



第二节 车床的用途、运动和布局
车削加工是机械制造业中使用最为广泛的一类机床,在一般的零件加工厂中,车床占金属切削机床20%~35%,而卧式车床又约占车床总台数的60%左右。由此可见,卧式车床是使用频率最高的机床。
车床主要加工使用的刀具是车刀,有些车床还可以采用钻头、铰刀、丝锥等孔及螺纹加工的刀具。加工时主运动一般为工件旋转运动,进给运动则是由刀具直线移动完成。
车床的种类很多,按其用途和结构不同,可以分为卧式车床、立式车床、多刀半自动车床、仿形车床、数控车床及各种专门化车床等。本节主要以CA6140卧式车床为例,介绍车床的用途、运动及布局。
一、卧式车床的工艺范围
卧式车床工艺非常广泛,适应性很强,如图5-3所示。能车削各种轴类、套类和盘类零件上各回转表面及各种螺纹,同时还可以进行各种孔的加工及攻丝、套丝、及滚花等。卧式车床虽然通用性比较好,但结构较复杂自动化程度低,加工形状复杂的工件时,换刀比较麻烦,加工辅助时间较长,生产效率较低,所以仅适合于单件小批生产及修理车间。
二、机床的布局
卧式车床外形如图5-4所示。为了适应右手操作习惯,主轴箱布置在左端,其主要组成部件及功用如下。
1.主轴箱 它将电动机的旋转运动传给主轴,通过改变箱体上手柄的位置,可使主轴获得不同的旋转速度。主轴上安装三爪卡盘便可装夹工件,主轴内有锥孔(莫氏6号),用以安装顶尖和心轴。
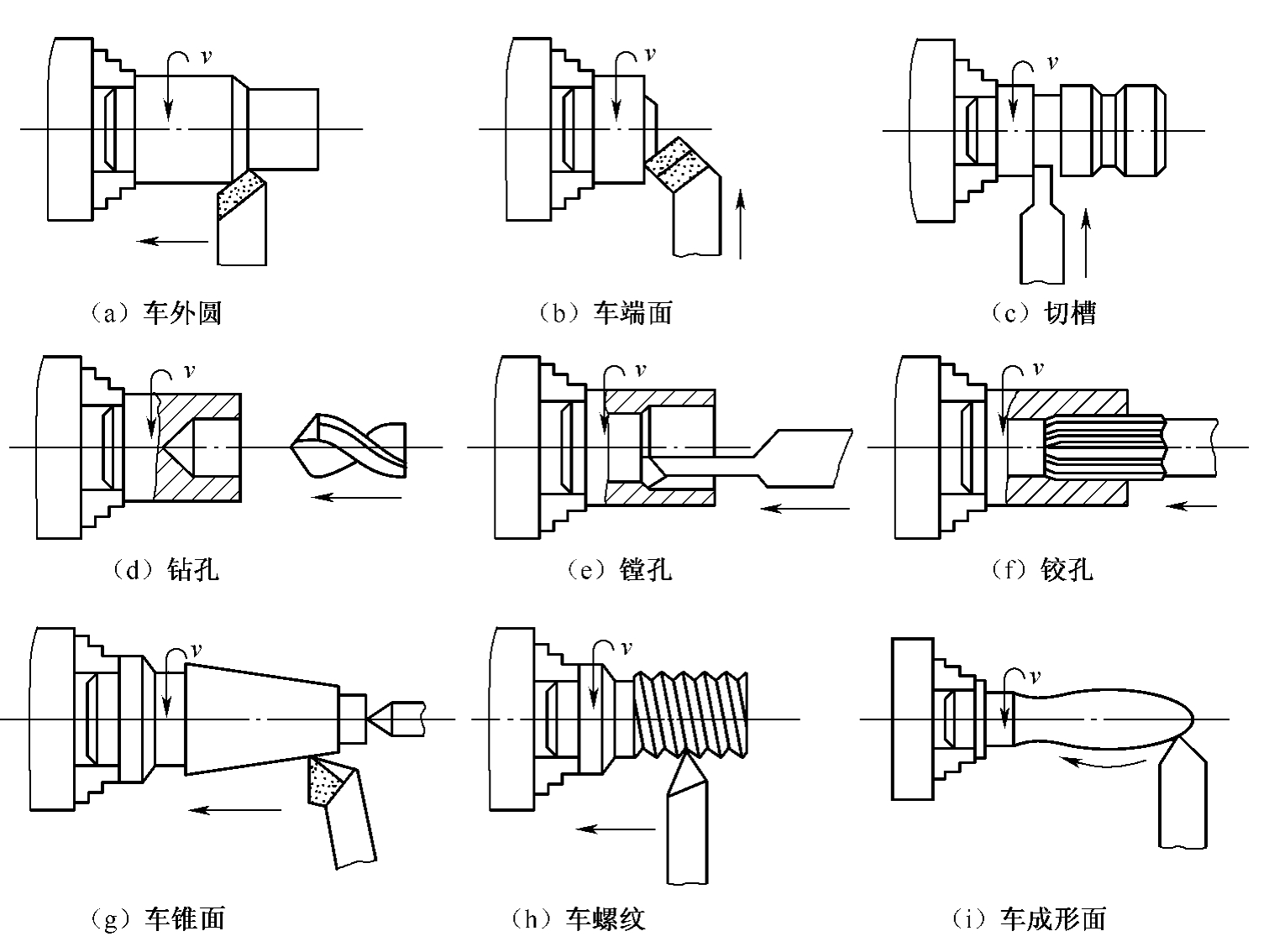
图5-3 车削加工范围
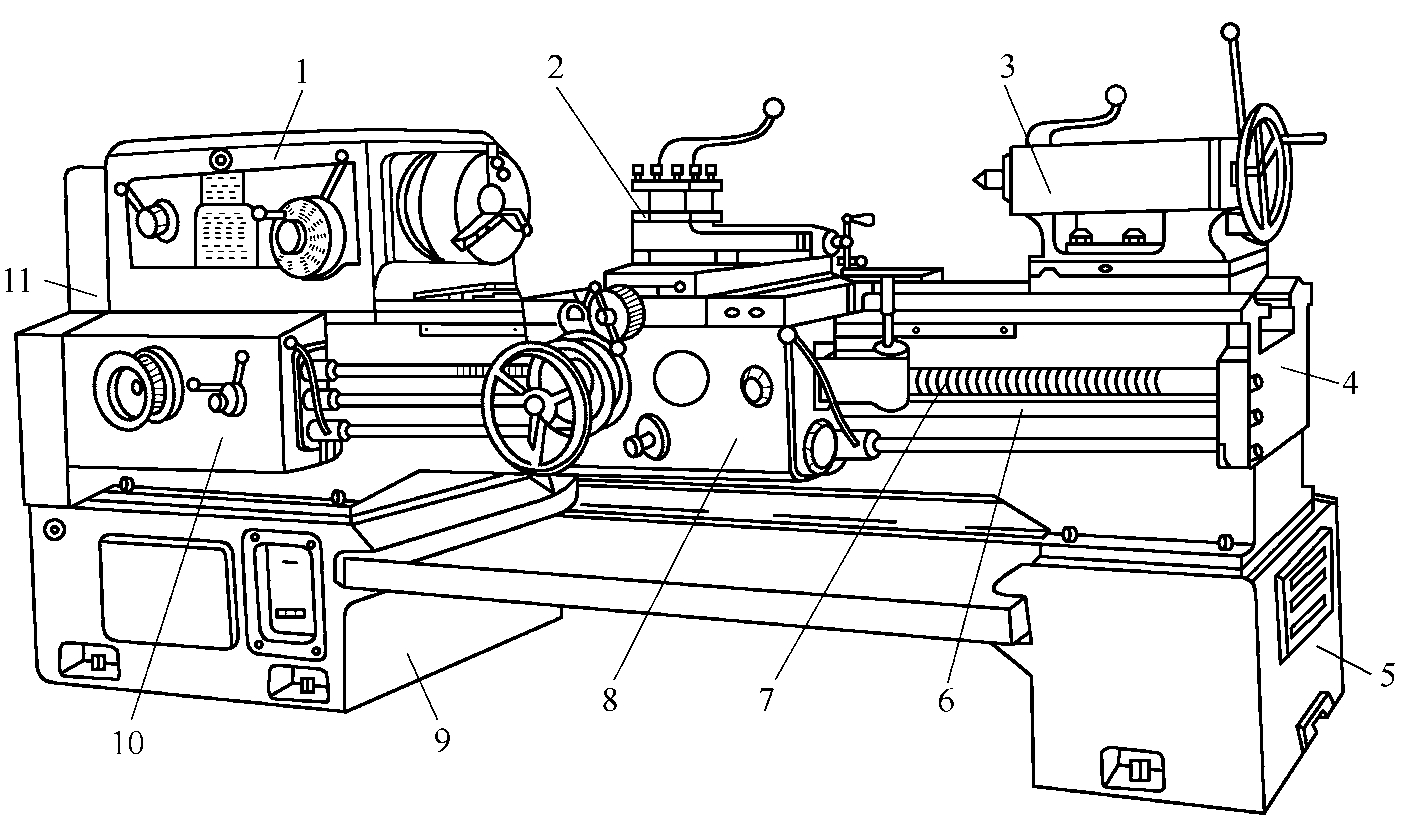
1—主轴箱 2—刀架 3—尾座 4—床身 5—右床腿 6—光杠 7—丝杠 8—溜板箱 9—左床腿 10—进给箱 11—挂轮变速机构
