



第一节 金属切削机床基本知识
金属切削机床是用切削的方法将金属毛坯加工成符合图样要求的形状、尺寸精度和表面质量的零件的机器设备。它是制造机器的机器设备,所以又称工作母机或工作机,习惯称机床。
在现代机械制造工业中,加工零件的方法有多种,如锻造、焊接、切削加工及各种特种加工。其中切削加工是加工零件的主要方法,特别是在加工精密零件时,目前还是依靠切削加工来达到所需的加工精度和表面质量。金属切削机床是加工零件的主要设备,它所担负的工作量,约为零件加工总工作量的40%~60%。机床的技术水平直接影响机械制造工业的产品质量和生产效率。本节主要介绍金属切削机床的一些基本知识。
金属切削机床的分类及型号编制:
金属切削机床的品种、规格很多,为了方便区分、使用和管理,须对机床加以分类和编制型号。
(一)机床的分类
机床的分类方法很多,最基本的是按机床的主要加工方法、所用刀具及其用途进行分类。根据我国制定的机床型号编制方法,机床共分为12类:车床、钻床、镗床、磨床、齿轮加工机床、螺纹加工机床、铣床、刨插床、拉床、特种加工机床、锯床和其它机床。
除了上述的基本分类方法外,机床还可以按其它特性进行进一步分类。
1.按通用性程度:通用(万能)机床,专门化机床和专用机床。
2.按工作精度:普通、精密和高精度机床。
3.按重量和尺寸:仪表机床,中型机床,大型机床,重型机床和超重型机床。
4.按自动化程度:手动、机动、半自动和自动机床。
5.按主要工作部件的数目:单轴机床、多轴机床、单刀机床和多刀机床。
随着机床的发展,其分类方法也将不断发展。现代机床正向数控化方向发展,数控机床的功能日趋多样化,工序更加集中,现在一台数控机床集中了越来越多的传统机床的功能。例如一台加工中心集中了钻、镗、铣等多种类型机床的功能。可见,机床数控化引起了机床传统分类方法的变化,这种变化主要表现在机床品种不是越分越细,而是趋向综合。
(二)机床型号的编制方法
机床的型号是机床产品的代号,用以简明地表示机床的类型,主要技术参数,性能和结构特点等。我国的机床型号,现在是按1985年颁布的标准JB1838-85《GB1838-85金属切削机床型号编制方法》编制。此标准规定,机床型号由汉语拼音和数字按一定的规律组合而成,它适用于各类通用的机床和专用机床(不包括组合机床)。
普通机床型号
普通机床用下列方法表示:

注:(1)有“□”符号者,为大写的汉语拼音字母;
(2)有“Δ”符号者,为阿拉伯数字;
(3)有“()”的代号或数字,当无内容时则不表示,若有内容时应去掉括号。
1.机床类别代号
机床的类别代号是该类机床汉语拼音的第一个大写字母表示。当需要时,类以下还可以分若干类;分类代号用阿拉伯数字表示,置于类号之前,它居于型号的首位,但第一分类不予表示,例如,磨床类分为M、2M、3M三个分类。机床的类别代号见表5-1。
表5-1 机床的类别代号

