



任务三 曲柄连杆机构的检修
【任务目标】
1.熟悉桑塔纳2000型发动机曲柄连杆机构的结构。
2.熟悉各工量具的使用方法。
3.掌握桑塔纳2000型发动机曲柄连杆机构的拆装步骤及维修方法。
【任务分析】
以桑塔纳2000型发动机曲柄连杆机构的零部件为例进行拆装讲解,让学生分组学习,各小组进行互评。
【相关理论】
以桑塔纳2000型发动机的曲柄连杆机构零部件为例介绍其拆装、检修程序。
我们学习了发动机曲柄连杆机构的总体构造,请同学们参看图2-20对照机体组、活塞连杆组和曲轴飞轮组辨别零件及组成。

图2-20 曲柄连杆机构
实训器材
1.设备:桑塔纳2000GLi型发动机一台。
2.工具:拆装桑塔纳2000GLi型发动机常用及专用工具。
3.量具:高度尺、外径千分尺、百分表及表座、内径百分表等。
实训内容
1.机体组的检修。
2.活塞连杆组的检修。
3.曲轴飞轮组的检修。
实训要求
1.掌握曲柄连杆机构的拆装步骤的技术要求。
2.掌握曲柄连杆机构各组零部件的检修方法。
3.掌握曲柄连杆机构各组零件的组装方法和装配要求。
安全提示
1.在拆装发动机的过程中,注意人身和机件安全,并养成工、量具和零件摆放整齐,文明、安全地操作。
2.工具、量具和零件在摆放时不得混合,应独立分开放置。
3.在使用工、量具之前应掌握其使用方法和使用注意事项。
4.在拆装发动机之前应熟悉总成的结构,有必要时,查阅维修资料,防止造成零件不应有的损伤。
5.在实习前,接受安全知识教育,并保持室内通风良好,注意防火安全。
实训步骤
一、发动机的拆装
拆卸发动机外表附件:用常用工具分别拆下发电机,水泵,水管,进、排气管机油滤清器等附件。
