



关于SPC工具的应用
从产品质量的统计观点来看,在一定范围内,过程质量的波动呈现统计规律性。统计过程控制(SPC),就是根据过程质量的统计规律性这样一个原则,利用统计技术对各个阶段进行监控,从而达到保证产品质量的目的。
统计过程控制(SPC)中的统计技术泛指任何可以应用的数理统计方法,并不只是人们认为的几种“控制图”。只是质量管理通常使用几种“控制图”比较普遍而已。控制图,又称管理图、管制图、休哈特图。控制图是区分过程中的正常波动和异常波动,并判断过程是否处于控制状态的一种工具。按数据性质分,控制图可以分为计量控制图和计数控制图。
经过几十年的发展,SPC方法已经非常成熟,掌握统计过程控制图制作方法成为一件比较容易的事,因此了解控制图绘制方法的的人很多。但是在应用过程当中经常发生一些不可理解的问题,例如过程本身并没什么问题但控制图上的点经常超出控制线、控制图对过程的不稳定变化不敏感、经常依据控制规则调整过程参数反而造成过程不稳等等。一般来说SPC不仅需要掌握控制图的基本制作方法,更需要从基本的统计学角度了解控制图的实质,从而确定最恰当的抽样方式,明确控制图的应用局限,深入理解诊断过程的原则,最终达到有效应用、有效控制的目的。
控制图一般应用程序,可以借助下图进行:
但在实际工作中,既可以采用控制图的方法,也可以采用其他方法(如公式法)。笔者在为一基层政府做ISO 9001:2000时,就曾经引入了ISO/TS 16949的SPC工具。其中对工作质量不合格项目考评时,运用了“不合格品统计表”,对工作质量不合格项目数据进行统计和进行过程能力计算;在计算其过程能力时,采用了公式法。
该基层政府其时对31项招商引资项目进行抽样统计调查,拟通过走访投资客商了解接待中的失误,更好地进入新一轮工作。案例抽样子组数量设计为25项,具体数据统计计算如下。
每一考核项目工作质量不合格数允许为5小项次,统计数字如下表:
工作质量不合格数据统计表
样本不合格数的均值:
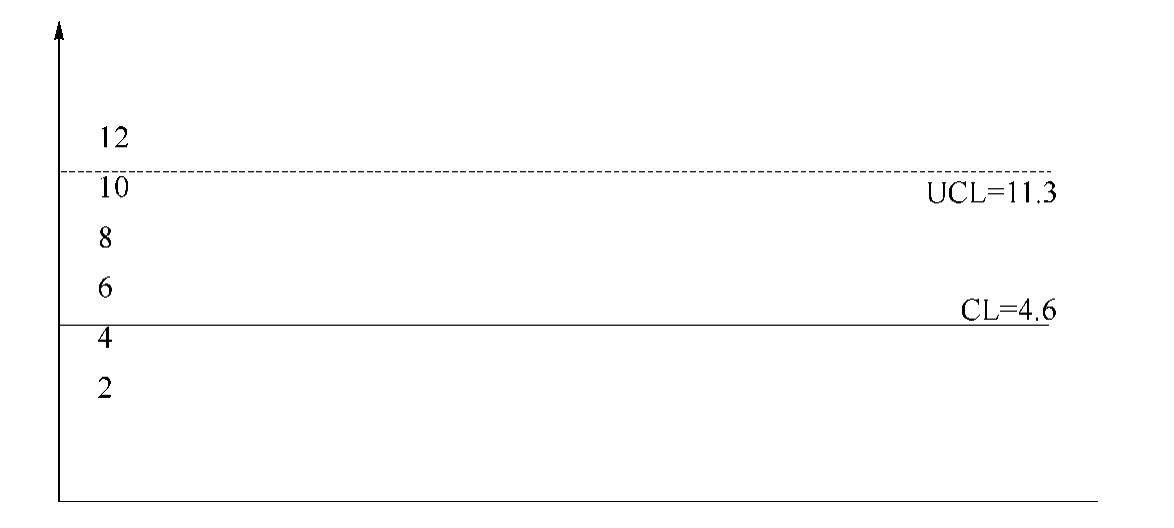
C平均=(4+6+5+……+3)÷25=115÷25=4.6;
CL=4.6
UCL=4.6+3×4.61/2=11.3
LCL=4.6-3×4.61/2=-1.83(无意义)
判断:
控制图无异常,过程能力4.6达到要求;过程能力指数CP=5÷4.6=1.09,应该努力提高。
下次考核每一考核项目工作质量不合格数应<3.75;CP=1.33。
公式法:
当非定量工作需要计算过程能力时,采用如下的公式进行了计算:
CP=工作实际差错率/工作目标值。
如:目标差错目标为1%;工作实际达到的质量水平为:98.3%,则
工作实际差错率为:
1—98.3%=1.7%,则过程能力:
CP=工作实际差错率/工作目标值=1.7%,÷1%=1.7
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











