



二、车削外圆锥面
车床上加工外锥面的工步一般是先粗车外圆,然后车削圆锥面,最后再精车大端外圆直径。
车削外锥面的重点是要保证圆锥角的正确,这时通常采用偏转小滑板法、偏移尾座法、靠模法和宽刃车刀法等。
1.偏转小滑板进给方向车外锥面
(1)车削方法。
①车床上车削圆柱形工件,车刀的进给方向是平行于主轴中心线的。若使进给方向与主轴中心线之间倾斜成一个角度,车出的表面就是一个圆锥面,偏转小滑板进给方向车圆锥面就是应用了这样的加工原理。
②偏转小滑板进给方向主要是按照被加工圆锥面的圆锥半角转动小滑板,使小滑板导轨与车床主轴轴心线相交成圆锥半角α/2的角度,如图5-11所示,并通过手动进刀把圆锥面车削出来。由于受小滑板行程距离的限制,这种加工方法适用于长度较短的内、外圆锥面工件。
③车削一般要求的锥度工件,转动小滑板时,如果图样中没有标注出偏转小滑板转动角的圆锥半角α/2,可按照公式tan 进行计算。
进行计算。
④采用偏转小滑板方法车削外圆锥面时,若工件的角度较大,如需要将小滑板转动80°角,但由于刻度盘上自零位起顺时针或逆时针转动,一般都各有50°,在这种情况下,可采用辅助刻线的方法。即先使小滑板逆时针方向转动50°,如图5-12所示,对正中滑板平面的0°处,在转盘的圆周面上刻出一条辅助线;然后以刻出的辅助线为0°,再使小滑板逆时针转动30°,这时小滑板就转动80°了。
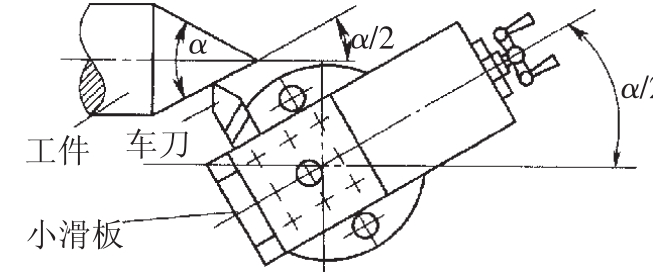
图5-11 偏转小滑板车外圆锥面
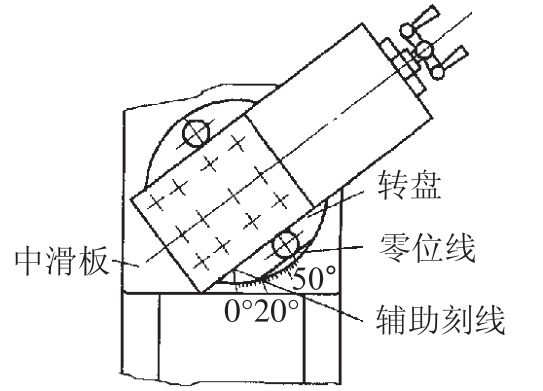
