



6.2.1 工件定位的基本原理
1.六点定位原则
一个刚性物体,在空间是一个自由体,具有6个自由度(如图6-2所示),即沿3个直角坐标轴Ox、Oy、Oz方向的移动和绕这3个轴的转动。要使物体在空间不移动、不转动,就必须限制这6个自由度。在3个相互垂直的坐标平面内,通常用6个支承点来控制工件的6个自由度。如图6-3所示为工件的6点定位,在xOy平面上,被3个支承点限制了3个自由度,即沿Oz轴的移动和绕Ox、Oy轴的转动,这个面称为主基准面;工件在yOz平面上被2个支承点限制了2个自由度,即沿Ox轴的移动和绕Oz轴的转动,这个面称为导向基准面;工件在xOz平面上被一个支承点限制了一个自由度,即沿Oy轴的移动,这个面称为止动基准面。这样合理分布的6个支承点,限制了工件的6个自由度,使工件在空间的位置完全确定,这就是“六点定位原则”。
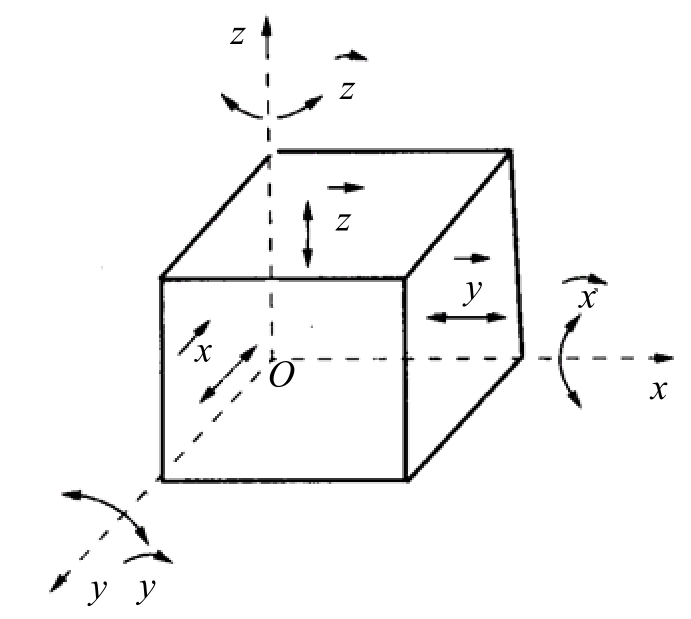
图6-2 刚体在空间的6个自由度
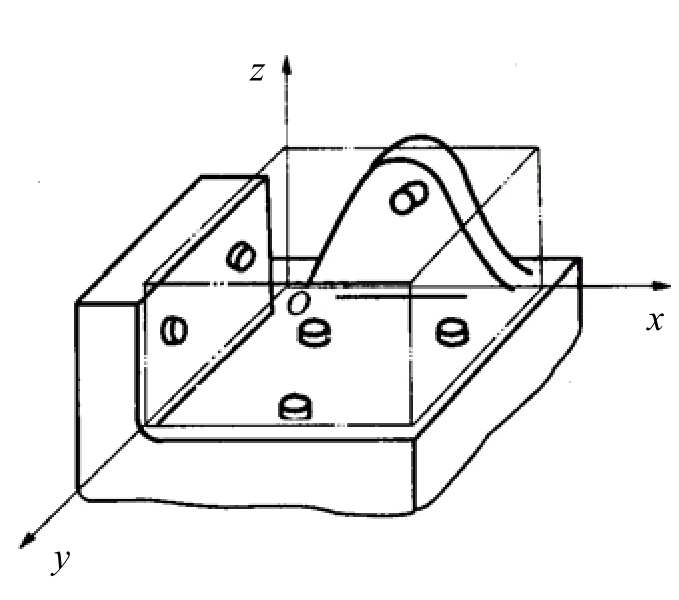
图6-3 工件的六点定位
在应用工件“六点定位原则”分析定位时,应注意以下几点:
