



一、传送链条与收纸牙排
1.收纸链条
收纸叼牙排的两端铰接在两根套筒滚子链上,分别由固定于收纸滚筒轴上两个链轮传动。收纸链条的长度
L=kzt
式中 k——叼牙排的数量:
z——收纸链轮的齿数;
t——链图条的节距。
叼牙排的数量由收纸装置结构所决定。收纸线路长,采用叼牙排收纸的数量就多。J2108型机的叼牙排有11组。收纸链轮的齿数与滚筒直径以及链条的节距有关。J2108型机的收纸滚筒直径为300mm,链轮齿数为30齿。链条的节距决定于负载大小,印刷机(如J2108型机)常用链条的节距为25.4mm。每组叼牙排间的链条长度zt必须大于最大纸张长度约50~100mm,以保证纸张在收纸台上堆积时,不发生碰撞和依次顺利地完成堆积。如J2108型机承印的最大纸张长为650mm,zt=30×25.4=762mm。
2.收纸链排结构
图7-19所示为J2108型机收纸链排结构。收纸链排由两根轴支撑着,收纸叼牙轴1上面装有12个收纸叼牙,该轴在曲柄、滚子、凸轮控制下往复运动,从而使叼牙张开和闭合,牙排固定轴2是空心管子,用销钉分别固定在传动侧和操作侧轴座上。图7-19的E向视图所示,两端轴座是用销钉4和两边的链条连接的,每一个轴座上只有一个销钉。另一节链条上装有滑块5,滑块的结构如图7-19中所示,滑块是浮放在轴座槽内的,在链轮上换向时使滑块在轴座槽内有微量的滑动。
在图7-19所示C-C断面示图中,收纸叼牙轴1是靠两根压力弹簧6撑着,收纸牙轴力量大小取决于压簧的变形量。

图7-19 J2108型机收纸链排结构图
1-收纸叼牙轴;2-牙排固定轴;3-轴座;4-销钉;5-滑块;6-弹簧
图7-20所示为PZ4880-01型印刷机的收纸链排结构。与J2108型机的收纸链排相区别的特点是:链条两边的轴座改变了形状,质量也减轻了;拉簧改为扭簧,简化了结构,增加了可靠性;牙排轴4是用空心钢管制成的,减轻了质量;收纸牙排叼牙牙垫6是耐磨塑料制成的,牙垫轴7是钢板冲压焊接而成的,其他部分与J2108型机相同。
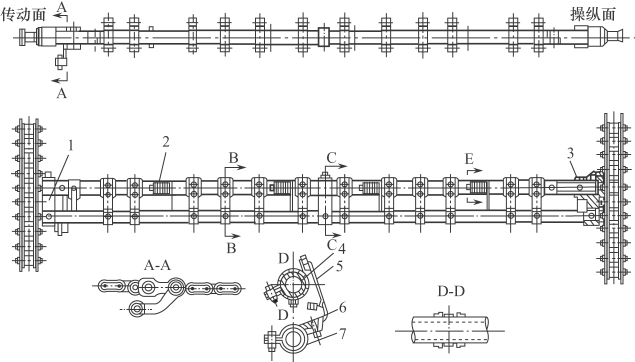
图7-20 PZ4880-01型机收纸链排结构图
1、3-轴座;2-扭簧;4-牙排轴;5-收纸叼牙;6-牙垫;7-牙垫轴
收纸牙排叼牙与链条间通过托座连接,如图7-21所示。套筒滚子链1的一个加长销轴2与托座9相固定。另一销轴3上装有滑块4,在托座的导槽5内滑动。当链条在直线导轨部分运动时,销轴2、3的距离为链条节距的两倍(2t)。当链条在弧形导轨或随链轮运动时,两销轴的距离小于2t。滑块、导槽结构可适用于销轴距离变化的要求,牙垫轴与托座9相固定,叼牙轴8 装在托座的轴承孔内,通过张闭滚子传动叼牙轴,使叼牙张闭。这种结构使叼牙排的质量和张牙的作用力都由链条承受,因此链条磨损较快。
如图7 - 22 ( a) 所示有些单张纸印刷机的收纸牙排轴直接装在链环上,但为了减轻链条磨损,采用双导轨结构,即每根叼纸牙排轴两端各增加一个滚子及滚子导轨。链条导轨1 与附加滚子导轨2 等距布置,如图7 - 22 ( b) 所示。叼牙排托座装在链条上,链条导轨1 对其运动进行导向; 附加滚子导轨2 的断面尺寸较大,主要由它承受叼纸牙排重量及开牙力,并承受一小部分叼纸牙排重量。叼牙排的托座,通过两个附加滚子3 被限制在一个封闭的导轨内运动,链条则在另一导轨内运动,经连杆带动托座和叼牙排一起运动。叼牙排的作用力经托座传给封闭导轨,而链条只承受传动力,不易磨损。从链轴4处可接装叼纸牙排的轴。

