



1.11 工艺过程技术经济分析
制订某一零件的机械加工工艺规程时,一般可以拟订出几种不同的方案,这些方案都能满足该零件规定的加工精度和表面质量要求。但通过技术经济分析,这些方案中必然有一个方案是在给定条件下最经济的方案。进行技术经济分析,就是比较不同方案的生产成本,选取技术上先进、经济上合理的最优方案,为工艺方案的确定提供科学依据。工艺方案的技术经济分析通常采用两种方法:一种是对不同方案进行工艺成本和投资指标的分析和比较;另一种是按某些相对技术经济指标进行比较,如每一生产工人的年产量,每台机床的年产量,每平方米生产面积的年产量、设备利用率、工艺装备系数和材料利用率等。
1.11.1 工艺成本的构成
工艺成本分为可变费用和不变费用两大部分。
可变费用是与年产量有关并与之成正比的费用,用“V”表示。包括:材料费(C材)、操作工人的工资(C资)、机床电费(C电)、通用机床折旧费(C通折)、通用机床修理费(C通修)、刀具费(C刀)、通用夹具费(C通夹)。
即
V=C材+C资+C电+C通折+C通修+C刀+C通夹
不变费用是与年产量的变化没有直接关系的费用。当产量在一定范围内变化时,全年的费用基本上保持不变,用“S”表示。包括:调整工人的工资(C调)、专用机床折旧费(C专折)、专用机床修理费(C专修)、专用夹具费(C专夹)。
即
S=C调+C专折+C专修+C专夹
1.11.2 工艺成本的计算
1)零件的全年工艺成本
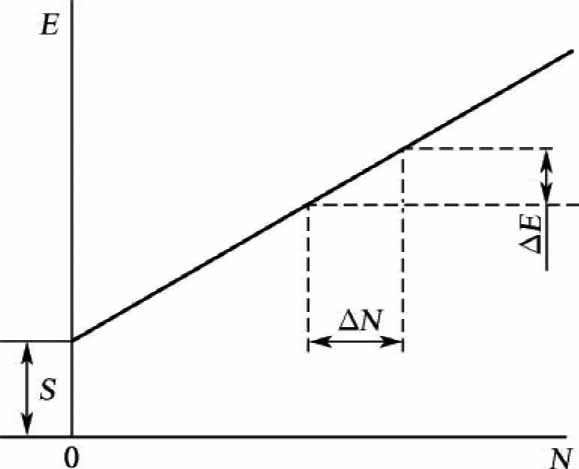
图1.29 全年成本与年产量的关系
由上述公式可见,全年工艺成本E和年产量N呈线性关系,如图1.29所示。它说明全年工艺成本的变化ΔE与年产量的变化ΔN成正比;又说明S为投资定值,不论生产多少,其值不变。
2)零件的单件工艺成本
![]()
单件工艺成本E单与年产量N成双曲线关系,如图1.30所示。在曲线的A段,N很小,设备负荷很低,即单件小批生产区。单件工艺成本E单就很高,此时若产量N稍有增加(ΔN),将使单件成本迅速降低(ΔE)。在曲线C段,N很大,即大批大量生产区。此时曲线渐趋水平,年产量虽有较大变化,而对单件工艺成本的影响却很小。这说明对于某一个工艺方案,当S值(主要是专用设备费用)一定时,就具有一个与此设备能力相适应的产量范围。产量小于这个范围时,由于S/N比值增大,工艺成本就增加。这时采用这种工艺方案显然是不经济的,应减少使用专用设备数,即减少S值来降低工艺成本。当产量超过这个范围时,由于S/N比值变小,这时就需要投资更大而生产率更高的设备,以便减少V而获得更好的经济效益。
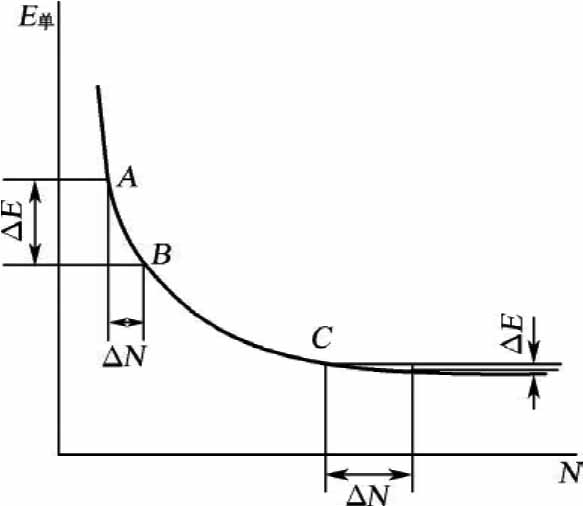
图1.30 单件成本与年产量的关系
1.11.3 不同工艺方案的经济性分析