拆卸发动机本体各组件:用专用拉力器拆下曲轴皮带盘,拆去正时齿形轮盖,取下齿形皮带;拆卸气缸盖罩,并按规定顺序及要求拆卸气缸盖;将发动机侧卧,拆卸油底壳,并拆去机油泵,转动曲轴并使即将要拆卸的活塞连杆置于下止点,拆下连杆盖,取出活塞连杆组;将发动机倒置,拆下飞轮、曲轴正时齿轮、中间轴,按规定要求拆卸曲轴轴承盖,取下曲轴;用专用工具压出活塞销;拆下的所有零件应进行彻底的清洗并用压缩空气吹干。
发动机的装配在整个发动机修理过程中是一项十分重要的工作,它是把组成发动机总成的零部件连接在一起的过程,修理时的总成装配与发动机制造时不同,因为修理过程中进入总成装配的零件有三类:具有允许磨损量的旧零件;经修复合格的零件;换用的新零件。这三类零件中,通常前两类零件尺寸公差比新零件制造公差要大,为使配合副的配合特性达到装配技术要求,在组装时必须按装配技术条件的要求对配合件进行选配(如活塞与缸套,曲轴与轴承的选配等)。维修中,发动机的装配质量的好坏,直接影响修复后的发动机性能。
请同学们参照图2-21,进行合理的零件摆放。
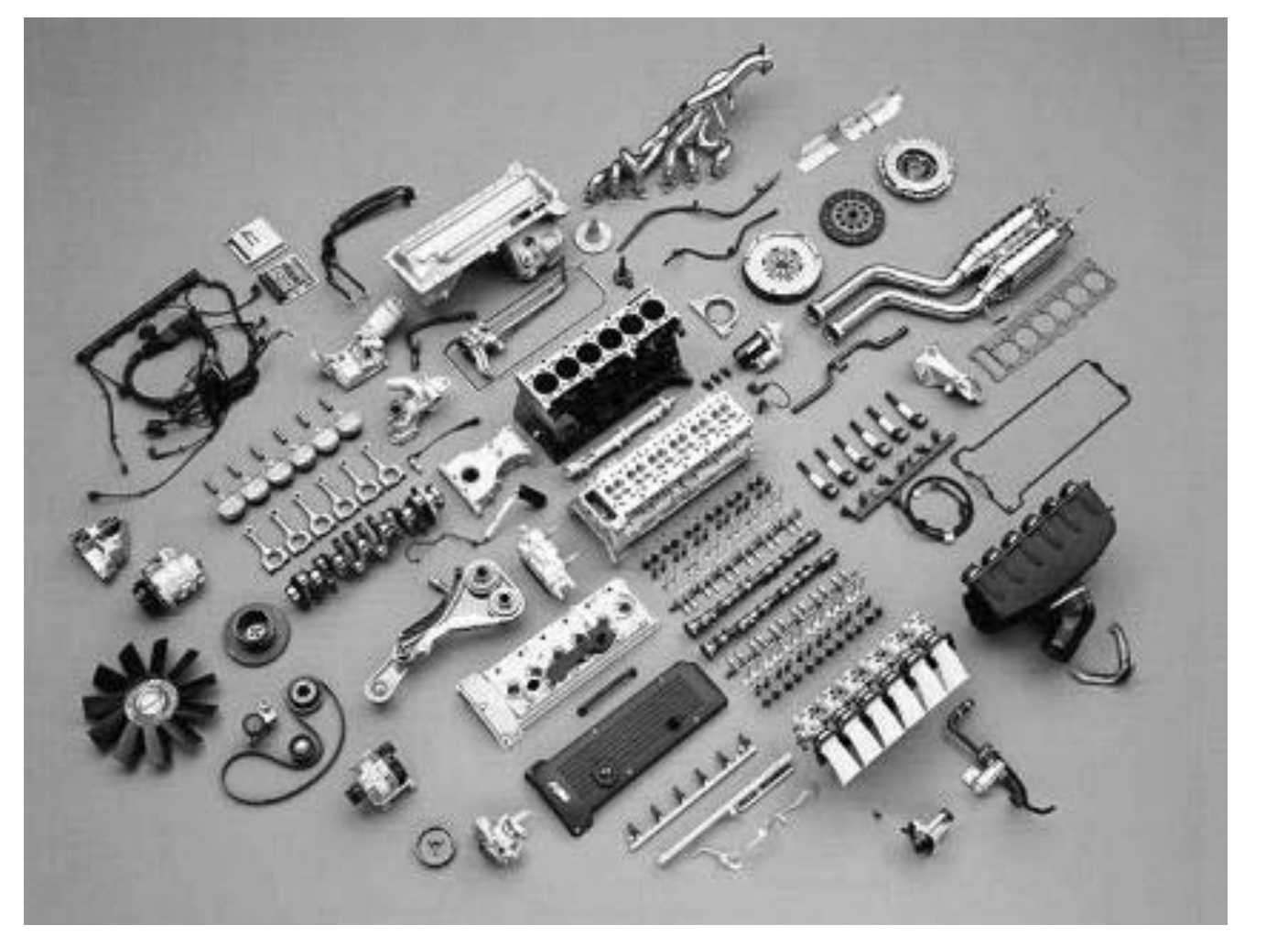
图2-21 发动机零件摆放
重点提示
Ø 装配前的零件必须认真彻底清洗并经过检验,质量必须合格。
Ø 必须认真清洗工具、量具、配件、通用件(螺栓、螺帽、垫圈等等),并准备适量的机油、润滑脂等常用油料。
Ø 发动机装配的步骤随发动机类型和结构的不同而有些区别,但总的基本原则是以气缸体为装配基础,与拆卸时的顺序相反,由内到外地进行。在装配过程中,有的零件是按顺序直接装配到缸体上,有的则是组件和总成,需先完成组件和总成装配后,再将组件和总成装配到气缸体上。在具体装配过程中,有些零部件装配工作在不违反工艺顺序的情况下,可进行平行、交叉作业,为了保证装配质量,应边安装边检查、调整。