图5-4 CA6140型卧式车床外形图
2.刀架 位于小溜板上方,用来装夹刀具,最多可以同时装夹4把刀具。刀架由其下面的小溜板、中溜板、和大溜板控制,实现刀具的纵向、横向和斜向运动。
3.尾座 是安装在车床右端的尾座导轨上,可沿导轨纵向调整其位置。它的功能是用后顶尖支撑长工件,可以安装钻头、铰刀等孔加工刀具进行孔加工。
4.进给箱 它把挂轮箱传来的旋转运动,传给光杆或丝杆,而带动刀具移动。改变箱体上手柄位置,可实使光杆或丝杆获得不同的旋转速度,以改变进给量或螺距的大小。
5.溜板箱 可将由光杆或丝杆的旋转运动转变为直线运动,从而带动刀架上的车刀作进给运动。改变箱体上的手柄位置,可实现纵向或横向进给运动,并可控制是否运动。
溜板箱上装有溜板,其共有上、中、下三层,下层只能作纵向运动;中层(中溜板)只能作横向运动。转动其手柄可调整刀具的横向距离,如控制切削深度和横向进给;上层(小溜板)一般情况下作纵向或不平行于主轴的进给运动,车削较短或较短的带锥度的工件。
6.床身 用来支撑和安装各部件,并有两条纵向导轨,可供溜板箱和尾座使用。
三、CA6140的主要参数
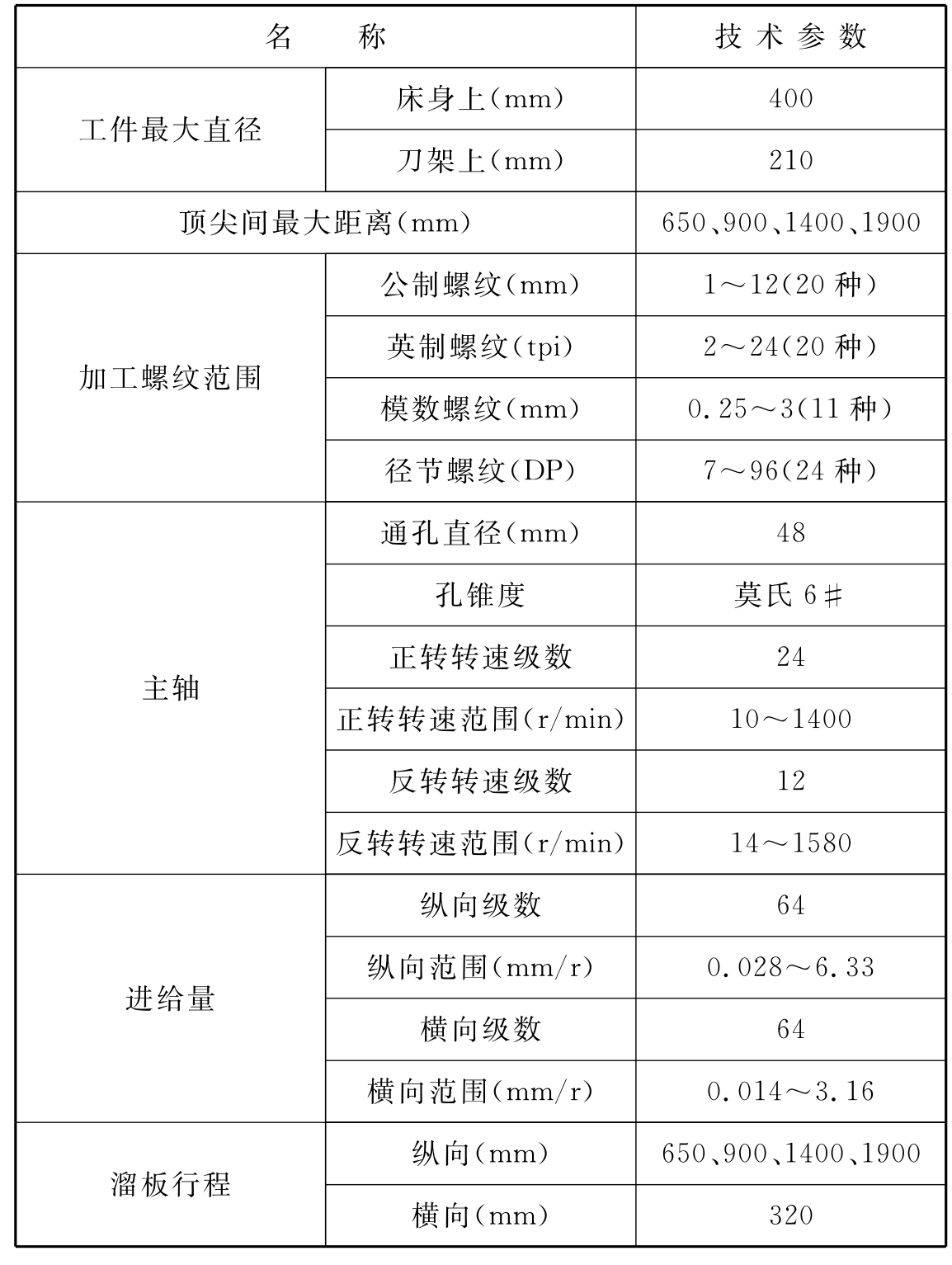
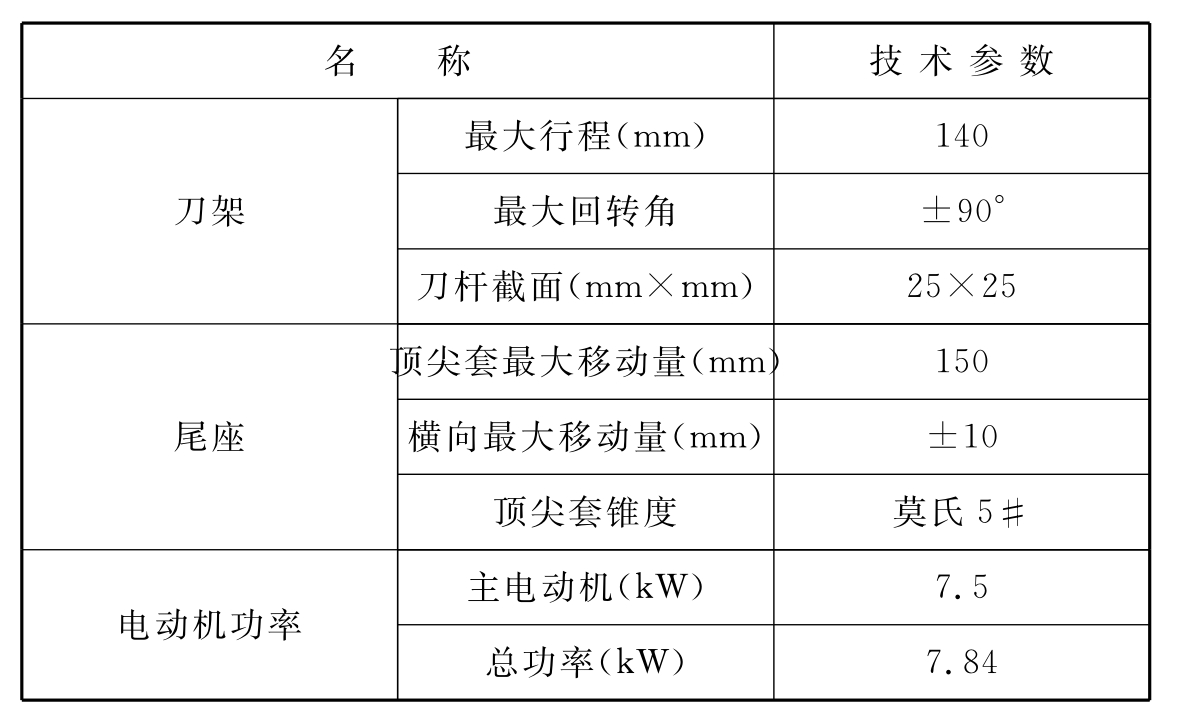
CA6140车床的主要参数有能够车削的工件最大直径等,详见表5-4。
表5-4 CA6140主要参数
四、CA6140卧式车床的传动系统
在前面我们初步了解了普通车床的结构及各结构的作用。这只是了解车床外部,为了深入了解车床各部分之间的联系,还必须了解机床的传动系统,图5-5是卧式车床的传动框图,图5-6是CA6140的传动系统图。