



第二节 棱柱珠型的加工
棱柱珠型宝石的加工可分为七道工序:分割→整平→粗磨→细磨→抛光→过蜡→钻孔。棱柱珠型的形状为各种规则的和对称的多面形棱柱体,其加工面均为平面,只有在平面磨盘上进行粗磨、细磨和抛光,才能琢磨出高精度的平面。棱柱珠型的加工既可用盘磨机,也可完全采用手工操作,同样能加工出质量较好的棱柱珠。
一、分 割
棱柱珠型的分割或开石工序与圆珠型的相同,即用开石机把大块原石分割成小块坯料。
二、整 平
整平又称“切形”,是用切割机将小块坯料切出符合设计要求的棱珠坯,即造型,这比圆珠的预型简单。
(1)整平要求:所切出的棱珠坯要求各面有较高的平面度和平行度,不允许有崩口。对切的两个面的重合度较高,误差不超过0. 1~0. 3mm,由此所造成的平面度误差不超过0. 5mm。切形的工序余量以面的平均磨削深度计算为0. 5~1. 0mm。
(2)整平技巧:切形前,在已切好的宝玉石片料或条料上,借助直尺和铅笔画辅助线的方法,以便准确切形。或将片料或条料用虫胶或树脂胶粘在厚5~8mm的平板玻璃上,见图7-1(a);或用熟石膏(硬度较低的)或沥青粘(硬度较高的)片料或条料,见图7-1(b),并将粘好的片料或条料平放在工作台上,采用对切法切形,崩口出现在中间,便于磨掉。
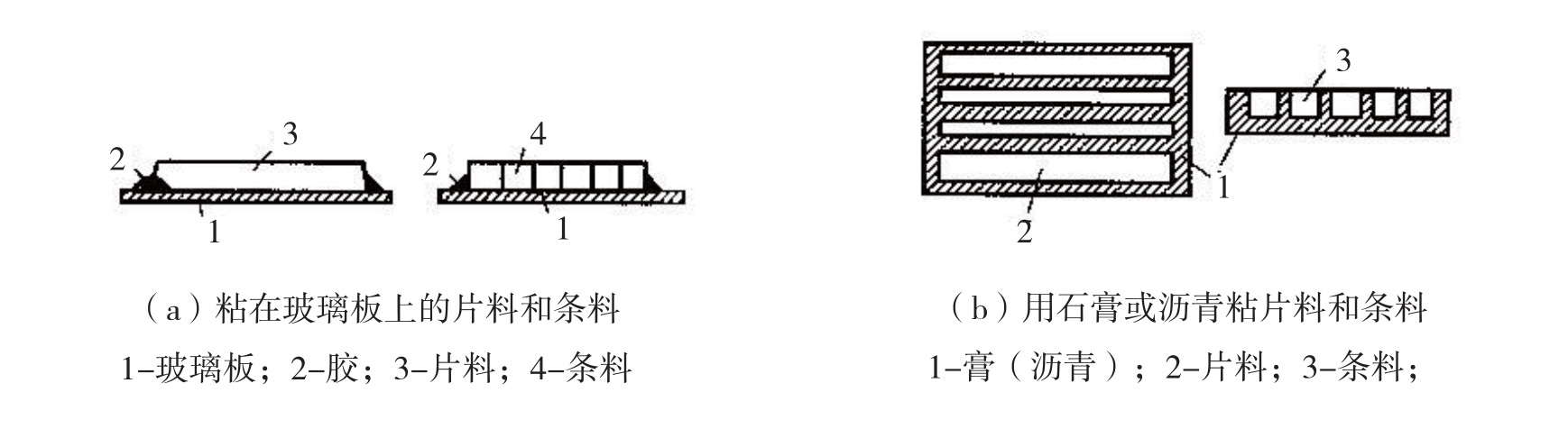
图7-1 粘结的片料和条料
三、粗 磨
粗磨是将切形或预型后的棱珠坯用盘磨机的粗磨盘将表面粗糙不平的部位除去,加工规整的棱柱珠的工序。
(1)粗磨方法:粗磨前,用虫胶将棱珠坯粘接到圆玻璃板上,再将圆玻璃板用虫胶或树脂胶粘接到盖盘的基盘上,且盖盘面与磨盘面平行。粗磨时,将盖盘降下,使棱珠坯与磨盘接触,并施加适当的压力,开机研磨,棱珠坯的一面磨好,拆下盖盘,换上另一个准备好的盖盘。
(2)粗磨技巧:一次上盘的棱珠坯的材质、形状和大小要尽量一致,否则会产生较大的误差。先将几个或十几个棱柱坯用胶粘成一块片料,并使所有棱珠坯的磨削面在一个平面内,再黏结到圆玻璃板上,这样可防止单粒棱珠坯脱落。
(3)注意事项:粗磨中注意冷却,盘面和棱珠坯的温度不能超否则会使胶软化,造成棱珠坯移动或超过80℃,否则会使胶软化,造成棱珠坯移动或脱落。
四、细 磨
细磨是将粗磨后的棱珠坯用盘磨机的细磨盘来提高表面的平整度和光洁度。细磨与粗磨所用的操作方法基本相同,只是所用的磨料粒度不同而已。
操作时,将带粗磨后的棱珠坯的盖盘置于细磨盘之上研磨,完成之后可拆胶。转动棱珠坯,再粗磨和细磨另一面,直到将所有面磨完为止。
五、抛 光
抛光是使细磨后棱珠坯获得光洁明亮的外观,包括粗抛和精抛两道子工序。抛光的方法与粗磨和细磨的基本相同,不同的是将磨盘换成抛光盘而已。
(1)抛光盘:用胶将细帆布或较薄的牛皮直接黏结于硬平面盘上制成。
(2)抛光方法:有盘磨机抛光、滚筒抛光和振动抛光三种方法,通常采用前者既可获得比较好的抛光效果,又可使棱柱珠的棱角稍微钝化,免划伤人;后二者容易导致棱珠坯的棱角严重钝化,从而影响美观。
(3)抛光技巧:粗抛和精抛,所使用的抛光剂不同。粗抛用280#~W40的碳化硅或刚玉粉(emery,即不纯的刚玉粉末);精抛用W7~W1.5的抛光剂。不同抛光工序,所使用的抛光盘不同,最好不要混用,以免对棱柱珠表面造成划痕。
六、过 蜡
棱柱珠型的过蜡与圆珠型的基本相同。
七、钻 孔
棱柱珠型的钻孔比圆珠型的复杂一些。长方体及其变形体珠包括圆柱体珠与椭圆珠型的穿孔相似,即沿其长轴轴心线穿孔;立方体及菱形体珠均有两个穿孔位置;三棱柱珠有三个;有的棱柱珠还有四个。穿孔的轴线应与棱柱珠的中心轴线重合,且穿孔宜采用两端对穿孔的方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。













