



对刀是数控机床加工中极其重要和复杂的工作。对刀精度的高低将直接影响到零件的加工精度。
在数控车床车削加工过程中,首先应确定零件的加工原点,以建立准确的工件坐标系,其次要考虑刀具的不同尺寸对加工的影响,这些都需要通过对刀来解决。
刀位点是指程序编制中,用于表示刀具特征的点,也是对刀和加工的基准点。对于各类车刀,其刀位点如图2-5所示。
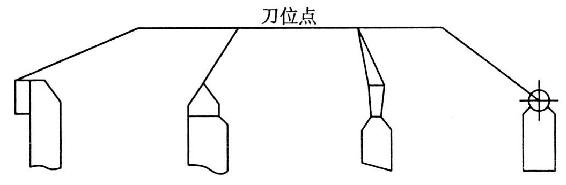
图2-5 各类车刀的刀位点
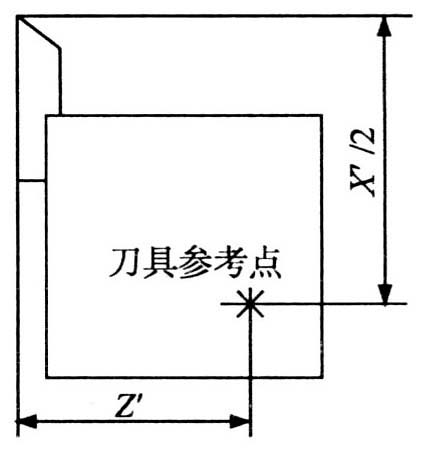
图2-6 刀补值
数控车床刀架内有一个刀具参考点(即基准点),见图2-6中的“X”。数控系统通过控制该点运动,间接地控制每把刀的刀位点的运动。而各种形式的刀具安装后,由于刀具的几何形状及安装位置的不同,其刀位点的位置是不一致的,即每把刀的刀位点在两个坐标方向的位置尺寸是不同的。所以,刀补设置的目的是测出各刀的刀位点相对刀具参考点的距离,即刀补值(X′,Z′),并将其输入CNC的刀具补偿寄存器中。在加工程序调用刀具时,系统会自动补偿两个方向的刀偏量,从而准确控制每把刀的刀尖轨迹。
刀补值的测量过程称为对刀操作。对刀方法常见的有两种:
试切法对刀、对刀仪对刀。对刀仪又分机械检测对刀仪和光学检测对刀仪;车刀用对刀仪和镗铣类用对刀仪。
各类数控机床的对刀方法各有差异,可查阅机床说明书,但其原理及目的是一致的,即通过对刀操作,将刀补值测出后输入CNC系统,加工时系统根据刀补值自动补偿两个方向的刀偏量,使零件加工程序不受刀具(刀位点)安装位置的不同而给切削带来影响。刀具偏置补偿测量有两种形式:
试切法对刀的原理见图2-7。以1号外圆刀作为基准刀,在手动状态下,用1号外圆刀车削工件右端面和外圆,并把外圆刀的刀尖退回至工件外圆和端面的交点A将当前坐标值置零作为基准(X=0,Z=0)o然后向Z、Z的正方向退出1号刀,刀架转位,依次把每把刀的刀尖轻微接触棒料端面和外圆,或直接接触角落点A,分别读出每把刀触及时的CRT动态坐标即为各把刀的相对刀补值,如图2-7所示。三把刀的刀补值分别为:
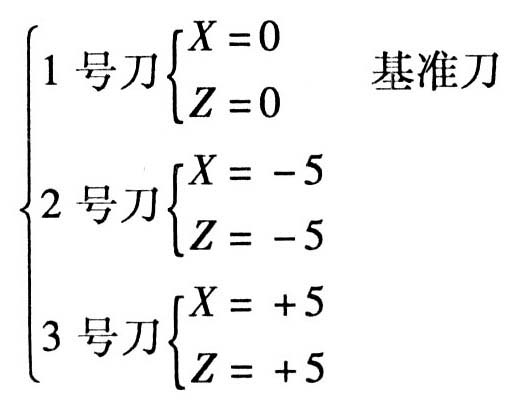
上述刀补的设置方法称相对补偿法,即在对刀时,先确定一把刀作为基准(标准)刀,并设定一个对刀基准点。如图2-7中的4点,把基准刀的刀补值设为零(X=0,Z=0),然后使每把刀的刀尖与这一基准点A接触。利用这一点为基准,测出各把刀与基准刀的X、Z轴的偏置值ΔX,ΔZ,如图2-8所示。如上述2号刀的刀补X=-5,表示2号刀比1号刀在X方向短了5mm;3号刀的刀补X=+5,表示3号刀比1号刀在X方向长了5mm。
图2-7 试切法对刀
图2-8 刀具偏置的相对补偿形式
图2-9为光学检测对刀仪,将刀具随同刀架座一起紧固在刀具台安装座上,摇动X向和Z向进给手柄,使移动部件载着投影放大镜沿着两个方向移动,直至刀尖或假想刀尖(圆弧刀)与放大镜中十字线交点重合为止,如图2-10所示。这时通过X和Z向的微型读数器分别读出X和Z向的长度值,就是该刀具的对刀长度。
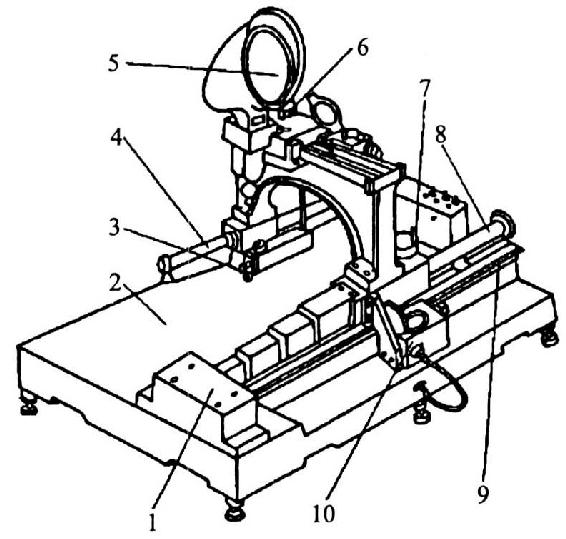
图2-9 光学检测对刀仪对刀(机外对刀)
1-刀具台安装座;2-底座;3-光源;4、8-轨道;5-投影放大镜;6-X向进给手柄;7-Z向进给手柄;9-刻度尺;10-微型读数器
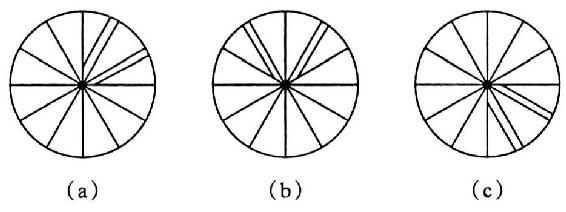
图2-10 刀尖在放大镜中的对刀投影