其中传动系统图是能够最直接反映机床内部的传动关系,因此被广泛应用于分析机床的传动关系,下面将详细介绍CA6140的传动系统图,它可以分为两部分即主运动传动系统(电机→皮带→主轴)和进给传动系统(主轴→丝杆或光杆→刀架)。
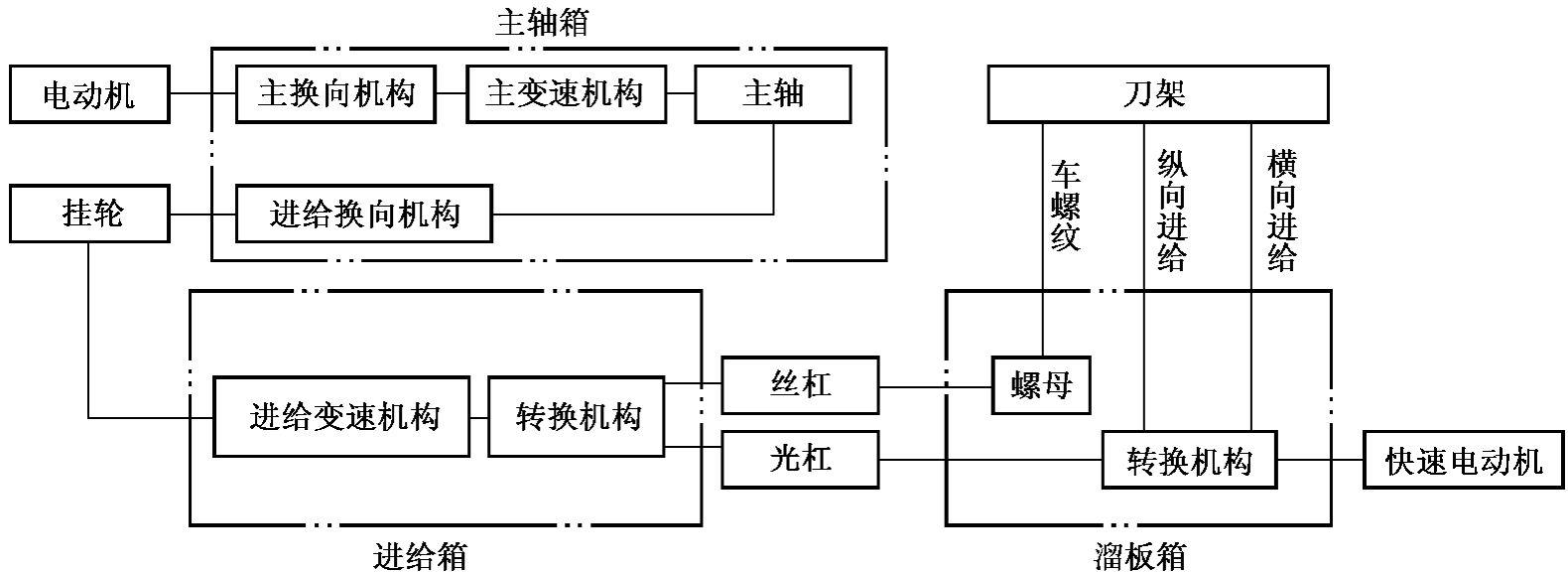
图5-5 卧式车床传动框图
(一)主运动传动链
CA6140卧式车床主传动链可使主轴获得24级正转速度(10r/min~1400r/min)及12级反转速(14r/min~1580r/min)。其传动路线是,运动由主电动机(7.5W,1450r/min)经三角皮带传至主轴箱中的轴I,轴I上装有一个双向多片式摩擦离合器M1,用以控制主轴的启动、停止和换向。离合器M1向左接合时,主轴正转;向右接合时,主轴反转;左右都不接合时,主轴停转。轴I的运动经离合器M1和I-III间变速齿轮传至轴III,然后分两路传给主轴。