(1)定位支承点与工件定位基准面要始终保持接触,才能起到限制自由度的作用。
(2)分析定位支承点的定位作用时,不考虑力的影响。不要把“定位”和“夹紧”两个概念相混淆。
(3)定位支承点是由定位元件抽象而来的。在夹具中,定位支承点是通过具体的定位元件体现的。某个具体的定位元件可转化为几个定位支承点,要结合其结构来分析。支承点的分布方式与工件的形状有关。
通过以上分析可知,定位就是限制自由度。工件定位基准按其所限制的自由度可分为:主要定位基准面、导向定位基准面、止推(或防转)定位基准面。
2.六点定位原则的运用
定位原则适用于任何形状工件的定位,如果违背这个原理,工件在夹具中的位置就不能完全确定。然而,工件用六点定位原则进行定位时,必须根据具体加工要求,灵活运用,以便用最简单的定位方法,使工件在夹具中迅速获得正确的位置。
(1)完全定位。工件的6个自由度全部被夹具中的定位元件所限制,而在夹具中占有完全确定的唯一位置,称为完全定位。
如图6-4(a)所示的环形工件,要在工件的外圆表面上钻孔。在夹具上布置了6个支承点(见图6-4(b)),工件端面紧贴在支承点1、2、3上,限制 3个自由度;工件内孔紧靠支承点4、5限制
