



子任务十三 刀杆支架的补偿修理
一、任务
本任务是修理如图2.39所示的刀杆支架。
图2.39 刀杆支架装配图一
二、任务准备
1.工具准备
钻头、环氧胶合剂、平面刮刀、镗孔(包括直孔、锥孔)工具、活扳手。

图2.40 刀杆支架装配图二
2.量具准备
百分表、内径千分尺。
三、任务实施
刀杆支架导轨的补偿一般有以下两种方法。
1.热定形补偿法
在补偿量不大的情况下,可按图2.41所示,在刀杆支架的两个开口槽底部分别钻一φ6mm通孔;然后将开口槽与通孔锯穿,用活扳手将燕尾形导轨的紧固螺帽尽力扳紧,使导轨弹性收缩,经回火处理消除应力后,再松开螺帽与悬梁导轨配刮至符合要求。
2.粘接补偿法
①按图2.42所示,加工四块铸铁补偿垫片,以供刀杆支架粘接补偿。

图2.41 热定形补偿法
图2.42 铸铁补偿垫片
②将刀杆支架与悬梁导轨配合,使刀杆支架导轨面1(4)、3(6)与悬梁导轨贴合,用塞尺测量刀杆支架导轨2(5)与悬梁导轨的间隙δ2。
③刀杆支架导轨与悬梁导轨的配合间隙为刀杆支架所要求的补偿量δ1,可用塞尺实际测量得知,也可用以下公式计算:
δ1=0.41δ2
④如图2.43所示,将刀杆支架(直孔)表面1及刀杆支架(锥孔)表面4在刨床上分别刨掉一层,其刨削量
t=H-δ1-K式中H———补偿垫片的厚度;
K———预计最大的刮研量。
根据上述要求刨好后,尚须按图2.43所示,在表面1、4的中间位置刨20.3mm宽、5.5 mm深的粘接槽。
⑤如图2.44所示,槽的两侧A处涂敷用氧化铜调磷酸配制的无机黏合剂,平面B处涂敷环氧胶合剂,待完全固化后,根据悬梁燕尾形导轨进行配刨,刨削时注意留有刮研量。上述粘接法由于合理利用了环氧胶合剂黏合平面及氧化铜无机黏合剂套接强度高的特性,则可将补偿垫片牢固地黏合在刀杆支架上。
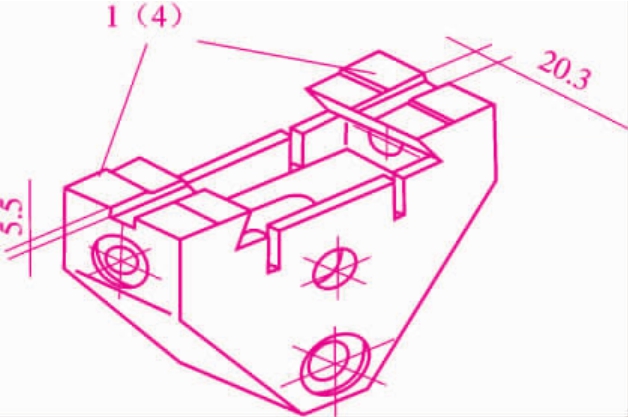
图2.43 刀杆支架的粘接补偿