当主轴VI上的滑移齿轮Z50处于左边位置时(图5-6图示位置),运动经齿轮副63/50直接传给主轴,使主轴获得高转速;当滑移轮Z50处于右边位置,使齿轮式离合
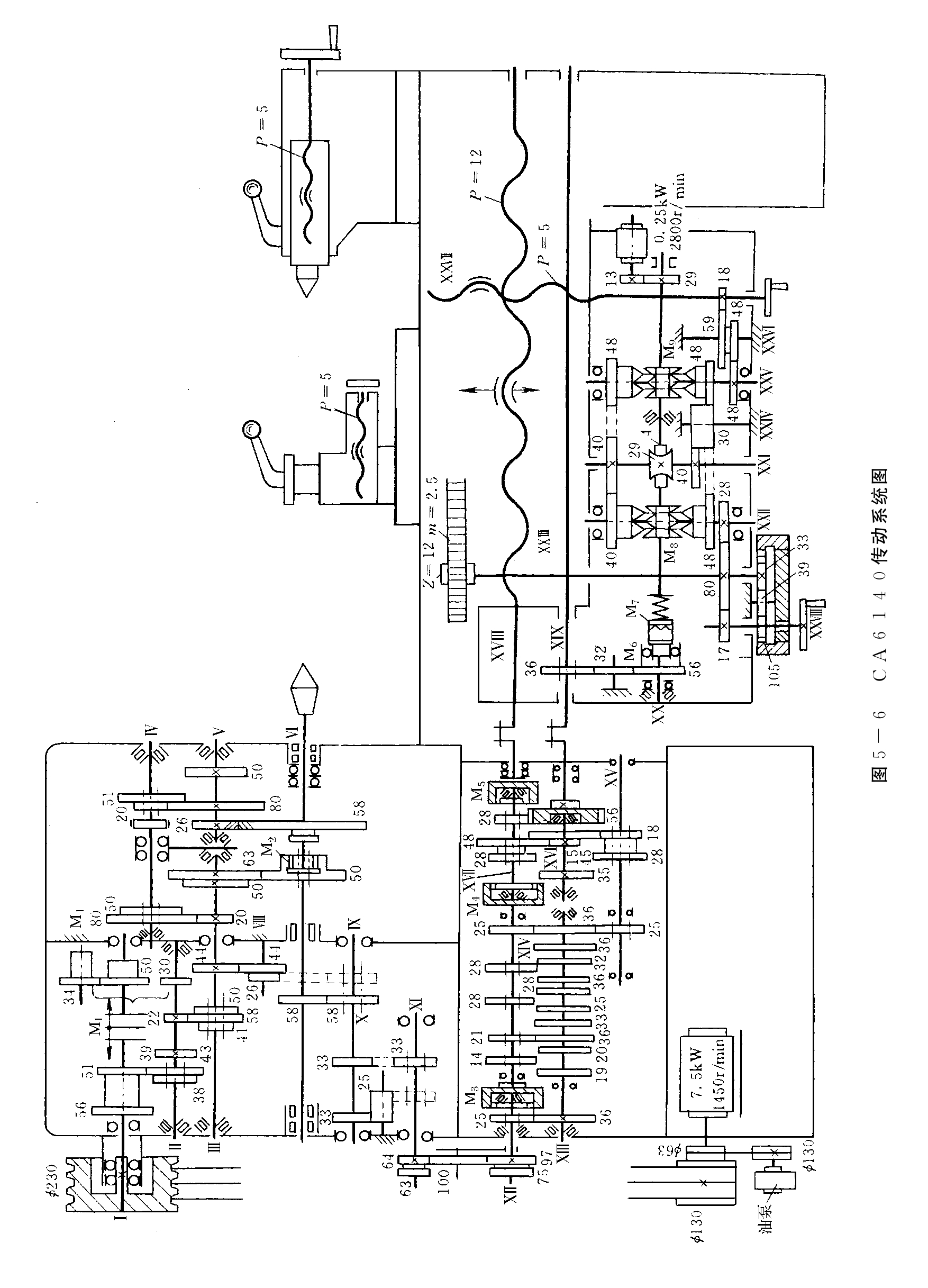
器M2接合时,则运动经轴III-IV-V间的背轮机构和齿轮副26/58传给主轴,使主轴获得中、低转速。为了清楚可见,常常将上述传动路线用图5-7所示的传动路线图表示:
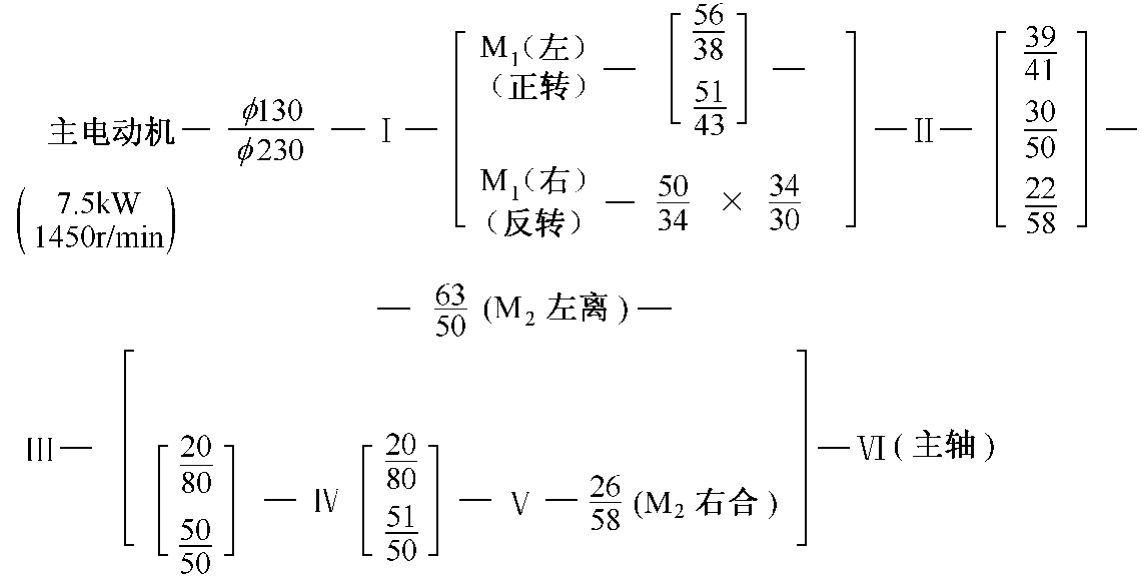
图5-7 主运动链的传动路线图
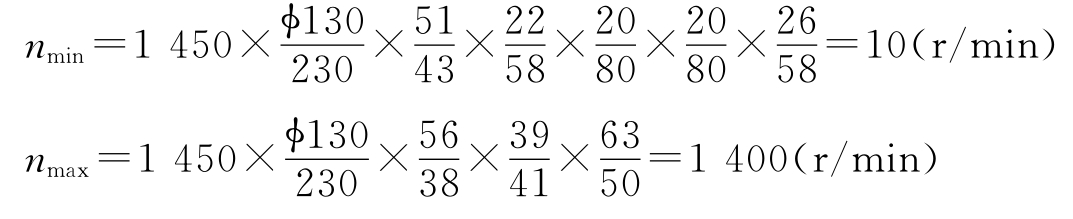
主轴的各级的转速可以用运动平衡方程式计算。下面只列举最高和最低转速的计算式:
(二)纵向和横向进给传动链
