,容易实现生产的半自动化和自动化,成本低廉。
二、冲压模具的种类
在冷冲压加工中,模具的种类较多。按其成形的特点,大致可分为冲载模、弯曲模、拉深模、成形模及冷挤压模等。
1.冲载模
工作时,使材料按需要生产分离的模具,具体可分为以下7种:
(1)落料模。工作时,将材料以封闭的轮廓分开,得到平整零件的冷冲压模具,如图5.1所示。
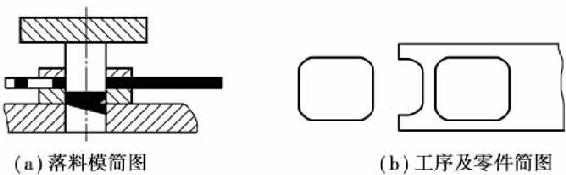
图5.1 落料模简图、工序及零件简图
(2)冲孔模。工作时,将零件内的材料的轮廓分开,使零件得到孔的冷冲压模具,如图5.2所示。
图5.2 冲孔模简图、工序及零件简图
(3)修边模。工作时,将平的,空心的或立体实心零件,多余外边修切掉的冷冲压模具,如图5.3所示。
图5.3 修边模简图、工序及零件简图
(4)切断模。工作时,将材料敞开的轮廓分开,得到平整零件的冷冲压模具,如图5.4所示。

图5.4 切断模简图、工序及零件简图
(5)剖裁模。工作时,将平的、弯曲的或空心坯件分离成两部分或几部分的冷冲压模具,如图5.5所示。
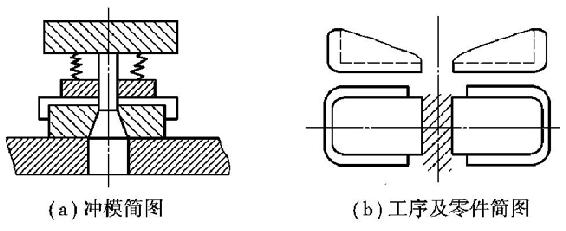
图5.5 剖裁模简图、工序及零件简图
(6)整形模。工作时,将平件边缘预留的加工余量去掉,以求得准确尺寸及光滑垂直的剪切断面的冷冲压模具,如图5.6所示。
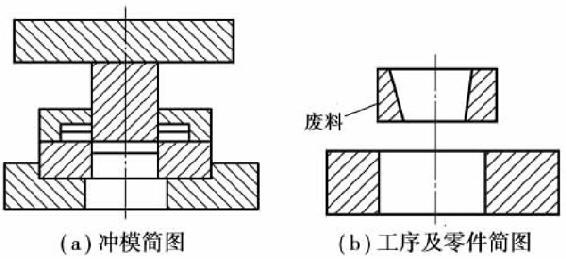
图5.6 整形模简图、工序及零件简图
(7)切口模。工作时,将零件及敞开的轮廓分离开,但不分离成两部分的冷冲压模具,如图5.7所示。

图5.7 切口模简图、工序及零件简图
2.弯曲模
弯曲模按变形的不同,可分为以下3种:
(1)压弯模。工作中,将平整材料压制成所需要的弯曲形状的冷冲压模具,如图5.8所示。
(2)卷边模。工作中,将毛坯的边缘按一定半径弯曲成所需弧形的冷冲压模具,如图5.9所示。

图5.8 压弯模简图、工序及零件简图

图5.9 卷边模简图、工序及零件简图
(3)扭弯模。工作中,将毛坯的一部分与另一部分对转一个角度,弯成曲线形的冷冲压模具,如图5.10所示。
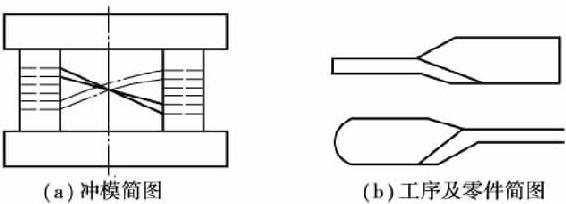
图5.10 扭弯模简图、工序及零件简图
3.拉深模
工作中,将毛坯压制成任意形状的空心零件,或改变形状和尺寸,但厚度不变的冷冲压模具,如图5.11所示。
常用拉深模有以下两种:
(1)变薄拉深模。如图5.12所示。
(2)双动拉延模。如图5.13所示。

图5.11 拉深模简图、工序及零件简图

图5.12 变薄拉深模简图、工序及零件简图

图5.13 双动拉延模简图、工序及零件简图
4.成形模
按坯件变形的不同,成形模可分为以下6种:
(1)成形模。工作中,采用材料局部拉深的方法,形成局部凸起或凹下的冷冲压模具,如图5.14所示。
(2)翻边模。工作中,用拉深的办法,使原冲件的孔边形成凸缘的冷冲压模具,如图5.15所示。
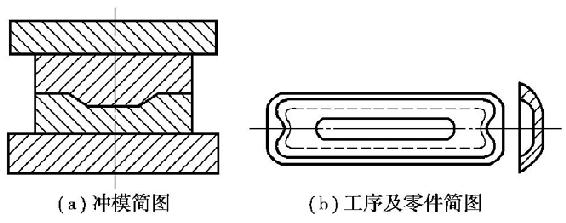
图5.14 成形模简图、工序及零件简图
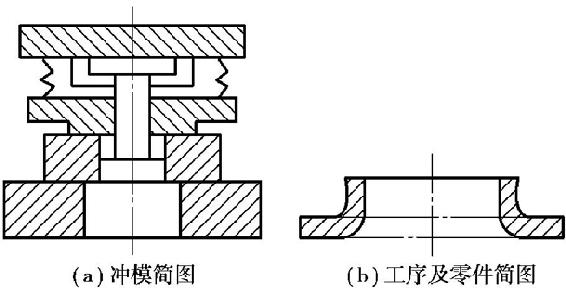
图5.15 翻边模简图、工序及零件简图
(3)胀形模。工作中,将空心件或管状毛坯从里面用沿半径方向的拉伸方法并加以扩张的冷冲压模具,如图5.16所示。

图5.16 胀形模简图、工序及零件简图
(4)缩口模。工作中,将空心件或管状毛坯的端部由外向内压缩,使口径缩小的冷冲压模具,如图5.17所示。

图5.17 缩口模简图、工序及零件简图
(5)校平模。将工件表面校平的冷冲压模具,如图5.18所示。

图5.18 校平模简图、工序及零件简图
(6)整形模。将已经成形的工件压制整形成所需形状的冷冲压模具,如图5.19所示。
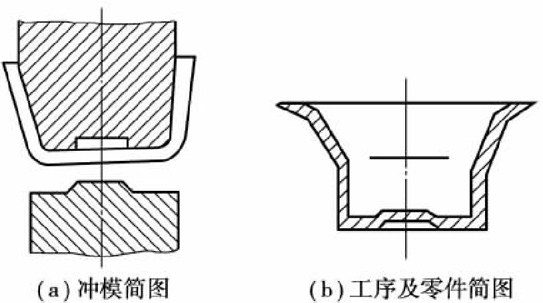
图5.19 整形模简图、工序及零件简图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