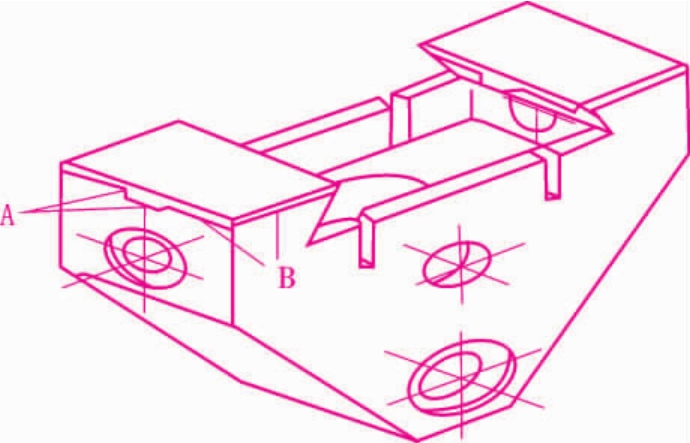
图2.44 刀杆支架的粘接槽
四、刀杆支架(直孔、锥孔)刮研、镗孔修复
1.刀杆支架直孔刮研修复
将刀杆支架放在悬梁导轨上拖研,刮削表面1、2、3至符合检测要求。
2.孔F的镗孔修整
如图2.45所示,将镗孔工具插入主轴锥孔,并加以固定;将悬梁调整到在手推时可以慢慢地移动;然后,将刀杆支架夹紧在悬梁上,调节镗刀,进行对刀,利用工作台横向机动进给推动悬梁进行镗削符合检测要求。孔镗好后,以孔为基准配铜套。
3.刀杆支架锥孔刮研修复
将刀杆支架放在悬梁导轨上拖研,刮削表面4、5、6至符合检测要求。
4.孔G的镗孔修复
如图2.46所示,将悬梁夹紧在床身上,再将支架夹紧在悬梁上,开动主轴,慢慢转动手轮进行进给,直至锥孔G全部镗准为止。按镗准的锥孔G配轴承,并用涂色法检查其外锥的接触率是否为75%。将配好的轴承装入锥孔,用螺母固定后应符合检测要求。
安全提示
对直孔、锥孔镗削时,进给量、吃刀深度都要小。直孔可用机床进给。在锥孔镗削过程中手轮摇动要均匀,否则容易造成事故。
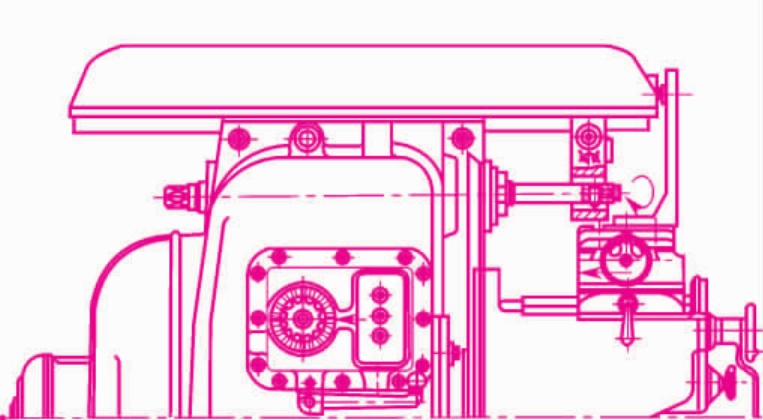
图2.45 孔F的镗孔修整
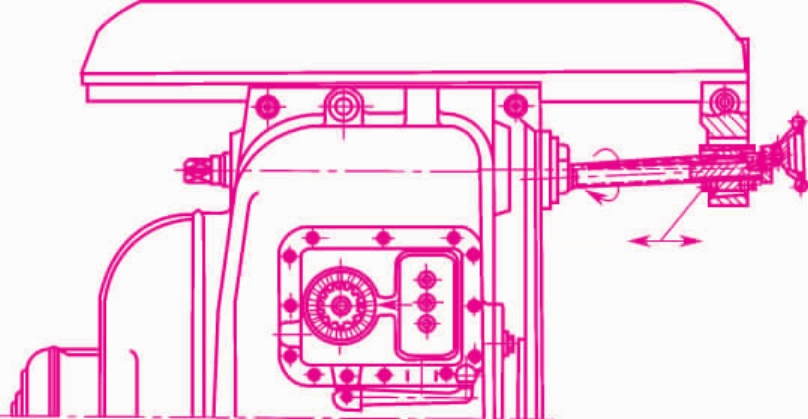
图2.46 孔G的镗孔修整
五、任务检测

温馨提示
1.刀杆支架直孔、锥孔的修复,在补偿、刮削结束后,分别以1、4、3、6面为基准,按图纸尺寸加测量的间隙,在镗床上把孔F、G加工至检测要求。配上轴承(与刀杆配合的孔留足够的加工余量),按孔F的镗孔修整方法修至尺寸。
2.如果更换损坏的刀杆支架时,必须按本工艺进行。
3.此工艺必须在几何精度检验完成后进行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