刀架的移动是由主轴传来,刀架进给量的大小在卧式车床上是以主轴每转一周刀架的移动量表示,因此在分析进给运动传动链时,都把主轴和刀架当作运动链的首末端。其传动链路线图如图5-8所示。
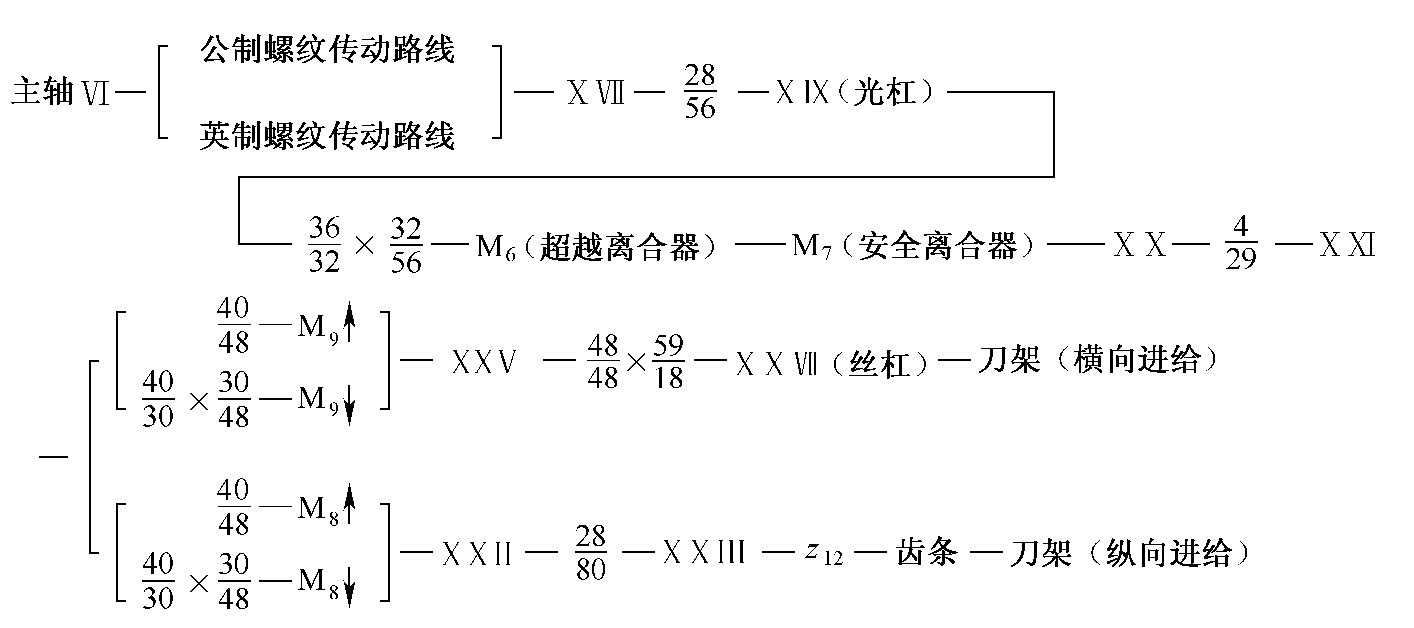
图5-8 纵向和横向进给传动路线图
(三)螺纹车削进给运动传动链
CA6140卧式车床的螺纹进给链保证机床可以车削公制、英制、模数制、和径节制四种标准螺纹;此外还可以车削大导程、非标准和较精密的螺纹;这些螺纹可以是右旋也可以是左旋的。
车螺纹时,必须保证主轴每转一周,刀具准确地移动被加工螺纹一个导程的距离,因此可列出螺纹传动链的运动平衡式:
u0×ux×L丝=L工
u0——主轴至丝杆之间的全部定比传动机构的固定比,是一个常数;
ux——主轴至丝杆之间换置机构的可变传动比;