二、机体组的检修
机体组在使用的时候,主要损伤形式是气缸体和气缸盖产生裂纹、变形、磨损和气缸衬垫的破损等。
(一)气缸体与气缸盖裂纹的检修
检查气缸体和气缸盖裂纹的方法:采用水压试验法。
试验时,用专用的盖板封住缸体和缸盖的水口,用水压机将水压入缸体、缸盖的水套中,要求在0.3MPa~0.4MPa的压力下保持5min,然后查看有无渗透现象。
处理气缸体、气缸盖裂纹的方法有黏结法、焊接法或更换新件等方法。在采用这些方法时应根据裂纹的大小、部位、损伤程度以及技术能力、设备条件等情况,灵活适当地选择处理方法。
(二)气缸体与气缸盖变形检修
气缸体与气缸盖的变形主要是平面度超过技术要求。
检查气缸体与气缸盖的平面方法:用样板尺(或钢直尺)侧放于平面上,再用厚薄规测量直尺与平面之间的间隙(图2-22)。
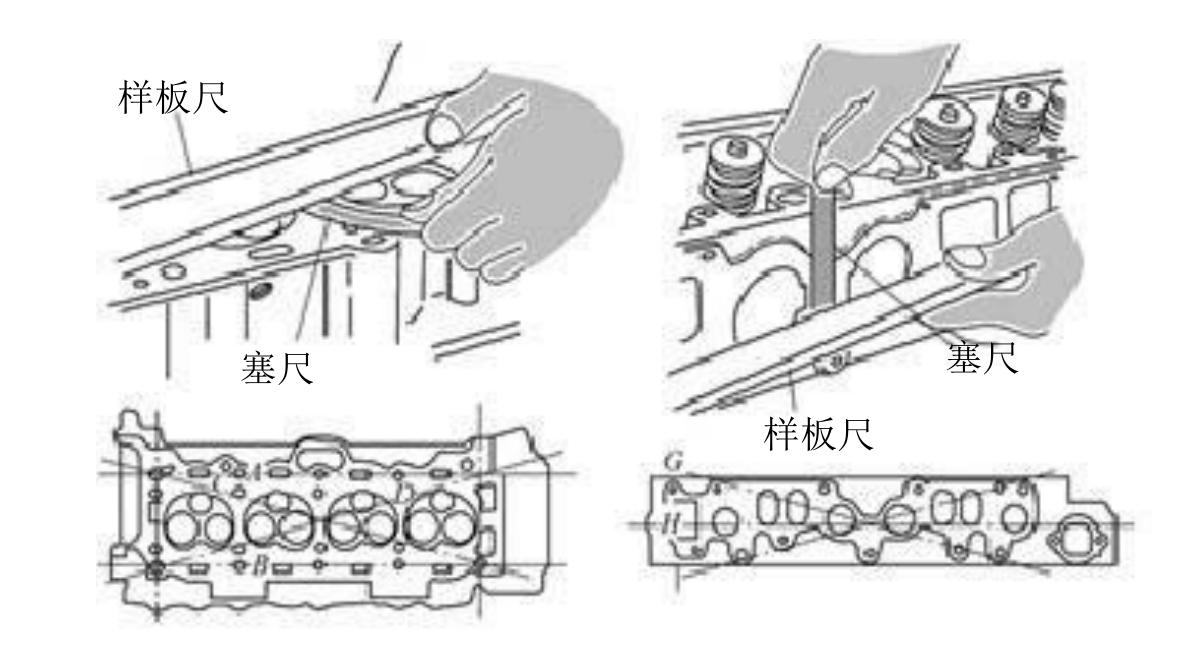
图2-22 气缸体、气缸盖平面度检查
(1)气缸体、气缸盖平面度技术要求。
在任意位置,每50³50mm2的范围内均≯0.05mm;
全长≤600mm的平面,其平面度≯0.15mm;
全长>600mm的铸铁气缸体,其平面度≯0.25mm;
全长>600mm的铝质气缸体,其平面度≯0.35mm。
(2)处理气缸体、气缸盖平面的方法。
平面局部不平,可用铲削修平;平面变形较大时,可采用磨床加工磨平,但总磨削量≯0.5mm,否则会影响发动机的压缩比。
