



子任务五 食品企业设备的故障管理和状态检查
一、食品企业设备的故障分类
所谓故障:一般是指设备、系统丧失或降低其规定功能的事件或现象。企业设备是为满足某种生产对象的工艺要求或为完成工程项目的设计功能而配备的,设备的功能体现着它在生产活动中存在的价值和对生产的保证程度。故障的频繁发生会影响企业产品的量和质量,因而要探索故障的发生规律,对故障进行记录,以及对故障进行分析,以采取有效措施,控制故障的发生,这就是故障管理。
一、设备故障的分类
(一)故障分析
故障分析是为了确认与鉴定潜在故障与实际故障。为研究故障发生的原因与机理、故障发生的概率与判断故障后果,为研究故障的预防对策等而对设备(系统)进行逻辑分析与修理。故障分析是故障管理的重要内容,其目的不是分析本身,而是预防与消除故障,以提高设备(系统)的可靠性、安全性。
(二)故障分类
(1)渐发性(磨损)故障和突发性故障
①渐发性故障是由于各种使设备初始参数劣化的老化过程发展而产生的。大部分机器故障都属于这种故障,这类故障与材料的磨损、腐蚀、疲劳及蠕变等过程有密切关系。如:某乳品企业更换大部分备件及保养,属于避免与控制渐发性故障发生,此类故障可以通过预修理、大修、保养加以控制。
②突发性故障:突发性故障产生的原因是备件不利因素以及偶然的外界影响共同作用的结果,这种作用已超出了设备所能承受的限度。这种突发性故障,往往经过某一段时间间隔才发生,间隔是个随机量,这种故障与设备的使用时间无任何关系。例如:某食品企业设备中,某传动部位因润滑油管断裂,但维护与修理人员未检查到位,未发现油管断裂,则会导致某些部件由于没有润滑突然损坏,导致些突发性故障发生。又如:某食品企业进口设备的传动摩擦表面受损,原因常见有两种:A可能从外面掉进摩擦微粒;B是可能制作时有隐蔽的缺陷,随着传动不断运转,导致在摩擦表面显露出来。这两种故障的后果和形式基本相同,但故障的性质以及提高可靠性的方式却是完全不同的。前一种情况故障是突然发生的,因为微粒掉入的概率仅与外界条件有关,而与机器工作时间的长短无关。此时要提高机器的无故障性,必须从改善使用方法和采取无赃物侵入摩擦表面的措施入手。第二种情况就是属于渐发性故障类,因为故障的出现与摩擦表面的磨损过程与质量有直接关系,工作时间越久,表面磨损越严重,隐蔽缺陷出现概率就越高。而且这个故障的发生,类似于一般的突发性故障,事先不易查到,没有故障征兆。
(2)功能性故障和参数故障
故障的后果各不相同,按后果的不同,故障可分为功能故障和参数故障。
①功能故障:是设备不能继续完成自己的功能。例如:由于发生故障,主马达不转,油泵不能供油等等。功能性故障常是因为设备个别零件损坏或卡滞而造成的。
②参数故障:是使设备的参数(特性)超过允许的极限值。这一类故障并不影响设备运转。但,尤其是对我们液体奶设备来说,参数故障具有重要的意义,使用有参数故障的设备可能会造成严重的经济损失,制造出质量低劣的产品。
(3)实际故障和潜在故障
在使用过程中,任何一个设备都是先出现第一次故障,随后又出现第二次、第三次……故障。如果采用事先的修理和调整来预防这些故障,那么设备的损伤程度就是判断故障是否已临近的标准,而这些故障可以认为是潜在的和可能发生的事件,即可以认为是潜在的故障。
二、食品企业设备的故障分析方法
(一)故障诊断技术的基本任务
通过诊断达到以下目标:
1.弄清引起机械设备的劣化或故障的主要原因——应力状况2.掌握机械设备劣化、故障的部位、程度及原因等情况
3.了解机械设备的性能、强度、效率
4.预测机械设备的可靠性及使用寿命
(二)故障常用简易诊断方法
所谓故障诊断就是根据机械设备运行过程中产生的各种信息来判断机械设备是正常运转还是发生了异常现象并作出评价的过程。要求能定量地掌握设备状态,预测其可靠性,若有异常则对其原因、部位、危险程度进行识别与评价,并决定修理方法。
1.听诊法
设备正常运转时所发出的声响总是具有一定的音律和节奏的。通过人的听觉功能就能对比出设备是否出现了重、杂、乱、怪的异常噪声,从而判断出设备内部所出现的隐患。而用手锤敲打零件,可判断零件有无裂纹产生。为了保证声音判断正确,听取声音的方法一定要正确。
2.触测法
用人手的触觉可以检测设备的温度、振动及间隙的变化情况。
3.观察法
人的视觉可以观察识别设备上的机件有无松动、裂纹及其他损伤等;可以检查润滑是否正常,有无干摩擦和跑冒滴漏现象;可以查看油箱中沉积物中的金属磨粒的多少、大小及特点,以判断零件的磨损情况;可以通过设备上的仪表了解设备运行状况,以及检查产品质量;可以通过部分测量工具和仪器对设备可能的故障信息进行分析等。
课后训练
学以致用
一、讨论分析题:
1.食品企业设备管理的定义是什么?
