



2.5.5 圆柱孔的加工
1.圆柱孔的种类及作用
圆柱孔一般分为通孔和台阶孔(盲孔)两大类。圆柱孔的作用主要是起支承、连接配合,不仅有尺寸精度、表面粗糙度还有形位精度要求。如:机器上的轴承套、齿轮、带轮等。
2.内孔车刀的刃磨
根据孔的形状内孔车刀可分为通孔车刀和台阶孔车刀两大类,如图2-36所示。
(1)通孔车刀和台阶孔车刀的刃磨方法与外圆车刀的刃磨基本相同,为防止后刀面与孔壁产生摩擦,后刀面底部应磨成圆弧形或较大的斜面。
(2)为增大刀杆的截面积可把刀头部分磨低,使刀尖位于刀杆的中心位置以增加刀杆的强度。
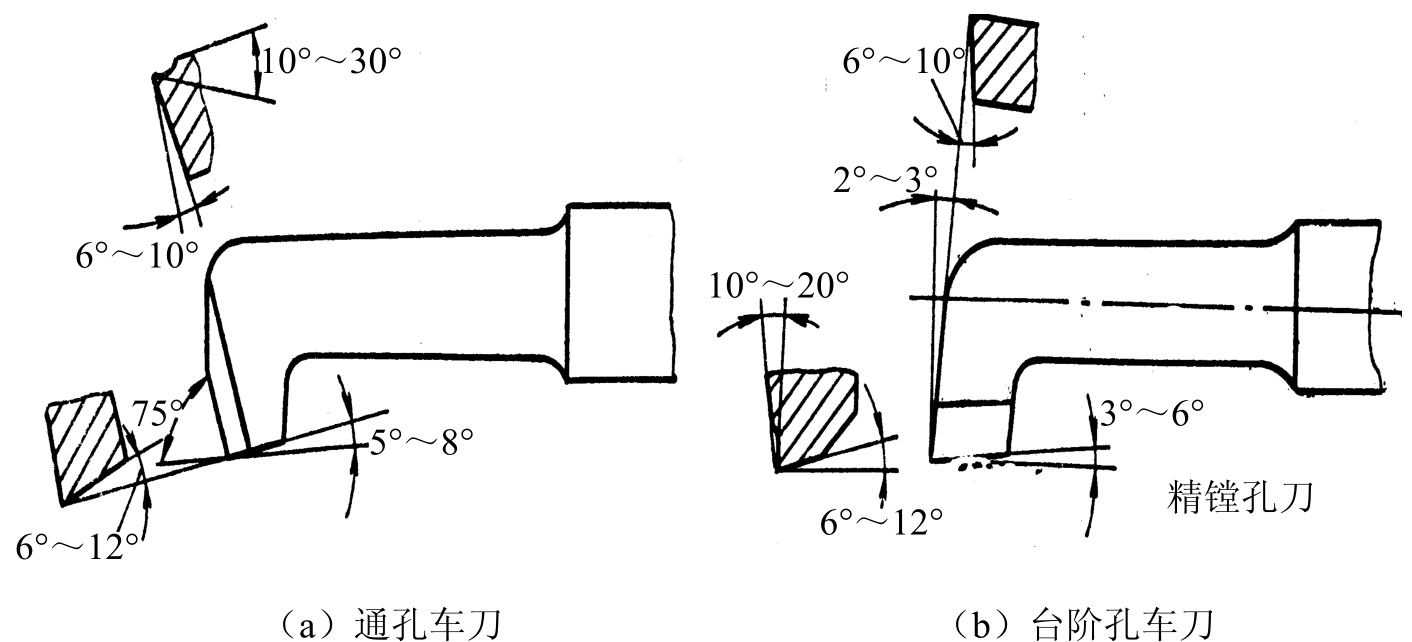
图2-36 镗孔刀的几何形状
3.孔的加工
(1)镗孔车刀的安装 通孔、阶台孔刀安装时,刀尖应对准工件中心。刀杆与轴心线基本平行,在不影响加工的情况下刀杆应尽可能伸出短些,为了确保安全,通常在车孔前先试走一遍。
(2)通孔的加工 通孔的车削加工与外圆加工基本相同,只是进刀和退刀方向相反。
