



任务二 曲轴飞轮组的修理
任务目标
1.掌握曲轴飞轮组的结构、作用和工作原理;
2.能够按照正确拆装步骤对曲轴飞轮组进行拆卸和安装;
3.掌握曲轴弯曲变形的检验方法,并能读出测量数据;
4.能够正确地对曲轴主轴颈、连杆轴颈进行检验,能根据测量数据计算出圆度、圆柱度,并确定出修理尺寸;
5.掌握曲轴轴向间隙、径向间隙的检验方法。
必备知识
1.曲轴飞轮组的构造
1)曲轴
(1)功用与工作条件
曲轴的主要功用是把活塞连杆组传来的气体压力转变为转矩并对外输出,另外,曲轴还用来驱动发动机的配气机构和其他各种辅助装置。
桑塔纳轿车的曲轴有锻造和铸造两种。锻造曲轴用50号中碳钢模锻成型,退火后进行粗磨,再经中频淬火后进行精加工。
(2)结构与平衡
曲轴的基本组成包括前轴端、主轴颈、连杆轴颈、曲柄、平衡量和后端凸缘等,一个连杆轴颈与它两端的曲柄及主轴颈构成一个曲拐。
知识链接
曲轴的曲拐数取决于气缸的数目和排列方式。直列发动机曲轴的曲拐数等于气缸数;V形发动机曲轴的曲拐数等于气缸数的一半。
主轴颈是曲轴的支承部分。每个连杆轴颈两边都有一个主轴颈者,称为全支承曲轴,显然全支承曲轴的主轴颈总比连杆轴颈数多一个;主轴颈少于连杆轴颈者,称为非全支承曲轴。全支承曲轴的优点是可以提高曲轴的刚度,且主轴承的负荷较小。故它在汽油机中被广泛采用。

图2-23 AJR型发动机曲轴
以AJR型发动机为例,如图2-23所示,桑塔纳轿车采用全支承结构,共有五个主轴颈。四个连杆轴颈配角为180°,1、4缸连杆轴颈与2、3缸连杆轴颈各在一个平面内。主轴颈直径为54mm,连杆轴颈直径为47.8mm,曲柄半径为43.2mm,重叠度为7.7mm,曲轴全长为426.5mm。
时超发动机的曲轴上钻有贯穿主轴承、曲柄和连杆轴承的油道,以使主轴承内的润滑油经此贯穿油道流至连杆轴承。
由于曲柄对称布置,往复惯性力和离心力及其产生的力矩,从整体上看都能互相平衡,但曲轴的局部却受到弯曲作用,都会使曲轴弯曲变形,引起主轴颈和轴承的偏磨。为了减轻主轴承的负荷,改善其工作条件,一般都在曲柄的相反方向设置平衡重。时超发动机的平衡重有的与曲轴制成一体,如图2-24所示为AJR型发动机主轴承盖及止推片。