(三)气缸磨损的检修
气缸的磨损程度的大小,是用气缸磨损后的圆度和圆柱度来度量的。其计算公式为:
圆度(圆柱度)=(最大直径-最小直径)/2
计算圆度时,其最大直径与最小直径两个数值,必须在同一测量的平面内选取;而计算圆柱度时,其最大直径与最小直径两个数值,则不得在同一平面内选取。
测量方法:利用量缸表(内径千分尺),在气缸内磨损部位合理选择上、中、下三个测量截面,每个面测量四个方向的直径,只记下最大与最小直径。
请同学们参看图2-23所示,并结合老师所讲内容认真领会气缸圆度、圆柱度的测量和计算方法。

图2-23 气缸的测量
三、活塞连杆组检修
在发动机检修过程中,活塞、活塞环和活塞销等是作为易损件更换的,这些零件的选配是一项十分重要的技术。所谓选配,即不完全互换,就是以较大的公差加工零件,通过分组选用来得到较高的配合精度的工艺。
(一)活塞的选配
当气缸的磨损超过规定值或活塞异常损坏时,必须对气缸进行修复,并根据气缸的修理尺寸选配活塞。在选配活塞时要做到:
(1)选用同一修理尺寸和同一分组尺寸的活塞。
(2)同一款发动机必须选用同一厂牌的活塞。
(3)在同一组活塞中,其尺寸差和质量差应符合要求(尺寸差一般为0.02mm~0.025mm,质量差一般为4g~8g)。
(二)活塞环的选配
活塞环的选配是以气缸的修理尺寸为依据,同一款发动机应选用与气缸和活塞修理尺寸相同的,严禁选择不同级别的活塞环。
在装配活塞环时,还应对其性能检测,活塞环的性能包括:弹力、漏光度、端隙、侧隙和背隙应符合要求。具体操作参看图2-24。
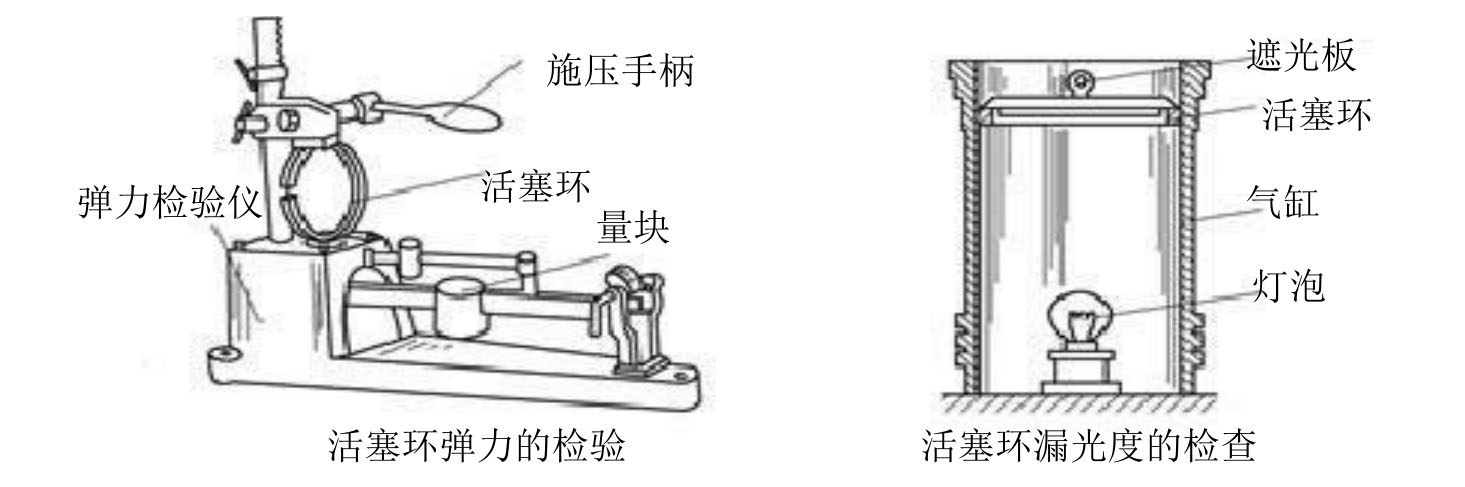
