



五、沿管周焊接法
沿管周焊接法主要用在对质量要求不高的薄壁管的焊接。
1.打底焊
其操作方法是:以斜立焊位置A为起焊点,如图4-16所示,在自下而上的运条过程中最好不要灭弧,将焊条端部托住铁水,采取顶弧焊接,在平焊→立焊→斜仰焊这几段焊接过程中,焊条几乎与管周成切线位置。当由斜仰焊进入仰焊时,焊条可逐步偏于垂直。在仰焊立焊平焊位置,运条方法与两半焊接法的后半圈相同,最后在斜立焊位置闭合。

图4-16 沿管周焊接法
此方法有一半是自上而下运条,熔化铁水有下坠趋势,故熔池深度较浅,熔透度不易控制,铁水与熔渣不易分离,焊缝容易产生夹渣等缺陷。其优点是运条速度快,有较高的生产率。
当坡口间隙不宽时,仰焊部位的起点可以选择在焊道中央,如果坡口间隙很宽,则宜从坡口的一侧起焊。从焊道中央起焊时的接头方法是:起焊,在超过中心线10~15mm处引弧预热,电弧不宜压短,需要直线运条,速度稍快。到中线(接头中心)处开始做横向摆动,如图4-17所示。

图4-17 仰焊部位焊道中心起焊示意图
管周另一半焊接时,先在接近于A点的对称部位(A’点)引弧预热,电弧稍长,运条稍快,坡口两侧停留时间比焊缝中间要长。接头处的焊层要薄些,避免形成焊瘤。
从坡口一侧起焊时的接头方法,基本与上述相似,只是由于焊点在坡口边上,接头处的焊层是斜交的,如图4-18所示。
2.其他各层的焊接
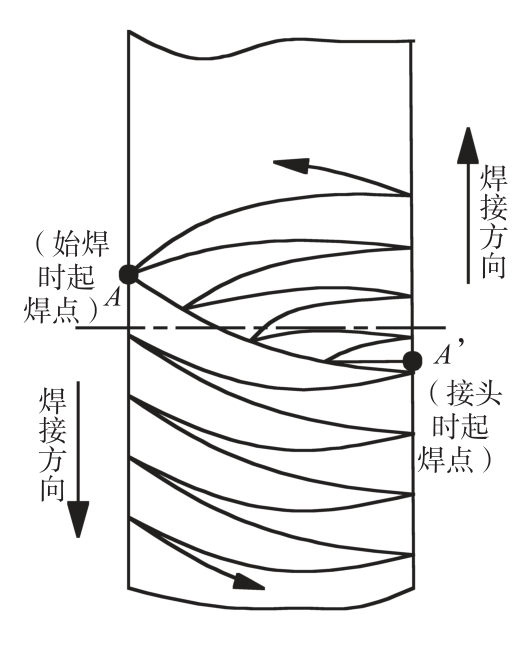
图4-18 从坡口一侧起焊方法
其他各层也分为两半进行焊接,操作要领基本上与相应位置的钢板焊接方法相似,但需注意:为了消除底层焊缝中隐藏的缺陷,在外层焊缝焊接时,应选用较大的焊接电流,并适当控制运条,达到既不产生严重咬边,又能熔化掉底层焊缝中隐藏的缺陷。为了使焊缝成形美观,当焊接填充层的最后一层焊缝时,仰焊部位运条速度要快,使其形成厚度较薄、中部下凹的焊缝,如图4-19(a)所示。平焊时运条应缓慢,以形成略为肥厚而中间稍有凸起的焊缝,如图4-19(b)所示。必要时在平焊部位可补焊一道焊缝,如图4-19(c)所示,使整个环形焊缝高度一致。

图4-19 填充层最后一层的形状
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。