对于一般零件,可以利用各种技术经济指标,结合实际生产经验,进行不同工艺方案的经济性分析,从而决定不同方案的取舍。但对年产量较大的主要零件的工艺方案,应通过工艺成本的计算来分析其经济性。
1)当两种工艺方案的基本投资相近时
当两种工艺方案的基本投资相近时或在采用现有设备的条件下,工艺成本即可作为衡量这两种工艺方案经济性的依据。
(1)当两种工艺方案有较多的工序不同时,须比较整个工艺过程的优劣,应以该零件的全年工艺成本进行比较。
全年工艺成本分别为:
E1=NV1+S1
E2=NV2+S2
当产量N相同时,分别计算上式,若E1>E2,则第二方案的经济性好。产量N变化时,则应作图解进行比较,如图1.31所示。
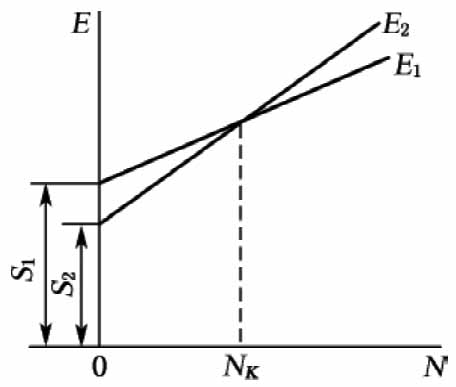
图1.31 两种工艺方案全年工艺成本的比较
(2)当两种工艺方案只有少数工序不同,为了作出选择可通过计算零件的单件工艺成本进行比较。
单件工艺成本分别为:
当产量N相同时,分别计算上式得出各自的单件工艺成本E单1和E单2,单件工艺成本低的经济性好。产量N变化时,就必须画出各自的曲线进行比较,如图1.32所示。
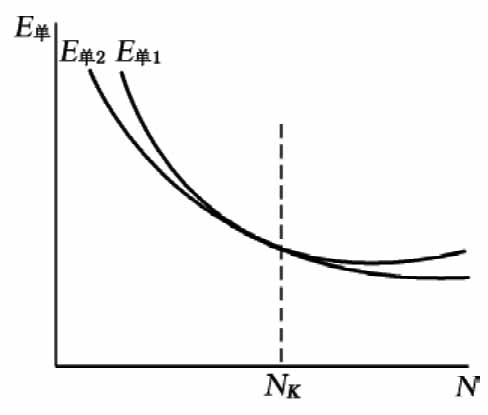
图1.32 两种工艺方案单件工序成本的比较
由图1.31和图1.32可知,两种方案的优劣与加工零件的计划产量有密切的关系。两图中均有一个交点NK,该点表明在产量为NK时,两种方案的工艺成本相等。NK称为临界年产量,其值为:
当E1=E2时,N以NK表示
则
![]()
当E单1=E单2时,可算出同样的结果。
2)当两种工艺方案的基本投资相差较大时
例如第一种方案采用了高生产率的价格较贵的机床及工艺装备,所以基本投资较大,但工艺成本较低;第二种方案采用了生产率较低但价格便宜的机床及工艺装备,所以基本投资较小,但工艺成本较高。也就是说工艺成本的降低是以增加基本投资为代价的,这时单纯比较其工艺成本是难以全面评定其经济性的。必须同时考虑不同方案的基本投资差额的回收期限。差额回收期限是指第一方案比第二方案多花费的投资,需要多长的时间因工艺成本降低而收回来。
回收期限τ可用下式表示:
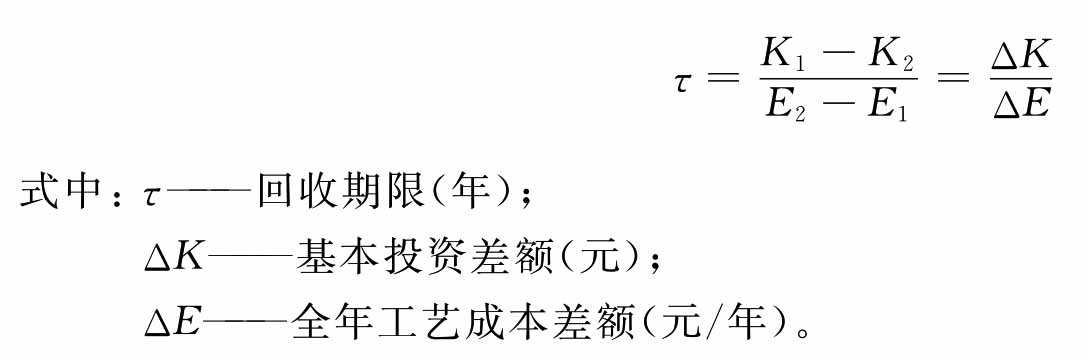
回收期限愈短,则经济效益愈好。一般回收期限必须满足以下要求:
(1)应小于所采用的设备或工艺装备的使用年限;
(2)应小于该产品由于结构性能及国家计划安排等因素所决定的稳定生产年限;
(3)应小于国家所规定的年限。如新夹具的回收期一般为2~3年,新机床为4~6年。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