(a)端面外径刀尖(b)对称刀尖(c)端面内径刀尖
机外对刀的实质是测量出刀具假想刀尖到刀具参考点之间在X向和Z向的长度。利用机外对刀仪可将刀具预先在机床外校对好,以便装上机床即可以使用,大大节省辅助时间。
用机械检测对刀仪对刀是使每把刀的刀尖与百分表测头接触,得到两个方向的刀偏量,如图2-11(b)所示。若有的数控机床具有刀具探测功能,则通过刀具触及一个位置已知的固定触头,可测量刀偏量或直径、长度,并修正刀具补偿寄存器中的刀补值。
图2-11 三种对刀方法
(a)试切对刀法(b)机械检测对刀仪法(c)光学检测对刀仪法
设1号刀为90°外圆车刀,并作为基准刀;2号刀为切槽刀;3号刀为螺纹刀;4号刀为内孔镗刀。
(1)用1号刀车削工件右端面,Z向不动,沿X轴正向退出后置零。
(2)用1号刀车削工件外径,X向不动,沿Z轴正向退出后置零。
(3)让1号刀分别沿X、Z轴正向离开工件。
(4)刀具转位,让2号切槽刀转至切削位置。
(5)让切槽刀左刀尖和工件右端面对齐,并记录CRT显示器上Z轴数据Z2。
(6)让切槽刀主削刃和工件外径对齐,并记录CRT显示器上X轴数据A2。
(7)让2号刀分别沿X、Z轴正向离开工件。
(8)刀具转位,让3号螺纹刀转至切削位置。
(9)让螺纹刀刀尖和工件右端面对齐,并记录CRT显示器上Z轴数据Z3。
(10)让螺纹刀刀尖和工件外径对齐,并记录CRT显示器上X轴数据X3。
(11)让3号刀分别沿X、Z轴正向离开工件。X2、Z2数值即为2号切槽刀的刀补值;X3、Z3数值即为3号螺纹刀的刀补值。
(12)刀具转位,让4号镗刀转至切削位置。
(13)让4号镗刀刀尖和工件右端面对齐,并记录CRT显示器上Z轴数据Z4。
(14)让4号镗刀镗削工件内孔,并记录CRT显示器上X轴数据X4。
(15)测量工件外圆直径d,内孔直径D。
(16)X4+(d-D)即为3号刀X轴的刀补,Z轴的刀补为Z4。
工件坐标系建立的步骤假定程序中工件坐标系设定指令为:
G92 X100.0 Z100.0,工件坐标系设置在工件轴线和右端面的交点处。
(1)用1号刀(基准刀)车削工件右端面和工件外圆。
(2)让基准刀尖退到工件右端面和外圆母线的交点A,见图2-7。
(3)让刀尖向Z轴正向退100mm。
(4)停止主轴转动。
(5)用外径千分尺测量工件外径尺寸d。
(6)让刀尖向X轴正向退100-d
(7)则刀尖现在的位置就为程序中G92规定的X100.0Z100.0的位置。
(1)让1号刀(基准刀)车削工件外圆,X向不动,刀具沿Z轴正向退出后置零。
(2)停止主轴转动。
(3)用外径千分尺测量工件外径尺寸d。
(4)让基准刀刀尖和工件右端面对齐或车削右端面,让刀尖向工件中心运动d数值(若测得工件外径为38mm,刀尖向工件中心运动时,在手动状态下注意CRT显示器上X轴坐标值向工件中心增量进给了-38mm时,停止进给)。
(5)然后再次将当前X、Z坐标数值置零。
(6)将刀尖运动到程序G92规定的X、Z坐标值。如主程序中编制G92 X100.0 Z100.0,则将刀尖运动到CRT显示器上X、Z轴的坐标值均为100处,当前点即为程序的起始点。
当程序运行加工工件时,执行G92程序后,系统内部即对当前刀具点(X,Z)进行记忆并显示在显示器上,这就相当于在系统内部建立了一个以工件原点为坐标原点的工件坐标系,当前刀具点位于工件坐标系的X100.0,Z100.0处。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