图5-12 刻辅助线车大角度外圆锥
(2)小滑板偏转角度近似计算。按照公式tan 计算圆锥半径α/2,需要使用三角函数表查出角度值,在缺少三角函数表的情况下计算α/2时,可使用下面方法。如图5-13所示,圆锥半径α/2即小滑板扳转角度β,是所要求的角度,OEFB为所要加工的圆锥面,如图5-13(b)所示。如果以O点为圆心,以OA=L为半径作一个圆时,则这个圆与工件OB边相交于S点。若所求之角度α/2用弧度表示,则得如下公式:
计算圆锥半径α/2,需要使用三角函数表查出角度值,在缺少三角函数表的情况下计算α/2时,可使用下面方法。如图5-13所示,圆锥半径α/2即小滑板扳转角度β,是所要求的角度,OEFB为所要加工的圆锥面,如图5-13(b)所示。如果以O点为圆心,以OA=L为半径作一个圆时,则这个圆与工件OB边相交于S点。若所求之角度α/2用弧度表示,则得如下公式: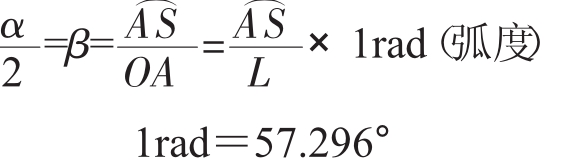
若 看做是近似
看做是近似 时(因为在角度很小时的确很近似),即:
时(因为在角度很小时的确很近似),即: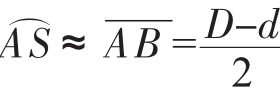
将此代入上式则得:
但从公式的推导来看,只有α/2≤5°时 才能近似等于
才能近似等于 ,即
,即 <0.175时才能使用此公式。如果α/2增到θ时,
<0.175时才能使用此公式。如果α/2增到θ时, 就不等于
就不等于 ,这时应用公式tan
,这时应用公式tan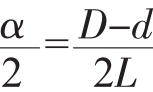 计算才对,否则会出现明显的计算误差。该方法同样适用于车削内锥面时的计算。
