



2.6.3 圆锥的加工
1.圆锥的相关知识
圆锥各部分名称及尺寸计算,如图2-42所示。

图2-42 圆锥尺寸计算
①D:大端直径,最大的圆锥直径。
②d:小端直径,最小的圆锥直径。
③α:圆锥角,在通过圆锥轴线的截面内,两条素线间的夹角。
④L:圆锥长度,最大圆锥直径与最小圆锥直径之间的轴向距离。
⑤C:锥度,最大圆锥直径与最小圆锥直径之差对圆锥常度之比。用▷表示尖头指向圆锥小端,计算公式为:
![]()
⑥α/2:圆锥半角,圆锥角的一半。计算公式为:
![]()
当圆锥半角α/2<6°时,可用近似公式计算:
5.转动小滑板法加工圆锥
(1)转动小滑板法加工圆锥的原理,是把小滑板按被加工圆锥的圆锥半角(α/2)旋转,使小滑板的导轨与工件回转轴线成α/2的夹角,摇动小滑板带动车刀运动完成圆锥的加工,如图2-43所示。

图2-43 转动小滑板加工圆锥
(2)转动小滑板加工圆锥的方法 将小滑板下面转盘上的螺母松开,把转盘转至所要的圆锥半角(α/2)的刻度上,然后紧固螺母。启动机床,摇动床鞍和中滑板在工件外圆上对刀,纵向离开工件,按此时的中滑板刻度位置进刀即控制吃刀深度。双手交替均匀摇动小滑板,进行圆锥切削。
(3)车削圆锥吃刀深度的控制
①用界限套规测量,如图2-44所示。

