



1.2.2 开机和生产前的准备
图1-60
1.开机和系统登录
合上动力柜里边的总电源开关和其他需要的断路器,关上柜门,旋转柜门上的电压万能转换开关,观察各相电压是否正常。
将动力柜柜门上面的控制电源开关旋钮置于“ON(1)”的位置,操作台通电,操作面板上面的电源指示灯点亮,称重终端仪表上电初始化(称重终端仪表的基本参数设置和调校请参考其说明书和调试部分的参数表)。
启动显示器和工控机主机,操作系统启动到桌面状态。找到生产控制的软件快捷方式图标,双击打开软件。软件在启动过程中对现场位置开关、料位开关及传感器信号进行检测和采集后,进入监控主界面,如图1-60所示。
要进入软件进行任何操作,必须先登录。登录用户的身份分为两种,使用管理员用户登录可以对系统各个部分的管理和使用权限进行设置;使用操作员用户登录只能执行被允许操作的项目。
用鼠标点击监控界面按钮“操作员登录”,在系统登录窗口(如图1-68所示)中输入用户名及密码。现有统一提供给用户的用户名为“a”,口令默认为空,也可由用户自行设定。
2.主界面和运行要设定的参数
如图1-61所示,监控主界面中主要布置的是模拟生产流程和状态的动画,在画面流程的相应的位置,同时分布有用鼠标操控按钮。左上角的几个参数的意义是:
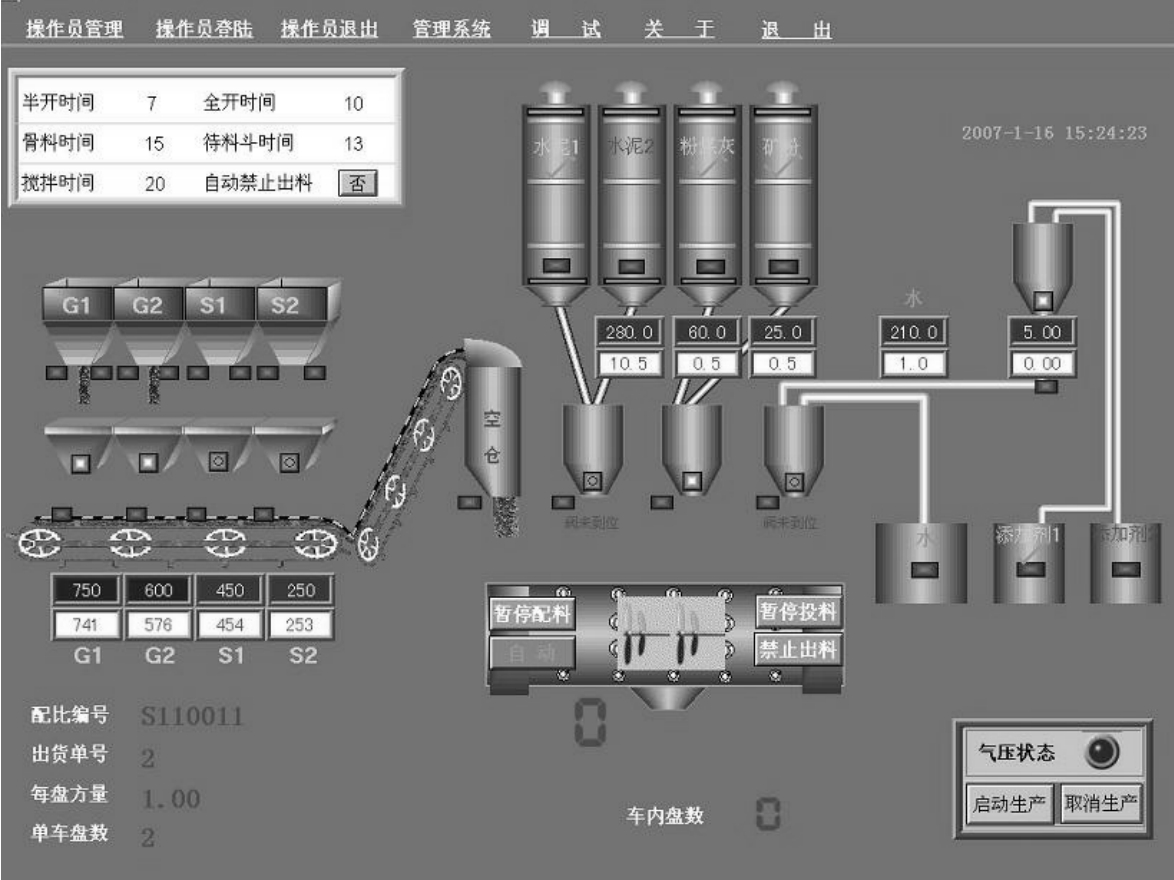
图1-61 监控主界面
半开时间—— 指搅拌机自动卸料时卸料门在半开位置停留的时间。
全开时间—— 指搅拌机自动卸料时卸料门在全开位置停留的时间。
骨料时间—— 指从所有骨料从骨料秤斗卸料完毕开始,至所有骨料进入待料斗所需的时间。
待料斗时间—— 指待料斗卸料时,其卸料门在开门位置停留的时间。
搅拌时间—— 指所有物料投入搅拌机后,在搅拌机内搅拌达到品质要求所需要的时间。
修改以上的参数的方法:用鼠标单击相应标签旁边的数据,弹出修改对话框,在对话框里边输入新的参数,点击“确定”按钮。
画面的左下角显示有四个参数:配比编号、出货单号、每盘方量、单车盘数。当生产数据从上位机下传后,可以根据这几个数据是否刷新来判断下传数据是否成功。
在监控主界面中,点击最上面一行中的“调试”按钮,打开调试界面如图1-62所示。调试界面的上部,是有关配料秤的参数,调试界面的下部,是骨料配料秤的参数,它们的意义是:
(1)精称脉动开门时间——指骨料秤在精称阶段闪动开门的时间,单位是ms。