3个自由度;工件内孔紧靠支承点4、5限制 两个自由度;键槽侧面靠在支撑点6上,限制
两个自由度;键槽侧面靠在支撑点6上,限制 自由度。如图6-4(c)是这6个支承点所采用定位元件的具体结构,圆台阶面A相当于1、2、3三个支承点;短销B相当于4、5两个支承点;嵌入键槽中的防转销C相当于支承点6一个支承点。
自由度。如图6-4(c)是这6个支承点所采用定位元件的具体结构,圆台阶面A相当于1、2、3三个支承点;短销B相当于4、5两个支承点;嵌入键槽中的防转销C相当于支承点6一个支承点。
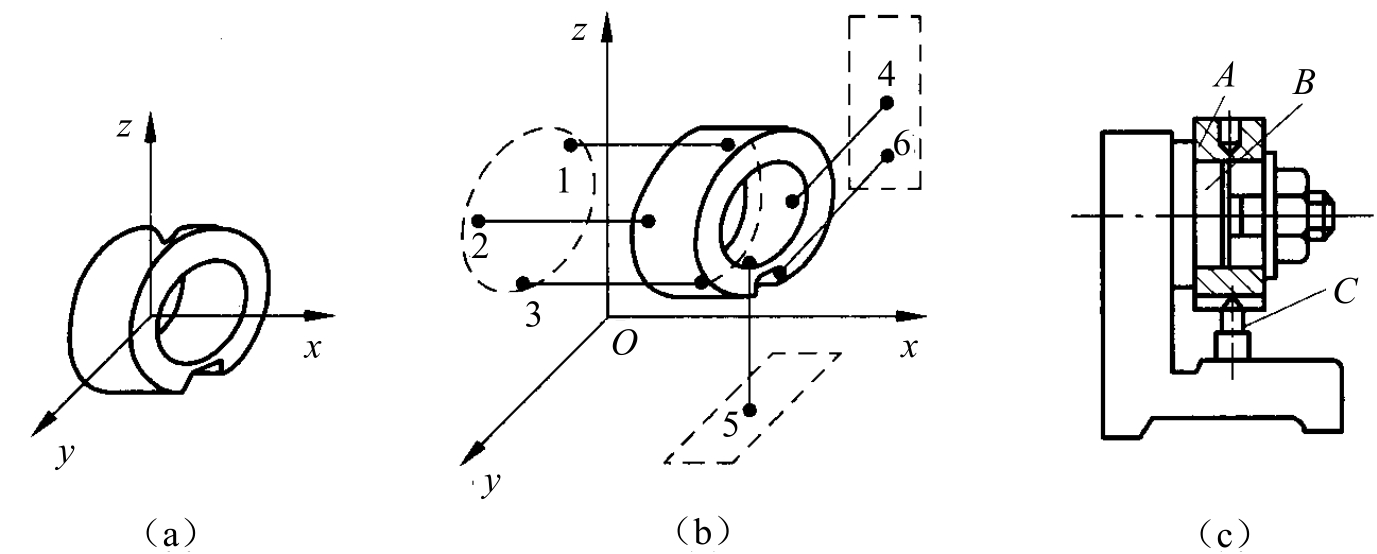
图6-4 完全定位示例
(2)不完全定位。根据具体加工要求,并不需要限制工件的全部自由度,工件定位时在某些方向的移动或转动不影响加工精度,只需要分布与加工要求有关的支承点,用较少的定位元件,就可以达到定位的要求,这种定位情况称为不完全定位。图6-5(a)是5个支承点定位的工件与夹具图,工件以内孔和一个端面在夹具的心轴和平面上定位,限制工件 5个自由度,工件绕z轴的转动不影响对小孔ΦD的加工要求。