计算才对,否则会出现明显的计算误差。该方法同样适用于车削内锥面时的计算。
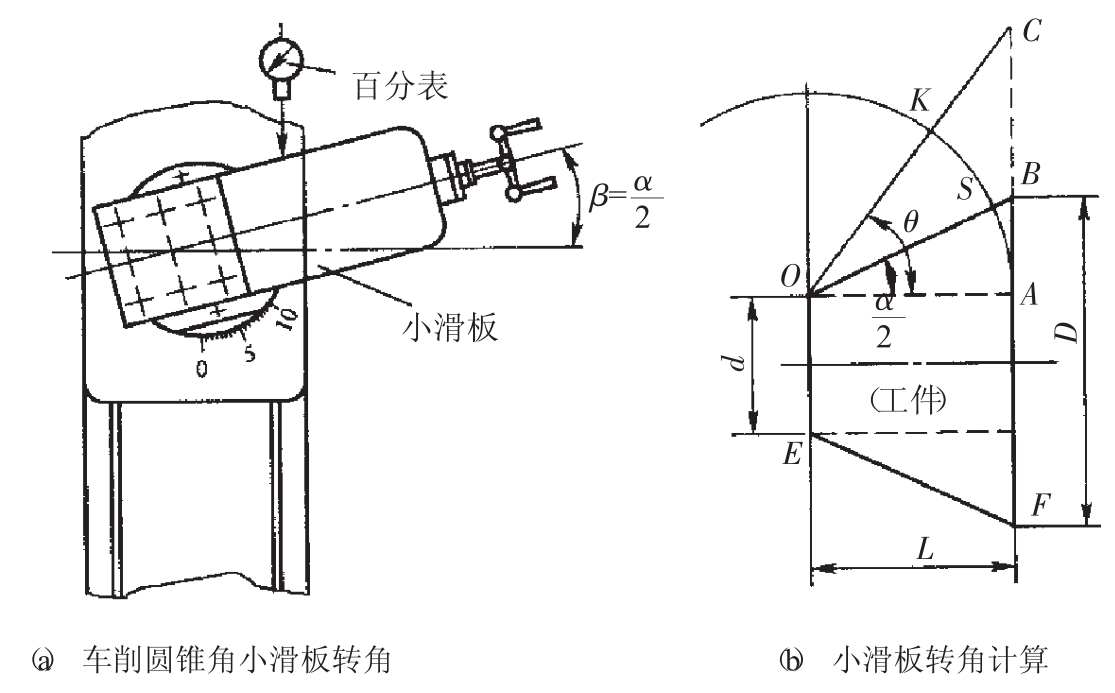
图5-13 计算小滑板转动角度
(3)偏转小滑板时的准确方法。车床上,小滑板转动角度的刻度线一般每小格是0.5°,如果需要转动的角度数值在度以后还有“′”或“″”,就无法将小滑板准确地转动到刻线处,只能在相邻近的两个格间去估计。如α=5°20′,就只能在5°和5.5°(5°30′)中间去估计,甚至在加工过程中,将小滑板敲来敲去,尤其对于精度要求较高的锥度工件,小滑板的转动需要很准确时,就会更加困难。为了把握准确度,可精确校准小滑板转动角度:将磁性表座吸到三爪自定心卡盘平面上,按照工件的圆锥半角将小滑板转动α/2的角度。百分表平放,测量杆触头抵住小滑板侧面,如图5-14(a)所示。然后,移动溜板位置,用溜板箱处刻度盘控制移动距离,从百分表在两接触点上的读数差可知小滑板转动角度的准确性。如图5-14(b)所示,AB为小滑板在零度时的位置,A′B′为小滑板转动α/2后的位置,图中的50是用百分表校准小滑板转动角度是否准确时溜板的移动距离,这时:
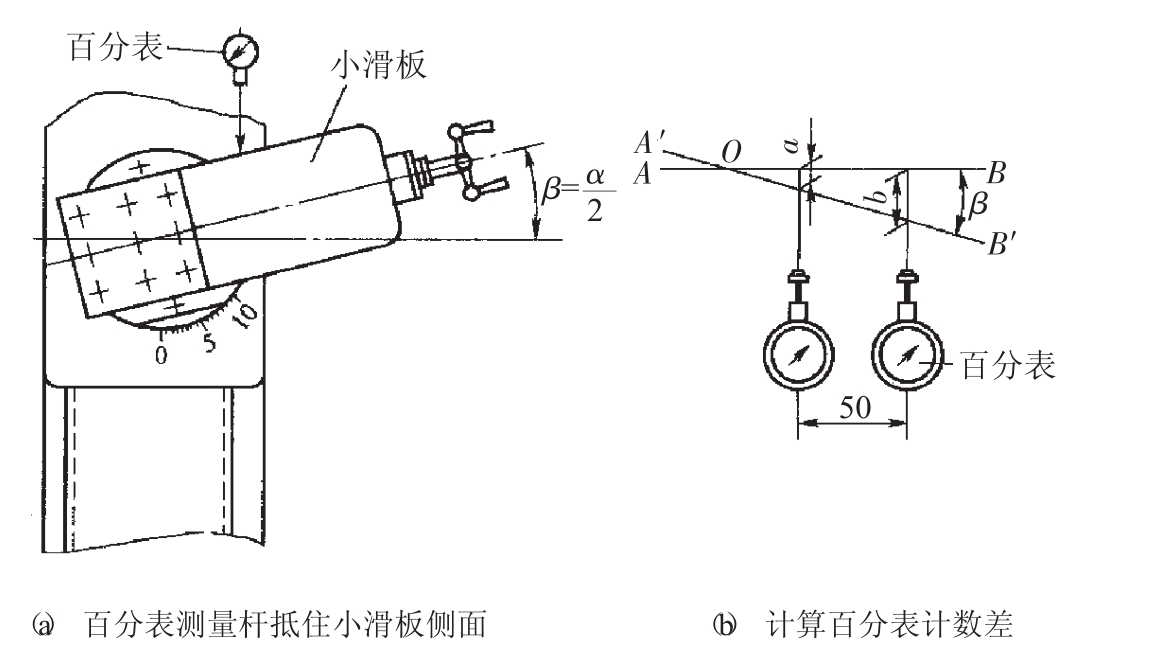
图5-14 小滑板转动角度校准方法
根据百分表在溜板移动前后测出的读数差,由上式计算可知小滑板转过角度的准确性。
例:在车床上车制莫氏6号的外锥面,校准小滑板转动角度误差时,使用图5-13所示方法,溜板移动距离按50mm计算,求百分表在两接触点的读数差应为多少?