(2)放料顺序调整——指骨料配料完成后,骨料秤斗卸料的先后次序。

图1-62 调试界面
(3)放料间隔调整——骨料秤斗依次卸料的时间间隔。例如:骨料1和骨料2之间9s,指从骨料1卸料开始9s后,骨料2开始卸料。
(4)超差暂停设定——指设定物料配料过程允许误差的最大值,超过这个值的时候,程序将暂停等待,并弹出提示对话框。如果骨料超出误差,则报警为“骨料超差”,如果粉料和液料超差,则报警为水灰超差,当操作手点击“确认”后,程序继续执行。
配料秤参数中,需要着重说明的是细设定量和落差。细设定量适用于具有两种配料速度进程的控制方式,即快速配料和慢速配料。细设定量是设定慢速配料的分量。落差又称为停料提前量,是指当系统侦测到落料量已经达到目标用量的时候,发出停止配料的信号,因为从发出停止配料信号到完全关闭落料门需要一定的时间,所以,造成了实际落料量往往多于目标量。为了弥补这一部分多出的物料,要求配料动作在未达到目标量的时候,就先行关闭落料门,这一部分提前的分量,我们称为落差。
设置策略:细设定量的设置要兼顾配料精度和效率。为了达到配料精度,使动作进程中一定要有一部分时间在执行慢速配料动作,为了兼顾效率,又不能让慢速配料的时间过长;落差设置要根据配料情况先行估计,在生产过程中,程序会检测配料的数据自动调整。
设置方法:方法一,在主监控界面配料秤的卸料口处或称重数据显示框中点击左键或右键,选择相应的菜单进行设置;方法二,打开调试界面点击相应的位置进行设置;方法三,在仪表中设置。
说明:粉料秤和液料秤不具有快速配料过程。
3.生产中数据设定及下传的方法
在监控主界面中,点击“管理系统”按钮,弹出登录窗口,输入用户名(通用名“a”)和密码,进入管理软件主界面,如图1-63所示。
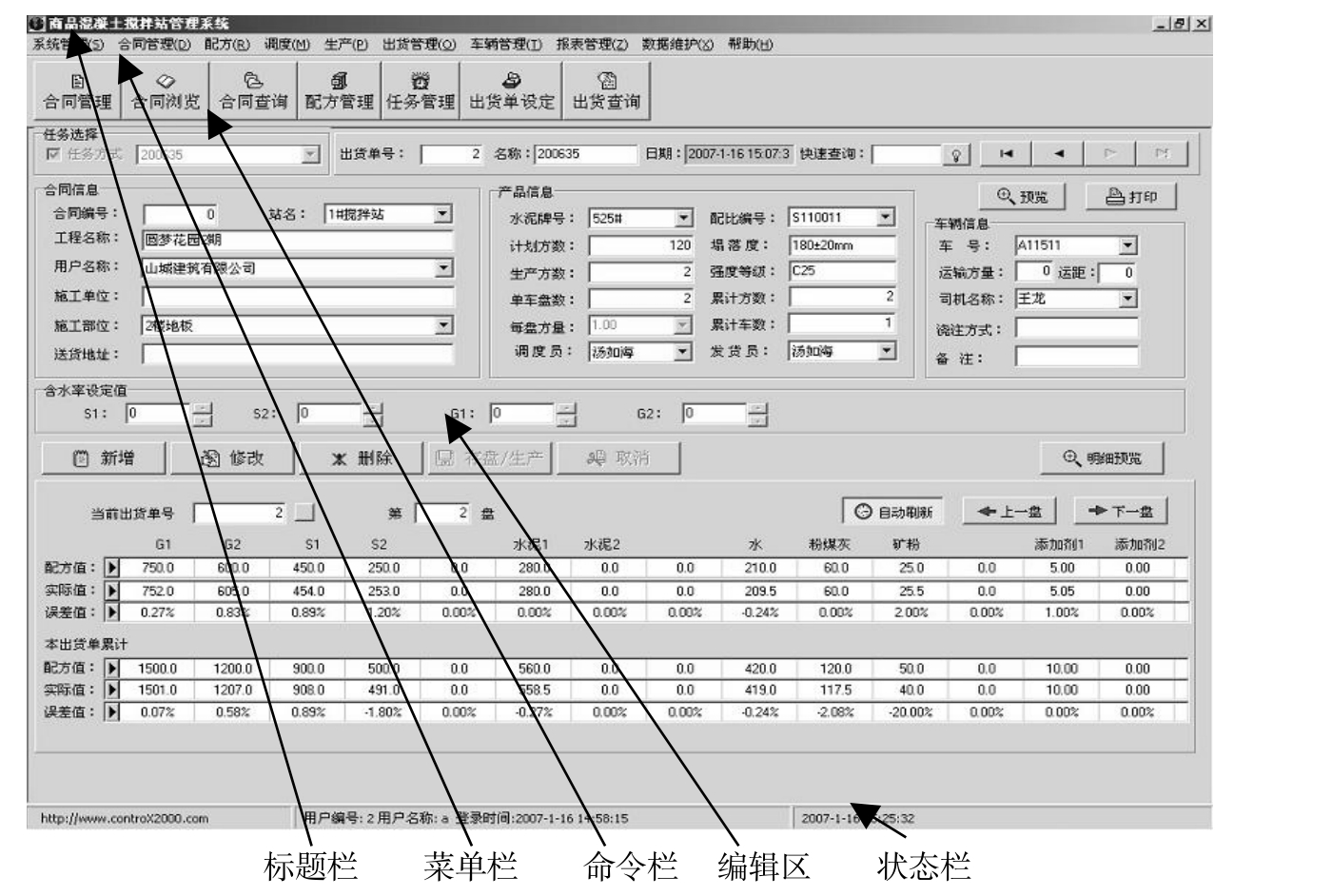
图1-63 管理软件主界面
数据管理软件的作用主要是对配料数据、客户资料等数据进行采集和管理。在生产中,首先要把配方、每车的方量以及每车搅拌的盘数等数据传送到称重终端仪表和PLC中,另外还需要把这些数据和客户的资料联系起来。进行这种工作有两种方法。一种是任务单方式,即将生产任务编辑成一个任务单;另一种是非任务单方式,可在管理主界面直接输入相关数据信息。