图2-24 活塞环的检查
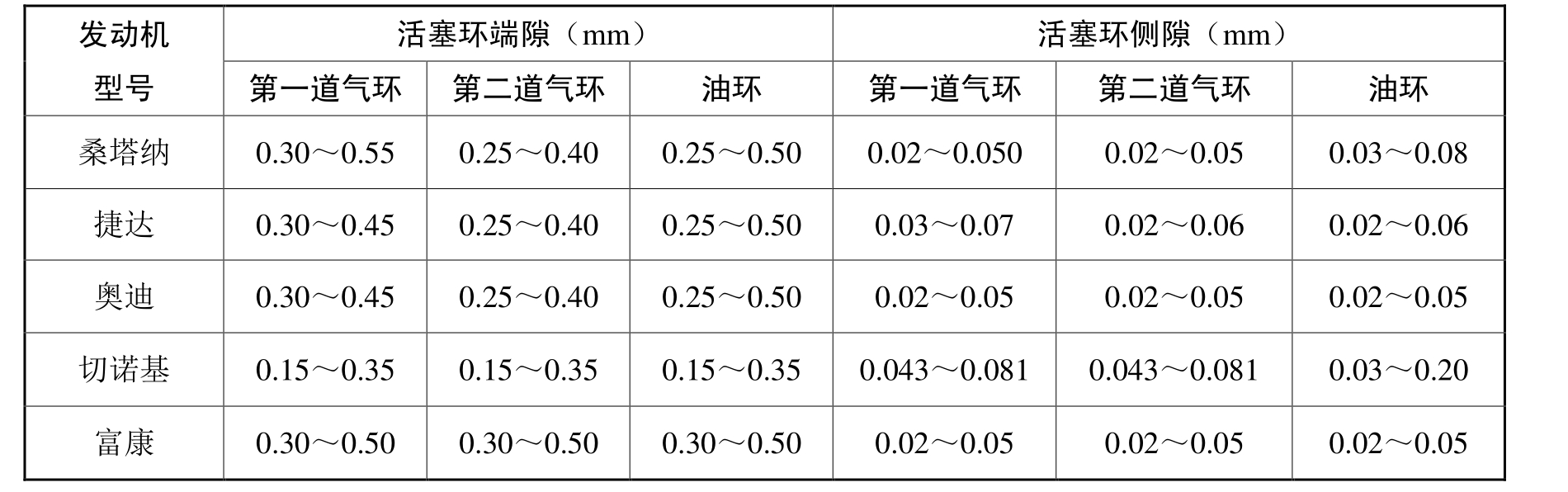
部分发动机的活塞环间隙规定如表2-2。
表2-2 活塞环的规定间隙
(三)活塞销的选配
选配活塞销的原则是:同一款发动机应选用同一厂家、同一修理尺寸的成组活塞销;活塞销表面无任何锈蚀和斑点;质量差在10g范围内。活塞销通常设有四级修理尺寸,可根据活塞销座孔的磨损程度来选择相应修理尺寸的活塞销。
(四)连杆组的检修
连杆的检修主要包括连杆变形检验与校正、连杆小端衬套的压装与铰削等。
连杆变形的检验在连杆校验器上进行(图2-25)。

图2-25 连杆的检验
连杆校验器能检验连杆的弯曲、扭曲、双重弯曲的程度和方位。
检验时先将连杆大端的轴承盖装好,不装连杆轴承,并按规定拧紧连杆螺栓,同时将心轴装入连杆小端衬套孔中,然后再将连杆大端装在支承轴上,通过调整定位螺钉使支承轴扩张,并将连杆固定在校验器上。测量工具是一个带有V形槽的“三点规”。三点规上的三点构成的平面与V形槽的对称平面垂直,三点间的距离是100mm。
测量时,若三点与检验平面接触,说明连杆不变形;
若上测点与检验器接触而两下测点不接触且与平面的间隙一致,或下两测点与检验平面接触而上测点不接触平面,说明连杆弯曲;
若三点中,有一个下测点不与平面接触,说明连杆扭曲变形;
在连杆弯曲变形检测中,若两下测点与平面的距离不相等,则连杆发生了双重变形,对双重变形的连杆一般应更换新件。
连杆发生纯弯曲和纯扭曲变形时可以校正(一般也是更换),方法如图2-26所示。

图2-26 连杆弯曲、扭曲校正示意图
(五)连杆衬套的修理(图2-27)