2.食品企业设备管理的基本任务是什么?
3.食品企业设备管理现代化的基本内容是什么?4.固定资产具备的条件是什么?
5.设备报废的条件是什么?
6.固定资产的基础资料包括哪些?
7.设备技术状态完好标准包括哪些?
8.生产安全防护应做到哪些?
9.设备的使用要遵循什么程序?
10.设备维护的定义是什么?
11.设备维护的基本要求是什么?
12.设备事故分为几类?
13.设备修理的方式有哪几类?
14.什么是设备故障?
15.设备故障分为哪几类?
16.设备故障分析方法是什么?
二、案例分析题:
1.某生产企业为申办食品生产许可证,新购了一台分析天平用于产品出厂检验,由于是新购仪器,企业认为没有必要进行计量检定。该企业做法是否妥当?
2.核查员在某果冻厂核查,查看采购质量控制时看到,该厂采购验证手续齐全,有采购物品的检验报告、合格证书,但没用采购计划。核查员询问时,该厂回答说:“我们厂生产使用的原料供货来源非常单一,而且原料都经过了检验,都是合格的产品,所以没有问题”。该厂做法是否妥当?为什么?
知识拓展
一、全员生产维修
结合食品企业设备管理现状,设备管理须有一套系统的管理模式,结合外企公司的设备管理模式,推行全员生产维修模式。
(1)全员生产维修模式目的与特点:
①目的以达到设备综合效率最高为目标;
②确立以设备一生为对象的全系统的全员生产维修模式;
③涉及设备的计划室、生产车间、设备处等所有部门;
④参加人员为从领导者到生产第一线职工的全体参加;
⑤通过中层领导自主结合强制推行全员生产维修模式;
⑥全员生产维修模式必须追求经济性;
⑦全员生产维修模式“控制全系统”设备投入使用后的预防维修和改善维修等涉及设备一生的全系统管理问题;
⑧全员生产维修模式必须为操作者及维修者自主性维修。
(2)全员自主生产维修的实施程序:
全员自主生产维修的特点是要打破操作人员与维修人员分工界限,实行由设备的使用者本人及维修人员自主维护设备。
二、设备运行记录
1.设备运行记录定义:是指以日、周或月为单位,用日报、周报、月报的形式所保存的设备运行和使用情况。还包含日常点检中记录的资料,运行时所发生的异常声音或异常振动,润滑剂的消耗等,可作为建立设备档案的基本资料来使用。
2.设备运行记录管理制度
(1)巡视值班记录表每班记录一次;电气设备运行记录,每半天记录一次;设备运行记录表(空调系统)每班记录一次,由相关专业的管理员检查后每月月底将表格汇总交设备设施组组长存档。
(2)设备维修保养记录由维修人员填好后交班组长,并由相关专业的管理员审查后签名,每月月底将记录表格汇总交设备设施组组长存档。
(3)巡查签到表每日均由当值员工巡查设备后签名,由相关专业的管理员抽查监督,月底汇总后交设备设施组组长存档。
(4)巡视值班记录表每日由当值员工填写,每周经物管部经理签名后交设备设施组组长。
(5)值班表每月月底由维修班长填写,物管部经理审阅后交设备设施组组长。
(6)设备检查必须认真、仔细,记录须填写认真、字迹清晰。
(7)所有记录必须按时完成,不准弄虚作假。
三、设备维护阶段
在日本,设备管理的循序渐进的历程分为以下5个阶段:
(1)事后维护
第1阶段。
在1950年以前所进行的都是事后维护(BM:Breakdown Maintenance)。
想法就是:等到坏了再修理。即使现在,当生产设备的的停止损失可以忽略时也可以采取事后维护的方案。修理作业的发生如果是突发性的话,要事前立计划是很难的。因此就容易不利于人员、材料、器材的分配和安排。但是,从生产性到综合性看的话,如果这种效率可以无视的话,可以采用事后维护。
还有,当平均故障间隔(M TBF)不是一定时,平均修复期间(M T TR)短,定期地进行部件交换要花费高额费用,这种情况下也可采取事后维护。
(2)预防维护
第2阶段。
预防维护(PM:Prevention Maintenance),在1950年左右导入美国。