如图6-5(b)所示是4个支承点定位的工件与夹具图,工件以长外圆在夹具的双V形块上定位,限制工件4个自由度,工件绕z轴的转动和沿z轴的移动不影响对槽B的加工要求。
5个自由度,工件绕z轴的转动不影响对小孔ΦD的加工要求。如图6-5(b)所示是4个支承点定位的工件与夹具图,工件以长外圆在夹具的双V形块上定位,限制工件4个自由度,工件绕z轴的转动和沿z轴的移动不影响对槽B的加工要求。
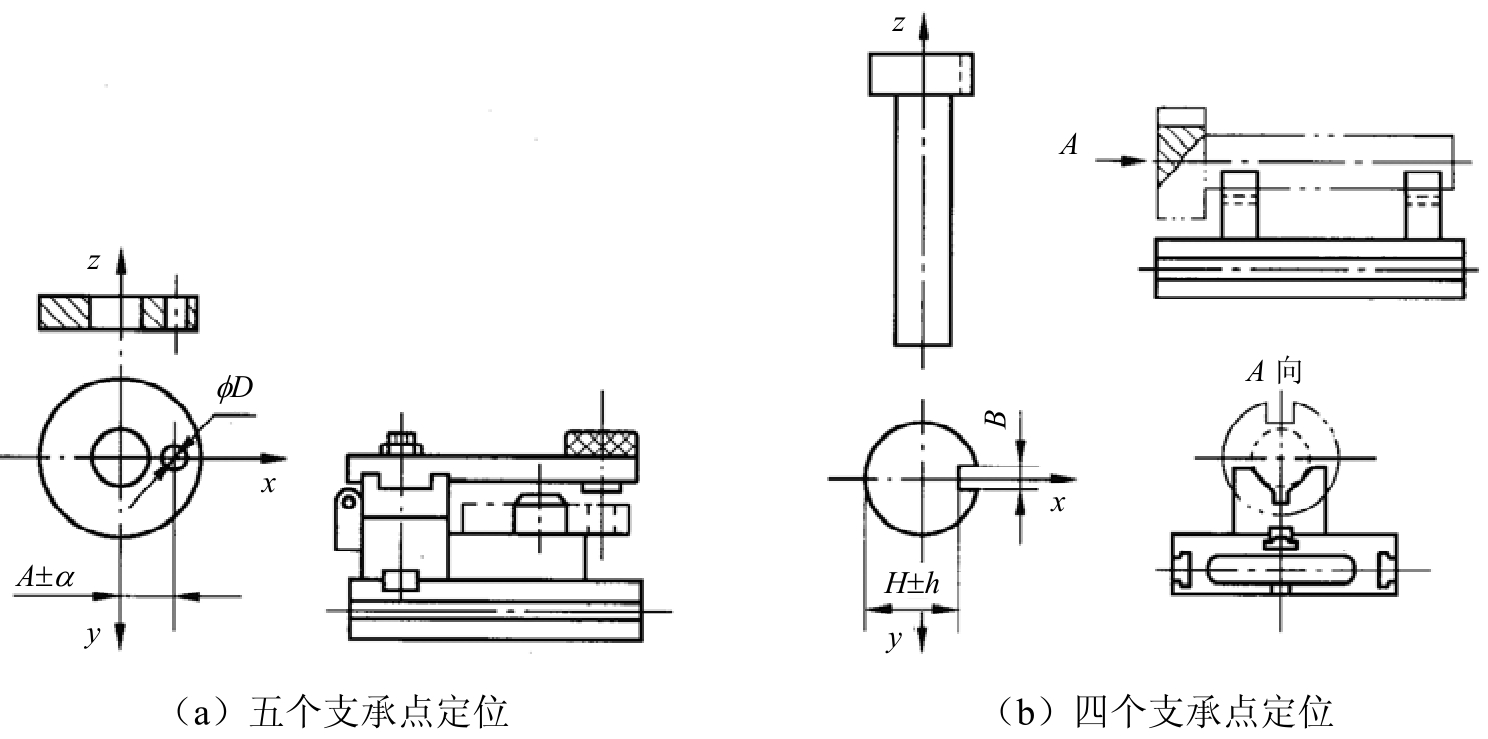
图6-5 不完全定位示例
(3)欠定位。工件实际定位所限制的自由度数目,少于按其加工要求所必须限制的自由度数目称为欠定位。按欠定位方式进行加工,必然无法保证工序所规定的加工要求,因此,欠定位是不允许的。图6-5示例中,缺少对各定位方案中任何一个自由度的限制,均会影响该工件的加工要求。
(4)过定位。同一个自由度被几个支承点重复限制的情况,称为过定位。一般来说,在工件上以形状精度和位置精度很低的面作为定位基准时,不允许出现过定位;以精度较高的面作为定位基准时,为提高工件定位的刚度和稳定性,在一定条件下是允许采用过定位的。