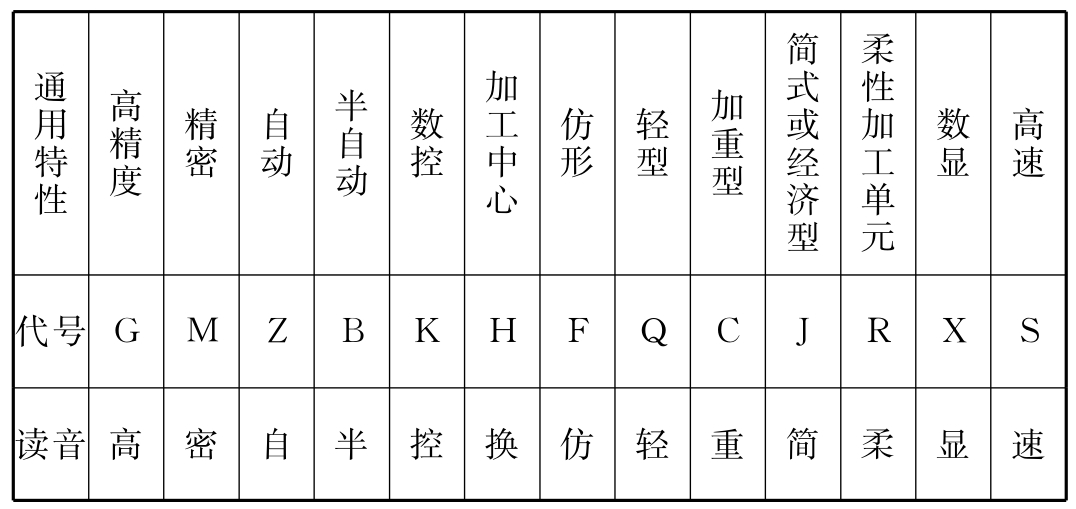
2.机床的特性代号
①通用特性代号 当某类机床除有普通型外,还有某种通用特性时,则在类别代号之后加上相应特性代号予以区别,例如“CK”表示数控车床。通用特性代号见表5-2。
表5-2 通用特性代号
②结构特性代号 对于结构、性能不同的机床,加结构特性代号予以区别,结构特性代号在机床型号中没有统一的含义,当型号中有通用特性代号时,应排在通用特性代号后。为避免混淆,通用特性代号已用的字母及“I”、“O”都不能作为结构特性代号。例如CA6140型卧式车床中的“A”,表示CA6140型车床在结构上与C6140型车床有区别。
3.机床的组别代号和型别代号
机床按其结构性能及使用范围,每类机床划分为10个组,每个组又划分为10个型,分别用两位阿拉伯数字0~9表示,前一位表示组别,后一位表示型别。
组别和型别代号用两位数字表示,前面代号为组别,后面表示型别。
4.机床的主参数、设计顺序号和第二主参数
①机床主参数代表机床规格的大小,是反映机床最大工作能力的一种重要参数。主参数用折算值(主参数乘以折算系数1/10或1/100)表示,位于型代号之后。
表5-3 常用机床主参数名称及折算系数
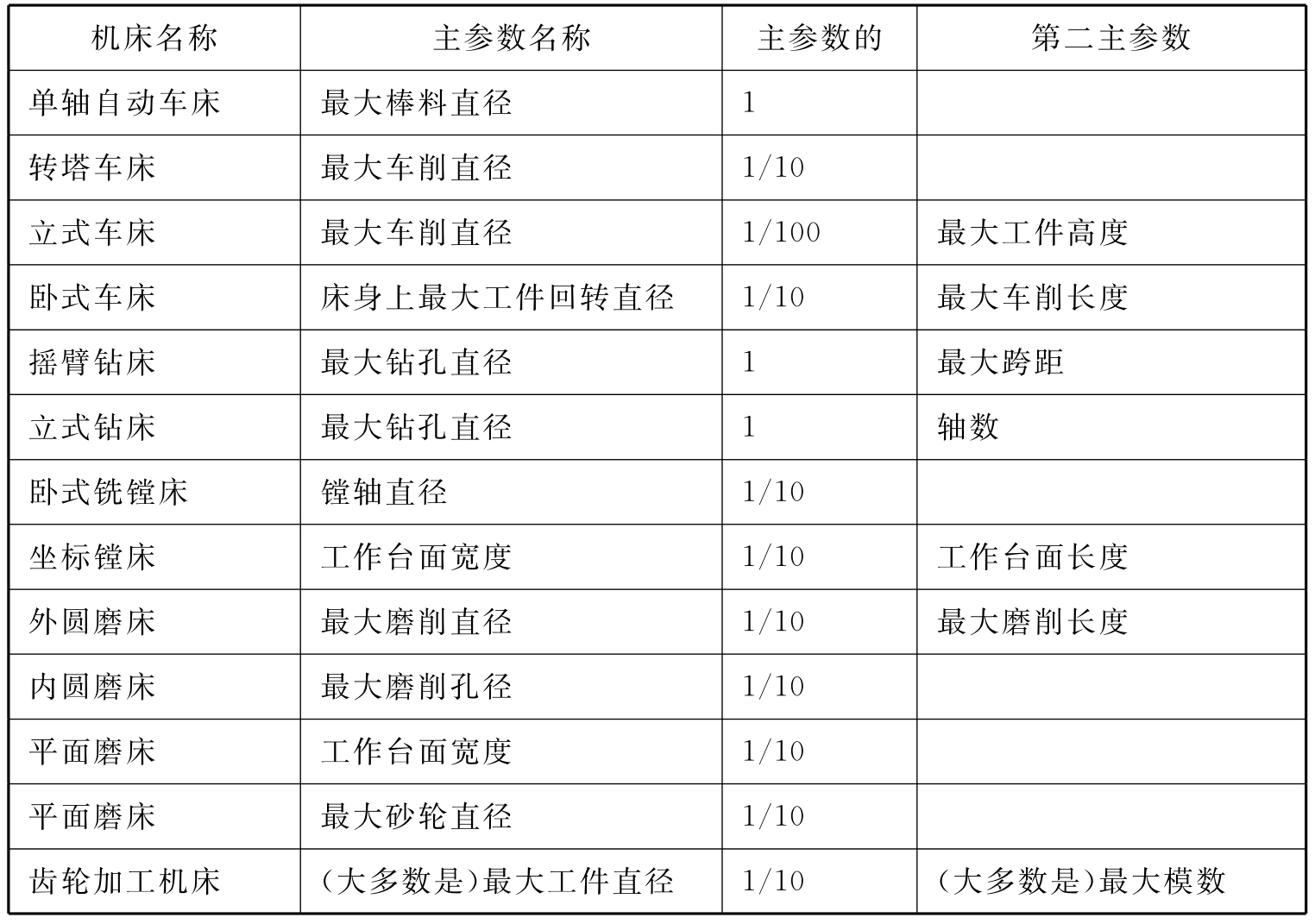