L丝——机床丝杆的导程,CA6140车床的L丝=P=12mm;
L工——被加工螺纹的导程,单位为mm。
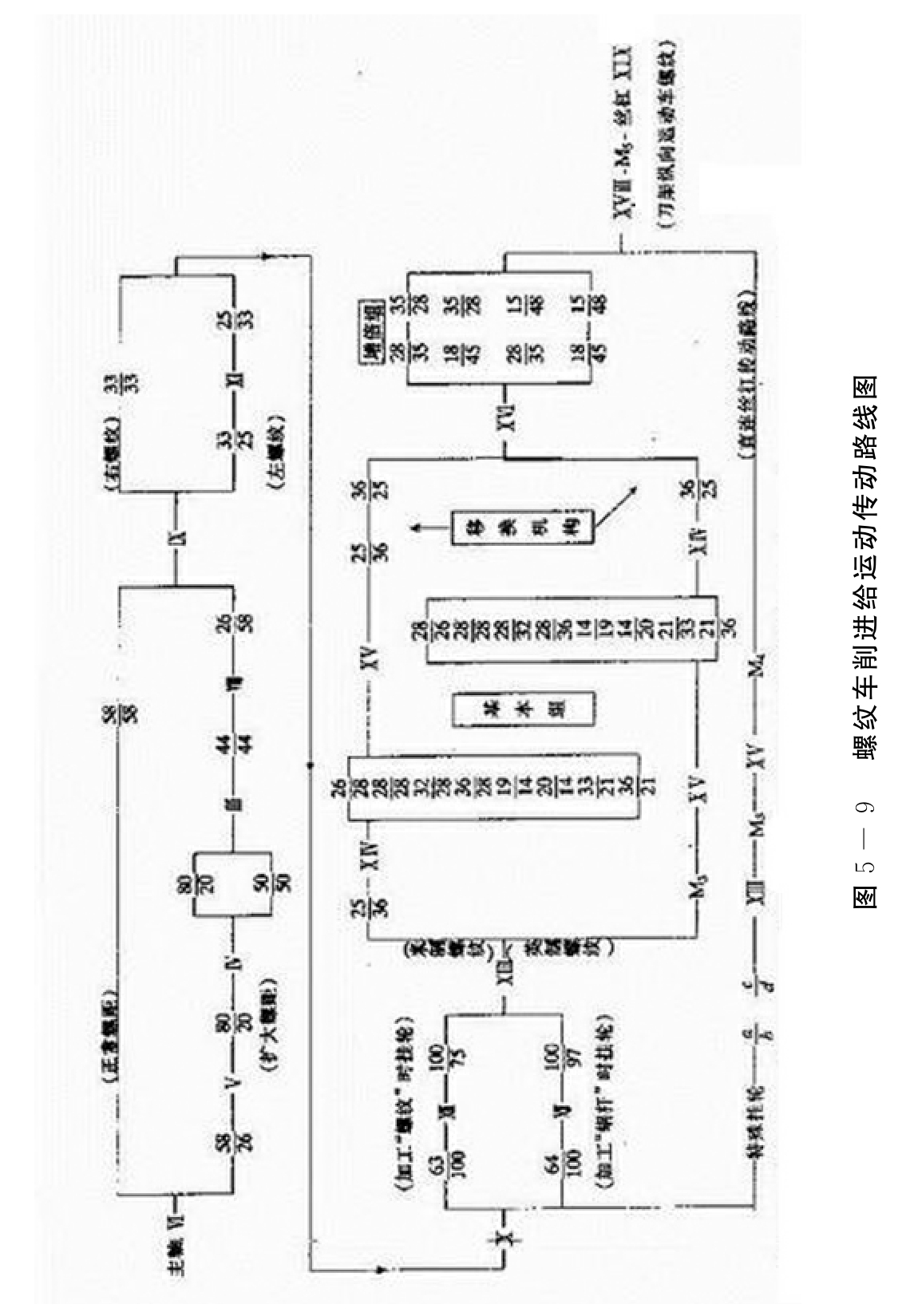
由上式可知,被加工螺纹的导程正比于传动链中置换机构的可变传动比ux。因此车削不同标准和不同导程的各种螺纹时,必须对螺纹进给链进行适当调整,使传动比ux根据实际加工螺纹的标准作相应的改变。其传动路线图如图5-9所示:
(四)刀架快速移动
刀架的纵、横向快速移动由装在溜板箱右侧的快速电动机(0.25kW,2800r/min)传动。快速电动机的运动是由齿轮副13/29传至轴ⅩⅩ(见图5-6),然后沿机动进给传动路线,传至纵向齿轮齿条副或横向进给丝杠。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