如图6-6中的齿坯2以内孔在心轴5上定位,限制齿坯 4个自由度;又以端面在支承凸台3上定位,限制齿坯
4个自由度;又以端面在支承凸台3上定位,限制齿坯 3个自由度,其中
3个自由度,其中 被重复限制了,是过定位。若齿坯内孔与端面的垂直度误差较大,夹紧时将使齿坯或心轴产生变形,影响加工精度,一般不允许。但由于实际生产时,齿坯内孔与端面是在一次安装中车出的,垂直度误差很小。心轴的制造精度更高,产生的较小垂直度误差可以利用心轴和定位孔间的间隙来补偿。这样可以增加定位的可靠性,是允许的。
被重复限制了,是过定位。若齿坯内孔与端面的垂直度误差较大,夹紧时将使齿坯或心轴产生变形,影响加工精度,一般不允许。但由于实际生产时,齿坯内孔与端面是在一次安装中车出的,垂直度误差很小。心轴的制造精度更高,产生的较小垂直度误差可以利用心轴和定位孔间的间隙来补偿。这样可以增加定位的可靠性,是允许的。
(5)定位与夹紧的关系。定位与夹紧的任务是不同的,两者不能互相替代。若认为工件被夹紧后位置不能动了,其自由度就都已限制了,这种理解是错误的。