5.第二主参数一般指主轴数、最大跨距、最大工件长度、工作台工作长度等。第二主参数也用折算值1/10或1/100表示。
6.机床的重大改进顺序号,当机床的性能及结构布局有重大改进时加重大改进号A、B、C…
7.其它特性代号
8.企业代号
(三)机床型号示例
1.CA6140 C—类代号(车床类机床),A—结构特性代号,6—组代号(落地及卧式车床组),1—型代号(卧式车床系),40—主参数(最大工件回转直径的1/10)。
2.XK5030 X—类代号(铣床类机床),K—通用特性代号(数控),5—组代号(立式升降台铣床组,0—型代号(立式铣床系),30—主参数(工作台面宽度的1/10)。
3.MGl432A M—类别代号(磨床类),G—通用特性(高精度),1—组别代号(外圆磨床组),4—型别代号(万能外圆磨床系),32—主参数(最大磨削直径320mm),A—重大改进顺序号(第一次重大改进)。
4.CX5112A/WF C—类代号(车床类机床),X—通用特性代号(数显),5—组代号(立式车床组),1—型代号(单立柱车床系),12—主参数(最大工件回转直径1250),WF—企业代号(瓦房店机床厂)。
二、零件表面的形成方法及成形运动
1.零件表面的形成
由图5-1所示零件的表面通常是几个表面元素组成,这些元素通常由平面、圆柱面、圆锥面、球面、圆环面、螺旋面和各种成形表面等组成,因此机床加工零件的过程其实质就是形成零件上各工作表面的过程。从几何学角度看,任何表面都可以看作是一条线(称为母线)沿着另一条线(称为导线)运动的轨迹。母线和导线统称为形成表面的发生线。
2.发生线的形成方法
机床上加工零件时,所需形状的表面是通过刀具与工件的相对运动,用刀具的刀刃切削出来的,其实质就是借助于一定形状的切削刃以及切削刃与被加工表面之间按一定规律的相对运动,形成所需的母线和导线。由于刀具切削刃形状和切削加工方法不同,形成发生线的方法有以下四种:
(1)轨迹法

1—母线 2—导线
图5-1 常见零件表面类型
轨迹法[图5-2(a)]利用刀具作一定规律的轨迹运动对工件进行加工的方法。在所示的例子中,刨刀沿箭头A1方向所作直线运动,形成了直线形的母线,刨刀沿箭头A2方向所作曲线运动,形成了曲线形的导线。显然,采用轨迹法,母线和导线各需要一个独立的运动。
(2)成形法
成形法[图5-2(b)]采用各种成形刀具加工时,切削刃是与所需形成的发生线完全吻合的切削线,因此加工时不需任何运动就可获得所需的发生线。在图所示的例子中,曲线形母线由成形刨刀的切削刃直接形成,直线形的导线则是由轨迹法形成。
(3)相切法
相切法[图5-2(c)]是利用刀具边旋转边作轨迹运动对工件进行加工的方法。在图示中,当该切削点绕着刀具轴线作旋转运动B1,同时刀具轴线沿着发生线的等距线作轨迹运动A2时,切削点运动轨迹的包络线,便是所需的发生线。所以,采用相切法形成发生线,需要刀具旋转和刀具与工件之间的相对移动两个彼此独立的运动。
(4)范成法(展成法)
范成法[图5-2(d)]是利用工件和刀具作展成切削运动的加工方法。切削加工时,刀具与工件按确定的运动关系作相对运动,切削刃与被加工表面相切(点接触),切削刃各个瞬时位置的包络线,便是所需的发生线。在所示中,插齿刀沿箭头A1方向所作的直线运动,形成了直线母线(轨迹法),而工件的旋转运动B21和插齿刀的直线运动A22,使插齿刀能不断地对工件进行切削,其直线形切削刃的一系列瞬间位置的包络线,便是所需的渐开线导线。用范成法形成发生线时,刀具与工件之间的相对运动通常由两个运动(旋转+旋转或旋转+移动)组合而成,这两个运动必须保持严格的运动关系,彼此不能独立,组成一个复合的运动,这个运动就称范成运动或展成运动。在图例中,B21与A22是形成渐开线的范成运动,它们必须保证严格的运动关系,B21转过一个齿的角度A22移动一个齿距。

图5-2 形成发生线的方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