在这项工作之前,有一项工作应该先行做好,那就是数据库中的相关数据已经录入完毕。在初次使用本拌和站管理系统时,也要对所有需要的产品数据进行系统的维护(具体操作见管理系统使用说明),所谓“维护”就是对那些需要的数据进行录入和检查,以确保它们完整和准确。数据维护主要包括配方数据、客户数据、产品数据、工作人员和车辆数据等,进行生产以前,这项工作要进行完毕。
(1)任务单方式
用任务单的方式进行数据下传,要先编辑一个任务单,编辑任务单的方法在数据管理系统的说明中有详细介绍。一个任务单相当于生产调度下达的一个生产任务,在这个任务单中含有配方数据、所属合同号、工程数据等多种信息。
要开始一车料或者一盘料的生产,在数据管理主界面编辑区中,点击“新增”按钮,增加一个新的出货单(注:若在生产中任务单和单车方量等都没有变化,可以直接启动生产,在打印送货单之前,只需要更改车号即可)。在编辑区的左上角,在“任务方式”前面的小方框中打钩,选中任务方式。接下来,在“任务方式”后面的下拉文本框列表中选择任务名称,这时可以看到任务单中的相关数据出现在编辑区的相应位置。设置本车的“生产方数”(电脑会自动计算单车盘数和每盘方量),选择“车号”和“司机”,点击“存盘/生产”按钮,则电脑开始下传数据。下传数据中的主要标记内容出现在监控界面的左下角,核对监控界面上的数据和所传数据无误,此时,若电机启动等下面其他需要准备的工作已经准备就绪,即可以点击监控界面上的“启动生产”按钮或者操作面板上面的“循环启动”或者“单盘启动”,来启动生产过程。
(2)非任务单方式
在数据管理主界面编辑区中,点击“新增”按钮,增加一个新的出货单。在编辑区的左上角,在“任务方式”前面的小方框取消打钩,不选“任务方式”。在管理主界面直接输入相关数据信息,选择配方数据,完成数据输入以后,点击“存盘/生产”按钮,下传数据。核对数据无误后,启动生产。
4.启动电机
先启动空压机,进行气路压力的准备。按下动力柜柜门上面的空压机启动按钮启动空压机,按钮中的指示灯亮。空压机启动并且达到一定的压力后(监控界面右下角有指示灯指示),再启动搅拌电机。搅拌电机启动后,再启动斜皮带传输电机,平皮带电机在斜皮带电机启动后自动启动。搅拌电机和皮带电机启动后,监控界面中相应的动画启动进行指示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










