



【摘要】:如果在生产中没有条件采用低线能量的方法,又不能降低焊接规范时,可采用散热法来减小焊接变形。散热法又称强迫冷却法,就是把焊接处的热量迅速散走,使焊缝附近的金属受热面大大减小,达到减小焊接变形的目的。这些垫板越靠近焊缝,防止变形的效果越好。这两种方法常用于堆焊和焊补。图5-13是采用直接水冷防止薄板变形的示意图。散热法比较麻烦,而且对于具有淬火倾向的钢材不宜采用,否则容易产生裂纹。焊接时采用小电流多层焊。
第三节 散热法
如果在生产中没有条件采用低线能量的方法,又不能降低焊接规范时,可采用散热法来减小焊接变形。散热法又称强迫冷却法,就是把焊接处的热量迅速散走,使焊缝附近的金属受热面大大减小,达到减小焊接变形的目的。图5-12(a)是水浸法的示意图。常用于表面堆焊和焊补。图5-12(b)是散热垫法的示意图,散热垫一般采用紫铜板,有的还钻孔通水。这些垫板越靠近焊缝,防止变形的效果越好。这两种方法常用于堆焊和焊补。

图5-12 散热法示意图
1—焊件;2—水槽;3—支承架;4—紫铜板
图5-13是采用直接水冷防止薄板变形的示意图。散热法比较麻烦,而且对于具有淬火倾向的钢材不宜采用,否则容易产生裂纹。
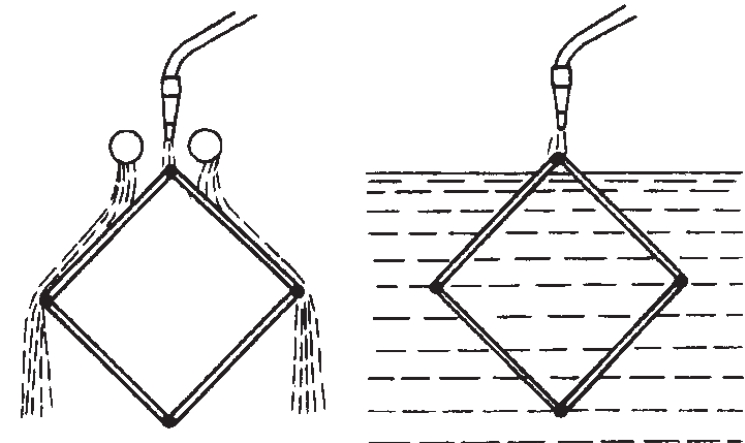
图5-13 直接水冷防止薄板变形示意图
图5-14是一个机械加工件,由于加工不慎,把其中一个φ18mm的孔钻偏了,需要焊补重钻,由于和它相邻的大孔(φ120mm)已经加工好,这个大孔将来要装轴承,因此,对此部位的变形限制严格,焊补方法是把需要焊补的孔适当扩大2~3mm,然后在孔低托上一块紫铜板加强散热,同时也起改善焊缝底部成形的作用。焊接时采用小电流多层焊。每焊完一层就用小锤敲击焊缝,使焊缝获得一定的扩张,抵消焊缝的收缩,该焊件经补焊后,达到了技术要求。
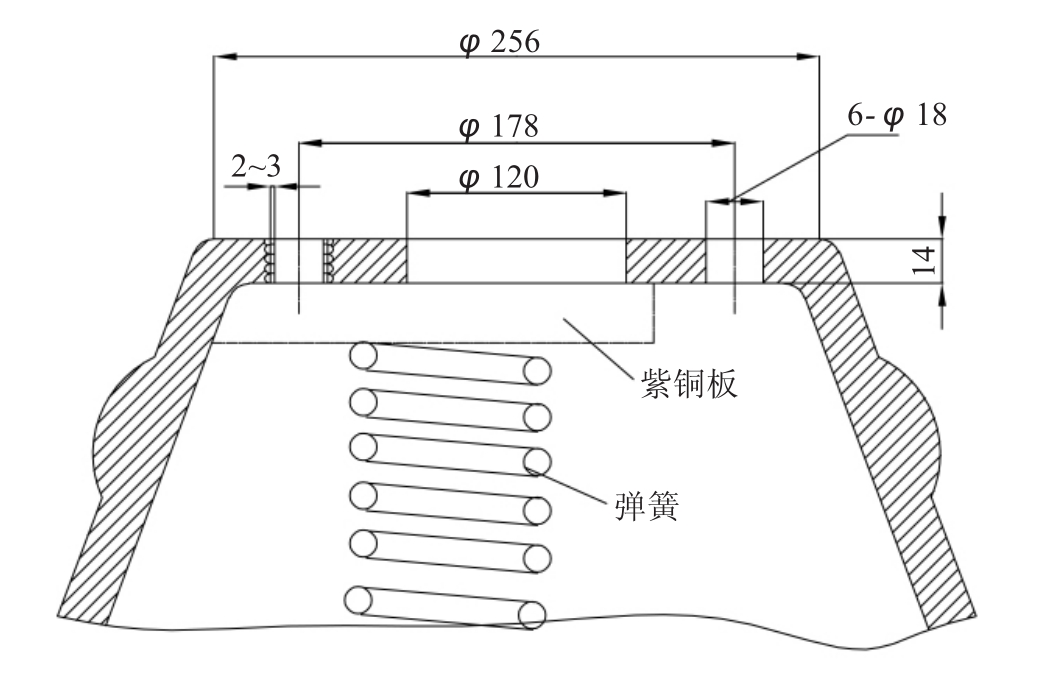
图5-14 机械加工修补时用的加强散热减少变形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