解:从表5-2查出,莫氏6号圆锥的基本值为1∶19.180;β=1°29′36″,tanβ=0.0261。
用公式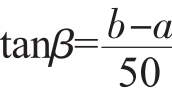 b-a=50tanβ计算:
b-a=50tanβ计算:
b-a=50tanβ=50×0.0261=1.305(mm)
即小滑板转过角度1°29′36″后,百分表触头抵住小滑板侧面,溜板移动50mm,百分表在两处接触点的读数差为1.305mm时,小滑板转动角度是准确的。
小滑板转动角度还可通过各部分尺寸都准确的样件进行校准。这时,将样件安装在前、后顶尖之间,如图5-15所示,小滑板上安装一只百分表,百分表的测量头对准样件中心,并压在样件的表面上。手摇小滑板,从圆锥面的一端移动到另一端,观察百分表的指针在移动过程中是否稳定,如果在样件母线的全长上百分表指针没有摆动,就说明小滑板转动角度是准确的。
图5-15 按样件校准小滑板扳动位置
(4)偏转小滑板车外锥面操作步骤。操作时,先做好必要的准备工作,包括装夹车刀、车刀刀尖对准工件中心、计算小滑板转动角度α/2、松开转盘螺母并将小滑板转至所需要角度α/2的刻度线上,以及调整好小滑板导轨的间隙等。然后按照以下步骤进行车削:
①车削圆柱体。调整主轴转速,按圆锥工件的大端直径及外锥面的长度,车削出圆柱体。
②粗车圆锥体。粗车时,移动中、小滑板位置,使车刀刀尖与工件轴端接触,然后,按照工件情况和加工需要,使小滑板后退一段距离,作为粗车外锥面起始位置。中滑板刻度置于零位。接着中滑板刻度向前进给,调整背吃刀量后开动车床,均匀地摇动小滑板手轮进行车削。由于是车削外锥度工件,所以,切削过程中切削深度会逐渐减小,直至切削深度接近零位,这时,记下中滑板刻度值,将车刀退出,小滑板也快速退回原位。最后,在原刻度的基础上调整背吃刀量,将外圆锥小端车出,并留出1.5~2mm的余量。车削过程中,可采用由右向左进刀的车削方法,如图5-16所示,也可采用由左向右的进刀方法,如图5-17所示。第一种方法适于车削直径较大工件时使用;被车削件直径较小,刚性差时,一般采用第二种方法。
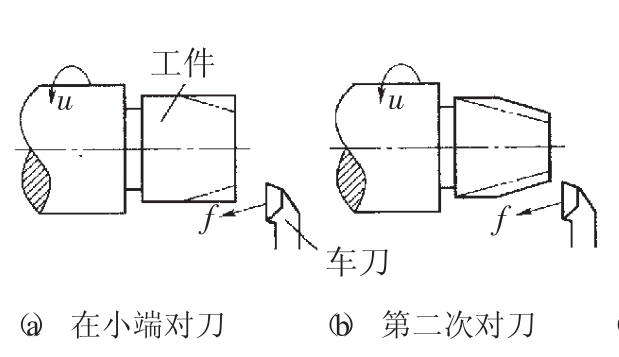