图7-21 链条与收纸牙排的连接示意图
1-套筒滚子链;2、3-销轴; 4-滑块;5-导槽;6、7-轴; 8-牙轴;9-托座
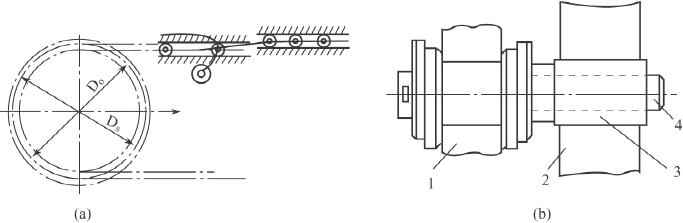
图7-22 收纸装置的双导轨结构图
1-链条导轨;2-附加导轨;3-附加滚子;4-链轴
这两根导轨的形状和大小,可以相同,也可以不同。对于收纸滚筒来说,牙垫的回转半径(轨迹为圆),必须等于收纸滚筒传动齿轮的分度圆直径Do,采用双导轨结构后,链轮的分度圆直径Ds尺寸可以不受牙垫高度的限制,但这种结构若安装不准确就会增加链条运动阻力,同时由于结构复杂而增加了安装及维修的困难。
3.链条松紧的调节
在机器进行装配调试或者因为链条及链轮的磨损使得链条张紧力不足时,需要调节链条的松紧程度。收纸台上方的从动链轮7(见图7-18)的轴心位置是可调节的,其结构如图7-23所示。链轮5与轴4之间,有滚动轴承。轴4装在机架3的长槽2内,通过固定螺母1轴与机架相固定。拉杆6的右端和轴4固定,左端通过螺纹与调节螺母7相连。松开固定螺母1,转动调节螺母7、移动轴4的位置,转向链轮也随之移动,使链条的松紧得到调节,然后拧紧固定螺母1,将轴4固定在机架上。两侧的转向链轮各有独立的链条松紧调节机构。调节时应注意尽量将两根链条的松紧程度调整一致。
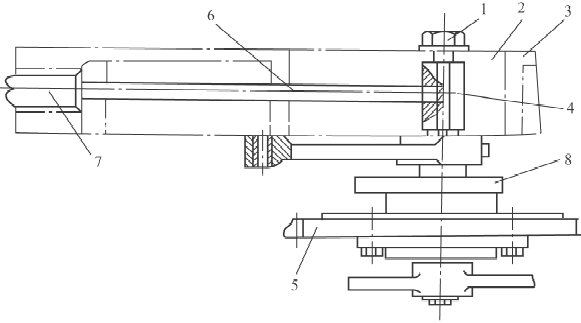
图7-23 链条松紧的调节示意图
1-固定螺母;2-长槽;3-机架;4-轴;5-链轮;6-拉杆;7-调节螺母;8-凸轮
4.链条叼牙与压印滚筒叼牙的交接关系
链条叼牙与压印滚筒叼牙的交接关系主要取决于收纸滚筒位置的设计安排。如图7-24所示,收纸滚筒相对于最后一色压印滚筒位置决定了链条传送器的收纸时刻,从而影响着印品质量。
如图7-24(a)所示的设计安排,压印滚筒向收纸链条叼纸牙传送印张、交接过程进行时,印张尚没有完全印完。因为纸尾的图文是在纸张可能发生错动的条件下转印的,因此纸尾图文就可能发生位置波动。目前大多数单张纸印刷机上,当纸张尾部尚在印刷时,压印滚筒叼纸牙已经把纸张交给了收纸链条叼纸牙。
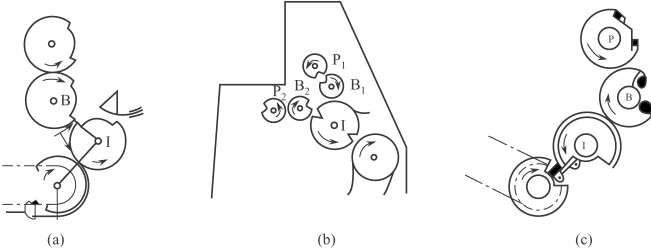
图7-24 收纸时刻不同的设计示意图
图7-24(b)所示为一种五滚筒双色机的滚筒排列,该设计安排解决了上述问题。由于采用双倍直径压印滚筒和把收纸滚筒安置在适当位置,使收纸链条叼纸牙在叼取印张时,印张已经完全离开压印区。一些新型印刷机都设计成在压印过程完全完成后才传送印张。
图7-24(c)所示为一种等直径三滚筒胶印机的排列形式,避免了因交接产生的纸尾印刷质量问题。由图可知,当压印滚筒将纸张交给收纸链条叼纸牙时,大约只剩下三分之一的纸张未印刷,而且当收纸链条叼纸牙进行直线运动之前纸张可全部印完。
收纸叼牙和滚筒叼牙的最佳交接位置,应是收纸叼牙运动轨迹和压印滚筒叼牙的运动轨迹的相切处,但是严格的位置关系需要通过调节收纸滚筒及收纸开牙板来实现。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