如图6-7所示为定位与夹紧关系图,工件在平面支承1和两个圆柱挡销2上定位,工件放在实线位置和虚线位置都可以夹紧,但工件在x方向上的位置不确定,钻出的孔其位置也不确定(出现尺寸A1和A2)。只有在x方向上再设置一个挡销时,在x方向才获得确定的位置。另一方面,若认为工件在挡销的反方向仍有移动的可能性,因此位置不定,这种理解也是错误的。定位时,必须使工件的定位基准紧贴在夹具的定位元件上,否则不能称其为定位,而夹紧则使工件不离开定位元件。
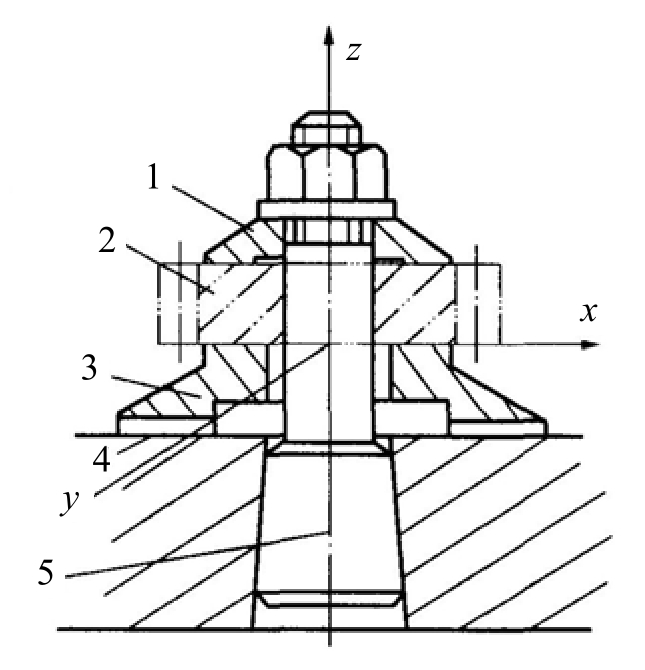
图6-6 插齿夹具中齿坯的定位
1—压板 2—齿坯 3—支承凸台 4—工作台 5—心轴
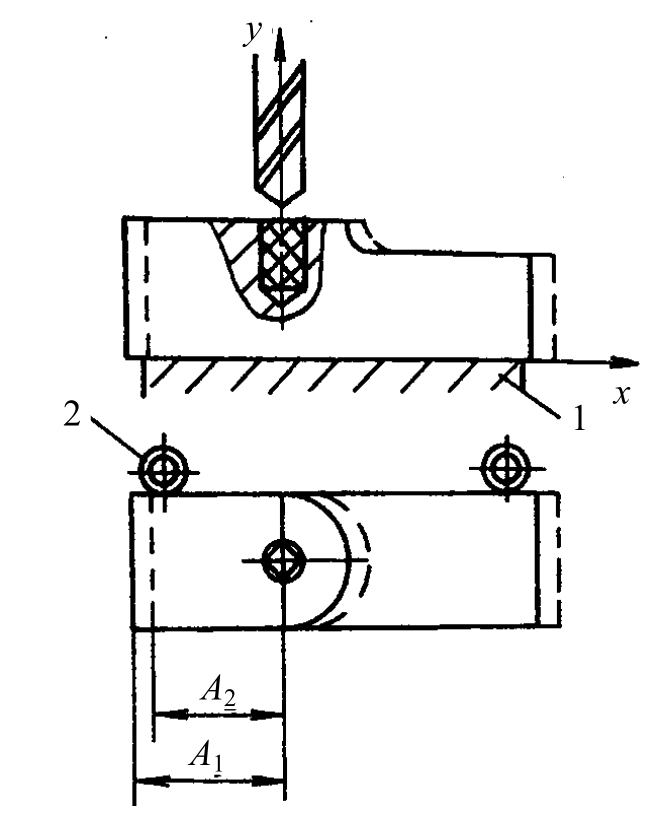
图6-7 定位与夹紧关系图
1—平面支承 2—挡销
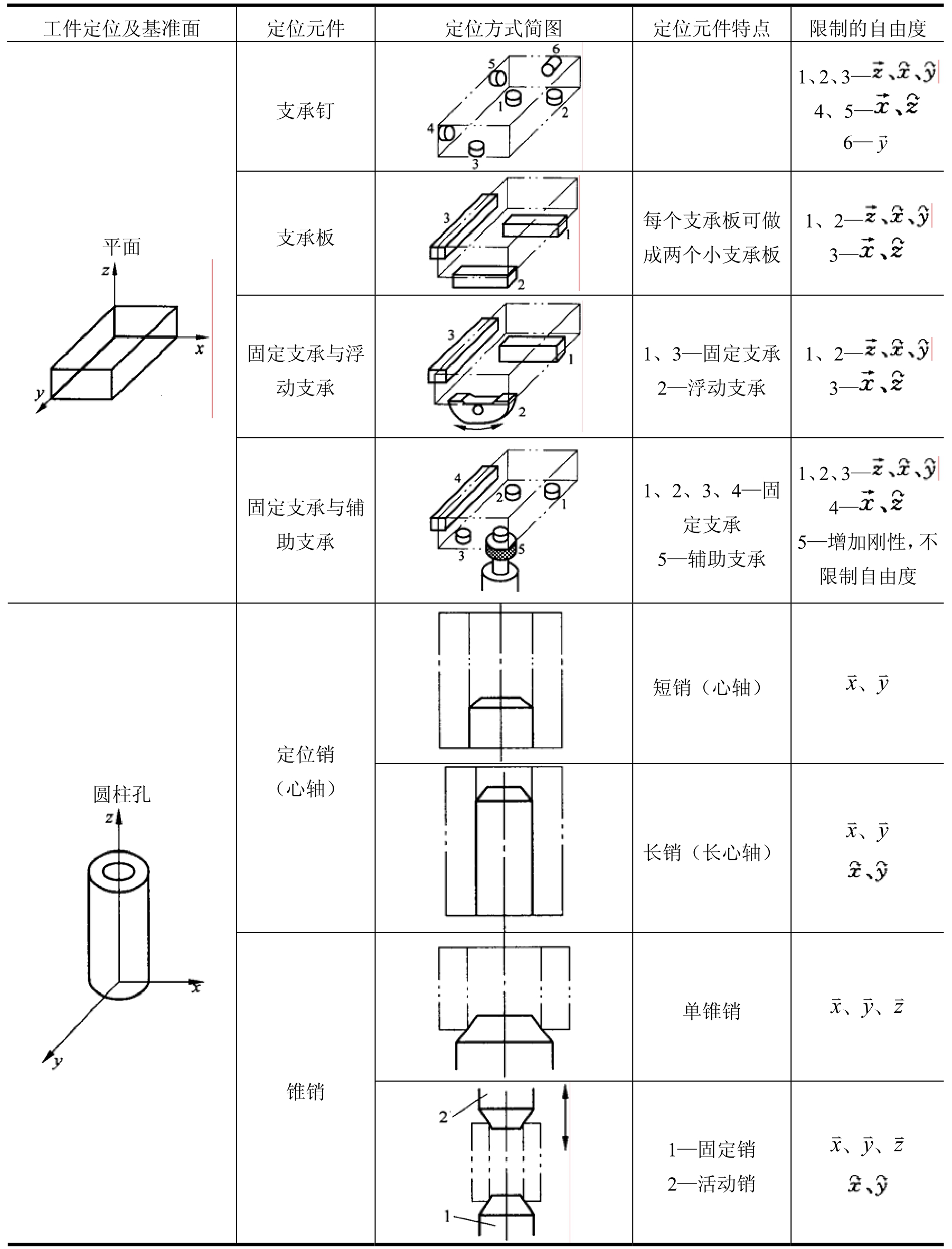
表6-1中列举了一些典型定位元件所能限制的自由度,供分析定位时参考。
表6-1 常见定位元件及其组合定位所能限制的自由度
(续表)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