图5-16 由右向左进刀车外圆锥面
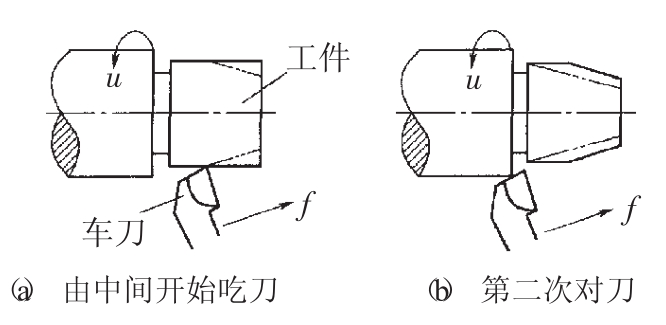
图5-17 由左向右进刀车外圆锥面
③检查外圆锥角度。粗车过程中要检查外圆锥角度,用套规检查。外圆锥面经检查若不正确,就需调整小滑板位置,这时,松开转盘螺母(不要太松),轻轻敲动小滑板,使角度朝着正确的方向做极微小的转动。小滑板位置调整后,再进行试切削,直至用套规检查时,锥度正确为止。
④精车外圆锥面。提高车床主轴转速,缓慢均匀地摇动小滑板手柄精车外圆锥面。使用高速钢车刀低速精车时,充足使用切削液。精车时要掌握外圆锥面的圆锥角和各部分尺寸。
⑤检验。精车后对外圆锥面进行检验。
2.偏移尾座法车削外圆锥面
(1)偏移尾座法的特点和偏移量计算。偏移尾座法车削外圆锥面,就是将尾座上层滑板横向偏移一个距离S,使尾座偏移后,前、后两顶尖连线与车床主轴轴线相交成一个等于圆锥半角的角度,当床鞍带着车刀沿着平行于主轴轴线方向移动切削时,工件就车成一个圆锥体,如图5-18所示。偏移尾座车外圆锥面的特点如下。
①适宜于加工锥度小、精度不高、锥体较长的工件;受尾座偏移量的限制,不能加工锥度大的工件。
②可以用纵向机动进给车削,使已加工表面刀纹均匀,表面粗糙度值小。
③由于工件需用两顶尖装夹,因此不能车削整锥体,也不能车削圆锥孔。因顶尖在中心孔中是歪斜的,不能良好地接触,所以,顶尖和中心孔磨损不均匀。
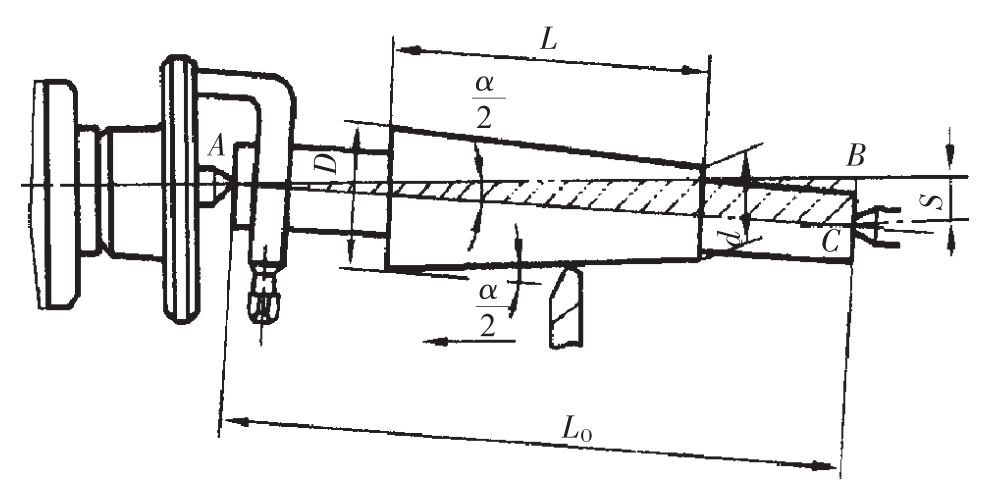
图5-18 圆锥体工件
S——尾座偏移量(mm);D——圆锥大端直径(mm);d——圆锥小端直径(mm);L——圆锥长度(mm);L0——工件全长(mm);C——锥度
④尾座偏移量的计算。尾座偏移量S可以根据下列近似公式计算:
(2)偏移尾座的方法。先将前、后两顶尖对齐(尾座上、下层零线对齐),然后根据计算所得偏移量S,偏移尾座。主要采用以下几种方法。
①利用尾座刻度偏移。先将尾座紧固螺母松开,然后用六角扳手转动尾座上层两侧的螺钉1和螺钉2进行调整,如图5-19(a)所示。车削正锥时,先松螺钉1,紧螺钉2,使尾座上层向里(向操作者方向)移动一个S的距离,如图5-19(b)所示;车削倒锥时则相反。尾座偏移量S调整准确后,必须把尾座紧固螺母拧紧,以防在车削时偏移量S发生变化。这种方法简单方便,一般尾座上有刻度的车床都可以采用。