这种方法是在设备发生故障之前进行维护。
预防维护是为了防止设备的突发故障造成的停机而采取的一种方法,是根据经济的时间间隔对部件或某个Unit进行更换的维护方式。
预防维护的间隔时间根据设备的规模或寿命等来定,可以一年一次或每半年一次或一月一次或一周一次进行定期点检或是修理或是Overhaul。
预防维护如果过多的话就会不经济实惠。
根据事后修理费用或是就综合起来的生产性和生产目标达成的情况以及稼动率等进行综合商讨后,而设定预防维护的计划。
(3)生产维护
第3阶段。
20世纪60年代考虑使用的是生产维护(PM:Productive Maintenance)。这是在确保能提高设备的生产性的最经济的很好的维护方式。这种方式就是将设备整个运用过程中其本身的Cost(LCC:Life Cycle Cost)或将维持设备运转所花费的一切费用与设备的劣化损失以及Justification结合起来,然后决定怎样去维护的一种方式。
有以下两种方式和思路:
①改良维护(CM:Correct Maintenance)
为了使设备的维护和修理更容易,更进一步说为了使不需要修理维护也可以进行设备改良,也就是说通过改善和改良设备的生产性而对设备进行的技术改良。
①维护预防(MP:Maintenance Prevention)
为了从根本上降低设备的维护费用,与其只是去考虑如何维护的方法,还不如制造不需要维护的设备或是购入时就考虑到维护这个事情。这种想法能最大限度上达到设备的调达和维护的顺利和经济,就叫做维护预防。
(4)TPM
第4阶段。
从1970年开始就进入了包含了作业者自主地组成的小集团活动为单位的全公司性的生产维护(TPM:Total Productive Maintenance)。
日本电装在1971年发表了一篇名为“全员参加的生产维护(TPM)”文章。
指出生产预防(保养)不光是办公室人的责任,而是包括所有staff为中心的所有经营层、管理层及作业员的全公司的total式的一种全员预防。
经营层是推进生产维护的责任人,全体作业员要抱着热情参与到活动中来,即使可能还没有成熟和完善,但是这已经是革新的TPM活动诞生了的标志。
(5)预知维护
第5阶段就是在1980年代开始普及的预知保全(PM:Predictive Maintenance)。
预知保全是对设备的劣化状况或性能状况进行诊断,然后在诊断状况的基础上开展保养、维护活动的这样一种概念。因此,要尽量正确并且高精度地把握好设备的劣化状况,这是前提。
对劣化状态进行观测,在真正需要维护的必要时候实施维护,就是状态基准(监视)维护(CBM:Condition-based Maintenance)。
随着对设备的状况进行定量的把握和设备故障诊断技术的提高,最近有从根据时间进行点检、检查和修理过渡到以设备的状态为基准进行判断和对策上来了。
以时间为基准的就叫做时间基准维护(TBM:Time-based Maintenance)或是叫做计划维护。
四、设备故障曲线(规律)
实践证明,可修理设备的故障率随时间的推移呈图示曲线形状,这就是著名的“浴盆曲线”。设备修理期内的设备故障状态分三个时期:
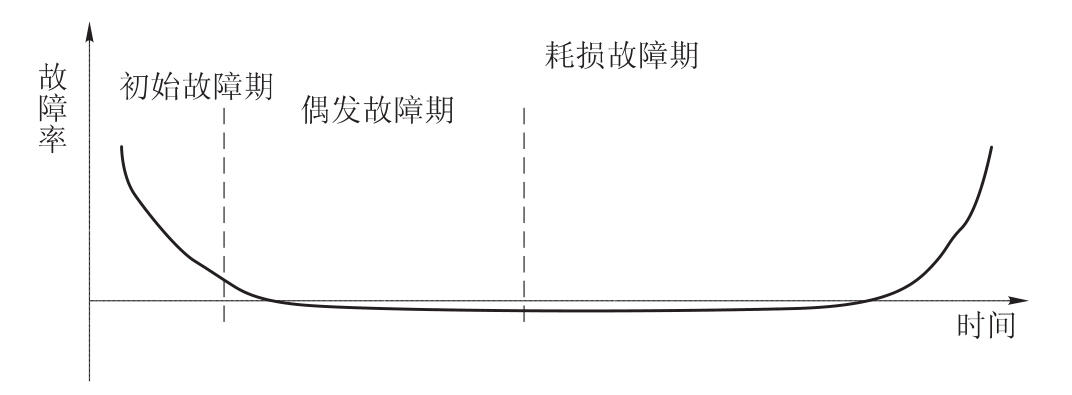
故障率曲线(浴盆曲线)
(1)初始故障期:故障率由高而低。材料缺陷、设计制造质量差、装配失误、操作不熟练等原因造成。
(2)偶发故障期:故障率低且稳定,由于维护不好或操作失误造成。最佳工作期。
(3)耗损故障期:故障率急剧升高,磨损严重,有效寿命结束。
关键术语
设备管理 设备管理基本任务 设备管理现代化 固定资产 设备的报废 设备档案 设备技术状态 生产安全防护 设备的密封管理 设备的维护 设备的修理 设备事故 设备故障 设备故障分类 设备故障分析
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