图2-27 连杆衬套的修理
在更换活塞销的同时,必须更换连杆衬套以恢复配合,新衬套与连杆小端孔有-0.10~-0.20mm的配合。
铰削衬套时,铰刀刃口露出衬套上端面3~5mm为第一刀的铰削量,以后各刀可将螺母调整旋转60º~90º作为吃刀量,最后一刀可小一些。操作时,一手把持住连杆小端并向下略压,一手托住连杆大端并按顺时针方向均匀用力扳转进行铰削。试配时,用手掌力能将活塞销推入衬套孔1/3~2/5时停止铰削。把活塞销用木槌敲入经铰削过的衬套孔内,并用虎钳夹紧活塞销两端,来回转动连杆数次,再将活塞销取出并刮削衬套。
刮削衬套的原则是:以刮重留轻、刮大留小、边刮边试的方法进行;刮削后要求以拇指力将涂有机油的活塞销全部推入衬套孔内,且接触面积应不小于75%。
(六)活塞连杆组的组装
将活塞放入水中加热至80℃~100℃,取出活塞并迅速擦干,将活塞销涂上机油后推入孔中,然后装上锁环。锁环与活塞销应有0.10~0.20mm的间隙。
安装时特别要注意连杆与活塞的缸序和方向,不得错乱。
四、曲轴飞轮组的检修
(一)曲轴的检修
曲轴的检修内容包括曲颈的磨损、弯扭变形和裂纹等。
曲轴轴颈的磨损大小用圆度和圆柱度度量。其测量和计算方法与气缸的圆度和圆柱度相近,只是量具为外径千分尺。
曲轴弯曲检测:检测中间主轴颈的径向圆跳动,要求不大于0.15mm。曲轴发生弯曲变形时可进行冷压校正,压弯量为变形量的10~15倍,并保持2~4min,取下后在300℃~500℃的温度下保温0.5~1h,以消除应力。具体操作参看图2-28所示。
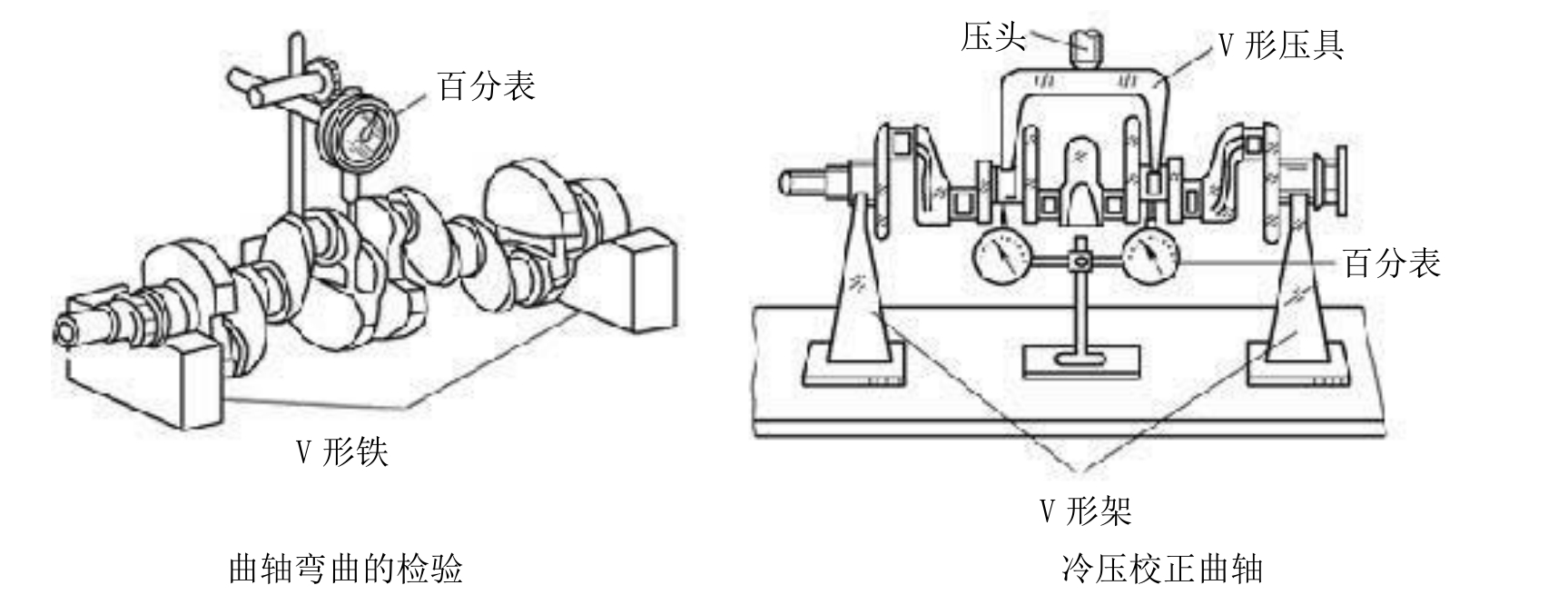
图2-28 曲轴的检修