图2-44 用界限规控制长度尺寸
计算吃刀深度公式为:
式中aP——界限规刻线到工件端面距离为a时的吃刀深度。
 ——圆锥半角。
——圆锥半角。
C——锥度。
②移动床鞍法,如图2-45所示。
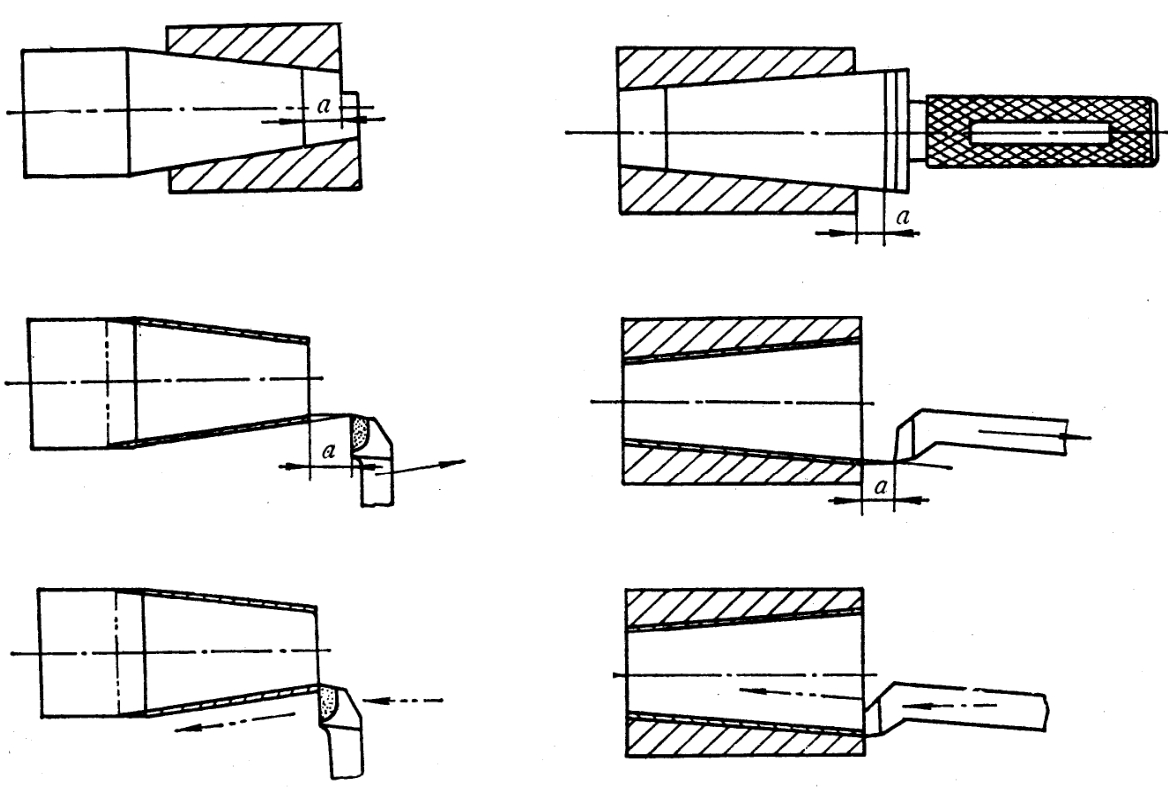
图2-45 用移动床鞍控制长度尺寸
根据量出的长度a,使车刀轻轻接触工件小端表面,接着移动小滑板,使车刀离开工件平面一个a距离,然后移动床鞍使车刀同工件接触,这时车刀切入了所需的吃刀深度。
6.锥度的检查方法
(1)透光线法检查 利用角度尺或样板检查,把角度尺或样板的一边靠平圆锥母线,用透光线法观察角度尺或样板与圆锥母线的距离来调整小滑板的转动角度。
(2)用涂色法检查 在工件的圆锥面上,涂上均匀分布的很薄的三条粉(机油和红丹粉的调和物)线,然后把锥度套规套入,稍加轴向力,并将其转动半圈取下,观察工件表面红丹粉被擦去的情况,若大端接触,小端没接触,说明锥度调大了,反之锥度调小了。接触面积越大说明锥度调整得越准确。
7.转动小滑板法加工圆锥操作训练,如图2-46所示。
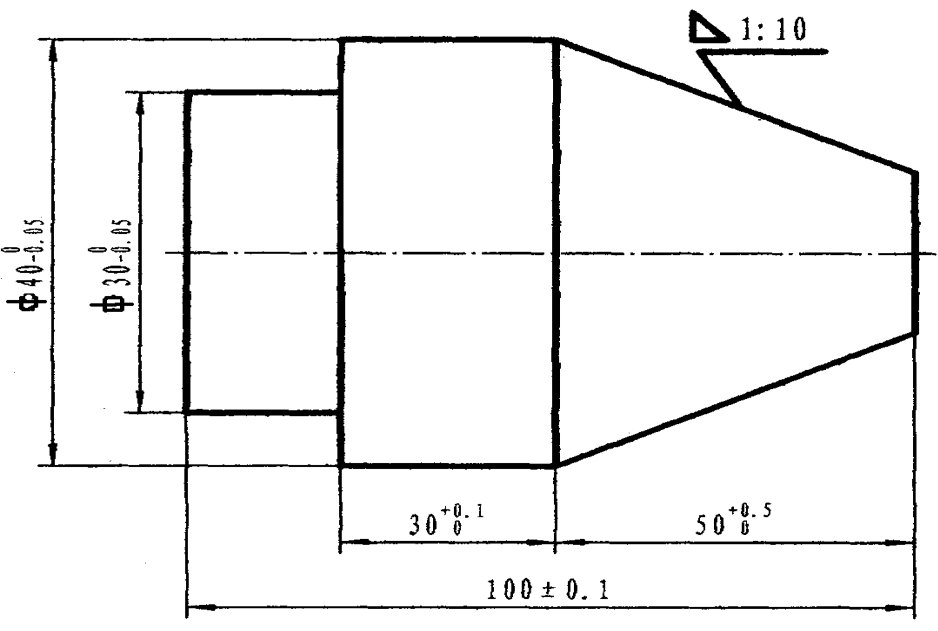
图2-46 圆锥加工零件图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