②利用中滑板刻度偏移。先在刀架上夹持一端比较平整的铜棒,摇动中滑板手柄,使铜棒比较平整的一端与尾座套筒接触,此时记下中滑板刻度值,再根据尾座偏移量把中滑板移动一个S距离,如图5-20所示,最后横向移动尾座的上层,使尾座套筒与铜棒端面接触,这样,尾座也就横向偏移了一个S的距离。移动中滑板时,要注意消除中滑板丝杠与螺母间的间隙。
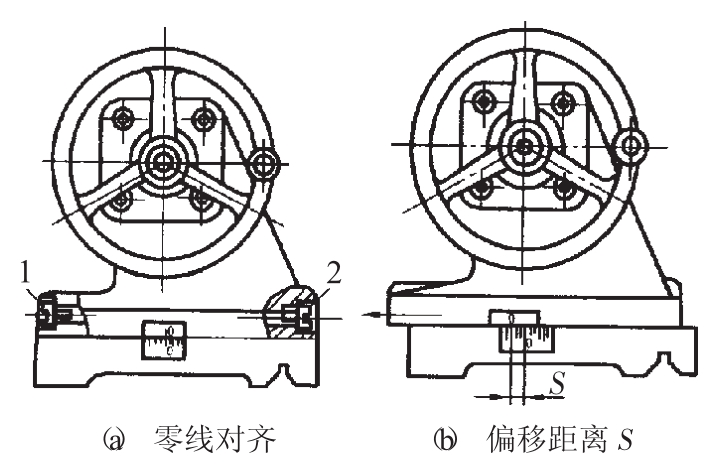
图5-19 利用尾座刻度偏移

图5-20 利用中滑板刻度偏移
③利用百分表偏移。将百分表固定在刀架上,使百分表的测量头与尾座套筒接触(百分表测量杆的轴线和尾座套筒的轴线应相互垂直,且在同一水平面内),并调整百分表使指针处于零位,然后按偏移量调整尾座,当百分表指针转动至S值时,再把尾座固定,如图5-21所示。利用百分表可准确地调整尾座偏移量。
④利用锥度量棒或样件偏移。先将锥度量棒(或标准样式)安装在两顶尖之间,在刀架上固定一只百分表,使百分表测量头与量棒锥面接触(百分表测量杆的轴线和锥度量棒的轴线应相互垂直,且在同一水平面内),然后偏移尾座,纵向移动床鞍,使百分表在圆锥面两端的读数一致后,再将尾座固定,如图5-22所示。使用这种方法偏移尾座,必须选用与加工工件等长的锥度量棒(或标准样件)。否则,加工出的锥度是不准确的。
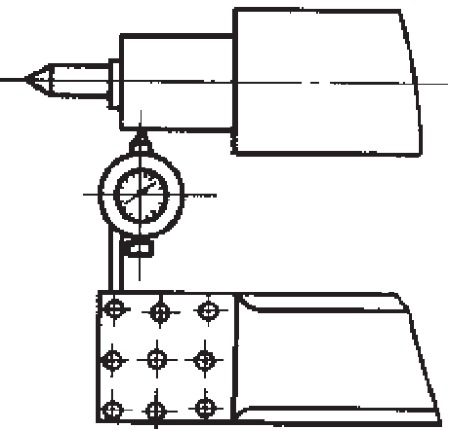
图5-21 利用百分表偏移
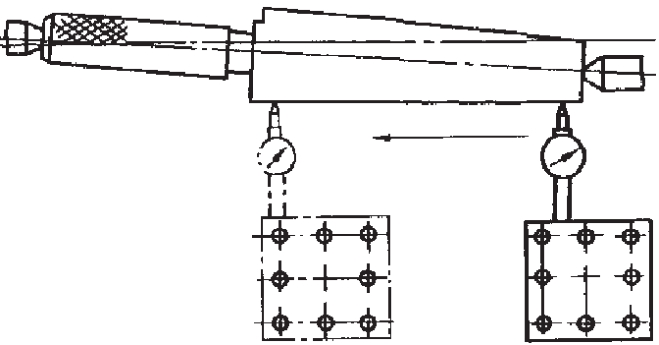
图5-22 利用锥度量棒或样件偏移
注意:由于尾座偏移量的计算公式中,用两顶尖间的距离近似看作工件全长,这样计算出的偏移量S为近似值。所以,除利用锥度量棒或标准样件偏移尾座之外,其他按S值偏移尾座的三种方法,都必须经试切和逐步修正来达到精确的圆锥半角,以满足图样的要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