曲轴扭曲变形的检测:将连杆轴转到水平位置,用百分表测量同一方位的两轴颈的高度差,即得出扭曲变形量。
(二)飞轮的检修
齿圈的损伤可进行反面处理,反面时利用齿圈加热350℃~400℃,齿圈与飞轮的配合为-0.30~-0.60mm;离合器工作面起槽深度达0.5mm时则进行修磨,磨削总厚度不大于1mm。
【工作页】
一、填空题
1.机体组中的气缸体和气缸盖,在使用中出现的损伤形式有________、________、和________。检查缸体平面翘曲变形的量具是________和________。
2.度量气缸磨损程度是用________和________的值来进行的。
3.活塞环的检测项目有活塞环的________、活塞环的________、活塞环的________、活塞环的________和活塞环的________等内容。
4.连杆在使用中,发生的变形有________和________三种。
5.曲轴的检修项目是________、________和________。
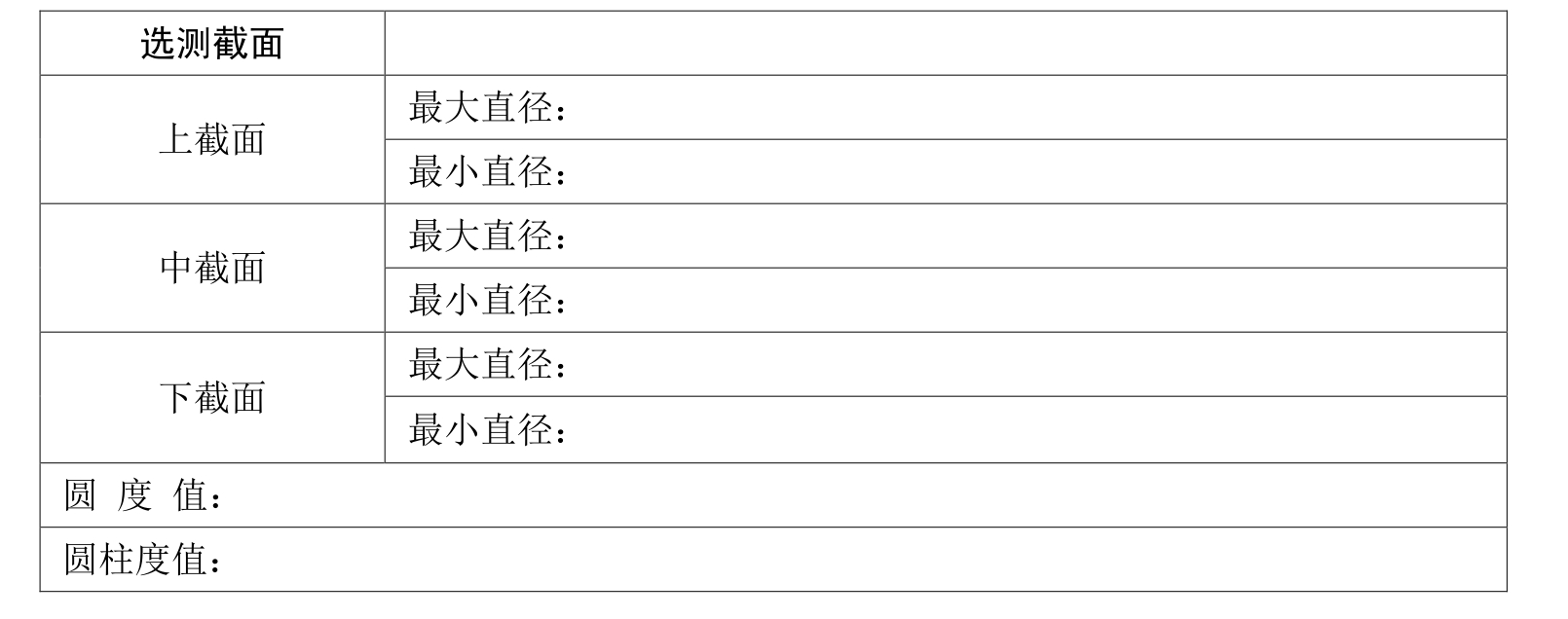
6.测量发动机的一只气缸,并完成下表。
二、简答题
1.简述发动机拆装的基本原则。
2.简述活塞连杆组的组装过程。
通过对任务三的学习,你能给自己和老师一个评价吗?
1. 老师的讲解生动、形象,态度和蔼可亲吗? ( )
2. 工作页是独立完成的吗?给自己一个客观的评价。( )
[成绩等级]______________
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










