



【摘要】:当孔精度为微米级时,对较大孔可采用坐标镗床加工,较小孔则采用坐标磨床加工。没有精密设备时可采用研磨方法加工。在坐标镗床上可以利用铰刀或镗刀进行精密孔的精加工,但当没有合适的铰刀或镗孔较困难时,可采用如图2-12所示的精孔钻进行精加工。精孔钻是由麻花钻修磨而成的,加工时先用普通钻头钻孔,并留扩孔量为0.1~0.3mm。以菜籽油为润滑剂,钻头尺寸要选择在孔径尺寸公差范围内。
2.4.3 精密孔加工
当孔精度为微米级时,对较大孔可采用坐标镗床加工,较小孔则采用坐标磨床加工。没有精密设备时可采用研磨方法加工。
在坐标镗床上可以利用铰刀或镗刀进行精密孔的精加工,但当没有合适的铰刀或镗孔较困难时,可采用如图2-12所示的精孔钻进行精加工。精孔钻是由麻花钻修磨而成的,加工时先用普通钻头钻孔,并留扩孔量为0.1~0.3mm。精钻时切削速度不能高,一般为2~8mm/s,进给量为0.1~0.2mm/r。以菜籽油为润滑剂,钻头尺寸要选择在孔径尺寸公差范围内。只要钻头装夹正确,刃口角度对称,钻出的孔径与钻头尺寸基本相同,精度可达IT4~IT6,表面粗糙度Ra=3.2~0.4μm。
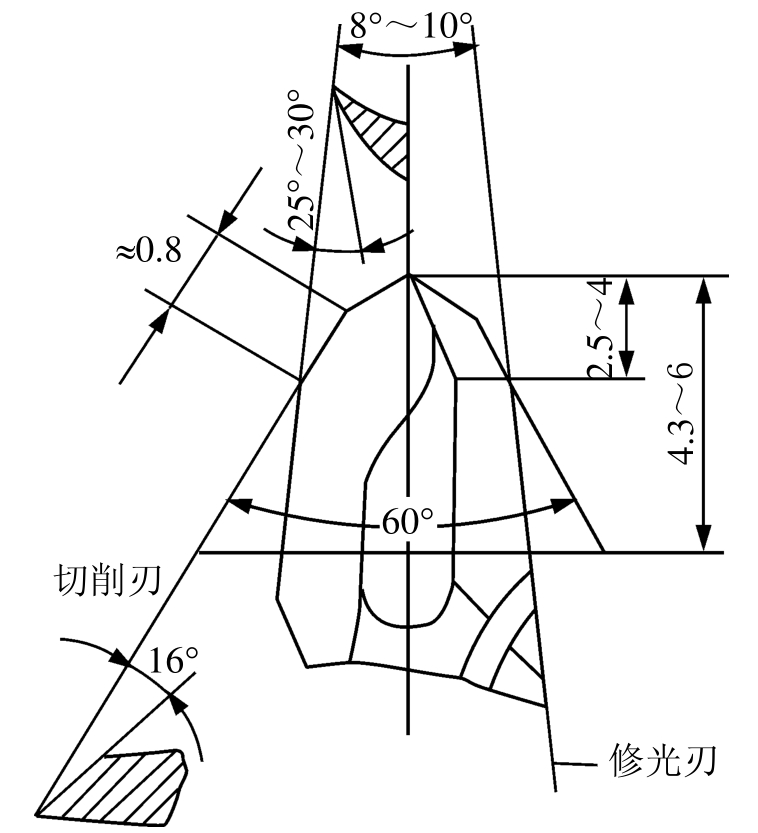
图2-12 精孔钻结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











