



5.3 常用零件的毛坯成形方法
常用机械零件按其主要结构特征可分为轴杆类零件、盘套类零件、机架底座类零件,由于其形状特征和用途不同,其成形方法也会有很大差异。
1.轴杆类零件
轴杆类零件的结构特点是回转体零件,其轴向(纵向)尺寸远大于径向(横向)尺寸。这类零件包括各类传动轴、机床主轴、丝杠、光杠、曲轴、偏心轴、凸轮轴、连杆等。在机械设备中,这类零件主要用来支承传动零件和传递转矩,受力较大,要求具有较高的强度、疲劳极限、塑性和韧性以及良好的综合力学性能。
![]()
图5-1 锻-焊结构的汽车排气阀
此类零件一般都采用锻造方法成形,常用材料为中碳钢。单件、小批生产时,可采用自由锻造成形。批量生产时,可采用模锻成形。某些简单光滑的轴零件,还可采用轧制拉拔成形。某些异型截面或弯曲轴线的轴,如凸轮轴、曲轴等较难铸造,则可采用球墨铸铁材料,用铸造成形方法成形,以利于降低生产成本。在有些情况下,也可采用铸-焊或锻-焊的成形方法,分别如图5-1和图5-2所示。

图5-2 铸-焊结构的水压机立柱毛坯
2.轮盘类零件
盘套类零件(如各种齿轮、带轮、飞轮、轴承环等)的结构特点是具有同一轴线内外回转的零件,其轴向(纵向)尺寸一般小于径向(横向)尺寸,或者两个方向的尺寸相差不大,它们主要起支承或导向作用,在工作中承受径向力和摩擦力。
在轮盘类零件中,最为典型的为齿轮件,它是各类机械设备中的重要传动零件。要求齿轮齿表面要有足够的强度、硬度,同时齿轮本身也要有一定的强度和韧性。当其尺寸较小时,可选用普通的锻造方法。当尺寸很小(直径小于100mm)时,可用圆钢为毛坯;当尺寸很大(直径大于500mm)时,锻造成形比较困难,可用铸造方法,材料选用铸钢或球墨铸铁。铸造齿轮一般以轮辐结构代替锻钢齿轮辐板结构(见图5-3c),若单件生产大型齿轮件的毛坯(见图5-3d),常采用焊接方法制造;若大批量生产中小齿轮,可采用热轧或精密模锻方法制造。仪器、仪表中受力不大的一些齿轮,还可用尼龙为材料通过注塑成形。带轮、飞轮、手轮等受力不大或以承压为主的零件,一般选用铸铁材料通过铸造成形;在单件生产时,也可用低碳钢焊接成形。

图5-3 不同毛坯类型的齿轮
a)锻造毛坯齿轮 b)圆钢毛坯齿轮 c)铸造毛坯齿轮 d)焊接毛坯齿轮
法兰、套环、垫圈等零件毛坯,根据受力情况及形状、尺寸等不同,可分别采用铸造成形,锻造成形或直接用圆钢获得。各种模具毛坯,一般采用合金钢通过锻造成形。
3.机架、箱体类零件
机架、箱体类零件的结构特征为:形状不规则,壁厚不均匀,带有内腔或凸台,重量从几千克到数十吨,工作条件也相差很大。它包括各种机械中的机身、座、支架、横梁、工作台及齿轮箱、阀体泵体等,如图5-4所示。机身、底座主要起支承和连接机械设备各部分的作用,要求有较好的刚度、减震性;工作台和导轮则要求要有较好的耐磨性;而箱体类零件一般受力不大,但要求有良好的刚度和密封性。这类零件通常通过铸造成形来获得毛坯。铸造毛坯价格低廉,具有良好的耐磨性和减震性。
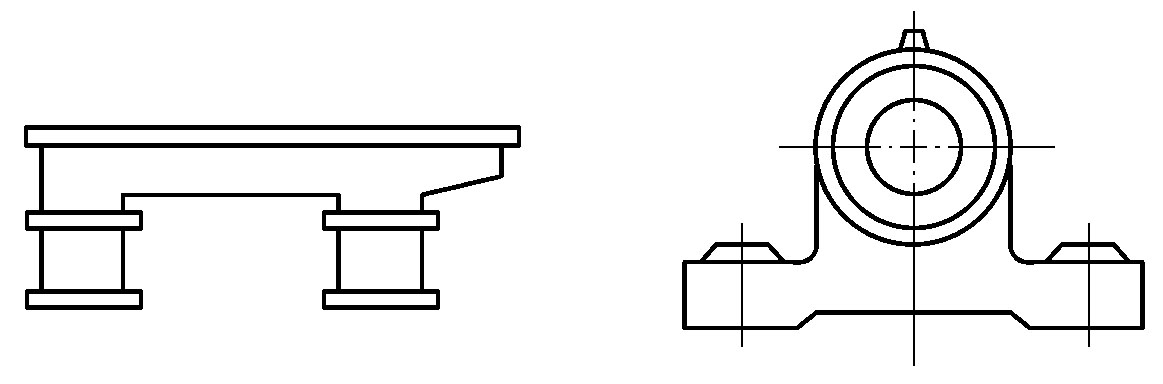
图5-4 机架类零件
对于少数重型机械如轧钢机、大型锻压机械的机身,可选用中碳铸钢件或合金铸钢件;对于航空发动机中的箱体,为减轻重量,通常采用铝合金铸件;对于个别大型的此类零件还可采用铸-焊联合成形方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