(3)台阶孔的加工 台阶孔车削加工与阶台轴加工基本相同,只是进刀和退刀方向相反。由于直接观察困难,尺寸精度不易掌握,所以通常采用先粗、精车小孔,再粗、精车大孔的方法进行。
4.孔的检测
(1)内卡钳测量法 在加工较小的孔径时,利用内卡钳和千分尺配合来测量孔径。
(2)塞规检测法 此方法适用于批量零件加工的检测。
(3)内径百分表检测法。
5.加工孔时应注意的事项和易产生的问题
①加工孔时中滑板的进、退刀方向与车外圆相反。
②加工平底孔时,车刀应严格对准工件的旋转中心,否则底平面车不平。
③刃磨加工平底孔的镗刀时,刀尖到刀杆外端的距离应小于内孔半径,否则孔的底平面就无法车平。
④精加工时应注意温度对孔径的影响。
⑤车小孔时,应注意排屑方向防止扎刀和挤断镗刀。
⑥加工孔时,应先加工大孔后加工小孔。
⑦加工平底孔时,应利用大、中滑板的刻度来控制尺寸防止发生碰撞。
6.孔的加工操作训练,如图2-37所示。
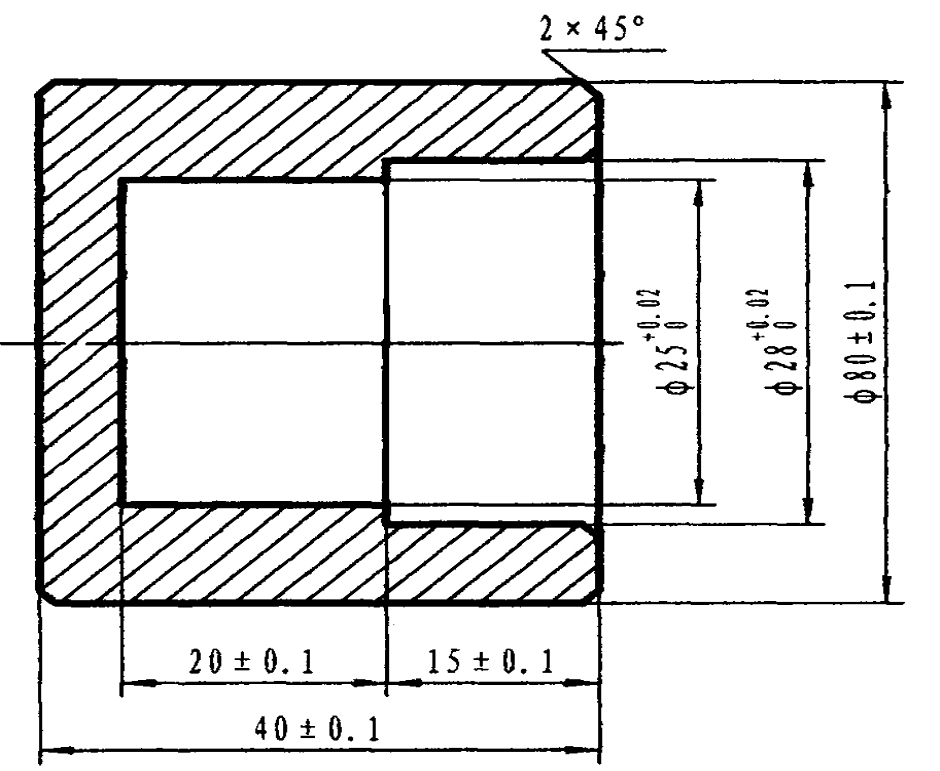
图2-37 阶台孔的加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