图2-24 AJR型发动机主轴承盖及止推片
(3)曲轴前后端的密封和轴向定位
曲轴前端装有驱动配气机构凸轮轴的正时齿轮、驱动风扇和水泵的带轮等。
为了防止机油沿曲轴轴颈外漏,在曲轴前端装有甩油盘,随着曲轴旋转,当被齿轮挤出和甩出来的机油落到盘中时,由于离心力的作用,被甩到齿轮室盖的壁面上,再沿壁面流下来,回到油底壳中。曲轴后端有安装飞轮用的凸缘。为了防止机油向后漏出,常采用甩油盘、油封和回油螺纹等封油装置。
发动机工作时,曲轴经常受到离合器施加于飞轮的轴向力及其他力的作用,从而有轴向窜动的可能。因曲轴的窜动将破坏曲柄连杆机构一些零件的正确位置,必须用止推片加以限制。在曲轴受热膨胀时,其应能自由伸长,所以曲轴上只能有一个地方设置轴向定位装置。
时超发动机的曲轴则采用了半圆形止推环,安装在第3道主轴颈上进行轴向定位。
知识链接
曲拐的布置
直列四缸四冲程发动机曲轴曲拐的布置:这种曲轴曲拐对称布置于同一平面内,做功间隔为720°/4=180°,各缸的工作顺序有1-3-4-2和1-2-4-3两种。
直列六缸四冲程发动机曲轴曲拐的布置:曲拐均匀布置在互成120°的三个平面内,做功间隔角为720°/6=120°。
V形八缸四冲程发动机曲轴曲拐的布置:这种曲轴只有四个曲拐,结构形式有正交于两平面内的空间曲拐和平面曲拐两种。空间曲拐平衡性较好,应用较多。空间曲拐发动机气缸中线的夹角均为90°,各缸做功间隔角为720°/8=90°。
2)飞轮
飞轮的主要功用是通过贮存和释放能量来提高发动机运转的均匀性和改善发动机克服短暂的超负荷能力,与此同时,又将发动机的动力传给离合器。
如图2-25所示,飞轮是一个转动惯量很大的圆盘。为了保证在有足够转动惯量的前提下,尽可能减小飞轮的质量,应使飞轮的大部分质量都集中在轮缘上,应而轮缘通常做得宽而厚。
飞轮多采用灰铸铁制造,飞轮上通常刻有点火正时记号,以便校准点火时间。飞轮与曲轴装配后应进行动平衡,否则在旋转时因质量不平衡而产生的离心力,将引起发动机的振动并加速主轴承的磨损。做完动平衡的曲轴与飞轮的位置是固定而不能再变的。为避免装错而引起错位,使平衡受到破坏,飞轮与曲轴之间应有严格的相对位置,用定位销或不对称布置的螺栓予以保证。

图2-25 AJR型发动机飞轮
桑塔纳AJR型发动机的飞轮是用灰铸铁制成的较重圆盘,能贮存发动机做功行程中的部分能量,用以克服其他行程的阻力,使发动机运转平稳。其外径为287.22mm,轴向最大尺寸为25mm,外缘上镶有132个齿的齿圈。发动机启动时,飞轮齿圈与启动机齿轮啮合,带动发动机启动。
时超发动机的飞轮上打有点火正时标记“O-”,当该标记与飞轮壳上的记号“-”对齐时,即“-O-”,则表示第一缸为上止点位置,如图2-26所示。

图2-26 飞轮正时标记
桑塔纳AJR型发动机的曲轴与飞轮连接,采用非对称布置螺栓定位方式。它靠曲轴凸缘上的6个非对称布置的螺栓定位,且螺栓拧紧力矩比较大,借助飞轮与曲轴凸缘间的磨擦力矩,输出曲轴的最大转矩。
2.曲轴轴颈的磨损特点
曲轴主轴径及连杆轴径在工作过程中主要是承受气缸内燃料燃烧产生的爆发力和活塞连杆组往复运动的惯性力,由于两者的合力对轴径圆周各部位作用的不均匀性,致使曲轴径向呈现椭圆形磨损,最大磨损发生在曲轴的曲柄方向;而油孔布置的不对称、曲轴弯曲、缸体及连杆的变形等因素的影响,将造成曲轴沿长度方向呈现锥形磨损。
任务实施
1.考核标准

2.相关设备
时超发动机、百分表、外径千分尺、高度游标卡尺、平台、V形铁。
3.注意事项
(1)在进行拆装作业时,必须按正确的顺序和合理的方法进行操作,以免造成人为损坏,拆卸后,各零件应按结构连接关系及材质分类存放。连杆螺栓等重要螺栓应按规定顺序进行拆卸;装配时,应按顺序及力矩进行拧紧。
(2)配合精度要求较高的零件(如曲轴主轴承、主轴承盖等)拆装时,应核对和做好装配标记,并按顺序进行摆放。
(3)装配之前,应将各零件彻底清洗干净。
4.实施步骤
1)曲轴飞轮组的拆装
拆卸步骤:
①将曲轴箱朝上,用木柄插入缸体中,将曲轴卡死不能转动。
②用扭力扳手依次松开飞轮上6个非对称布置的紧固螺栓,用木柄轻轻敲下装在曲轴上的飞轮,如图2-27所示。

图2-27 曲轴的拆卸
③用专用套筒旋下曲轴正时齿轮上的紧固螺栓,取下曲轴正时齿轮,如图2-28所示。
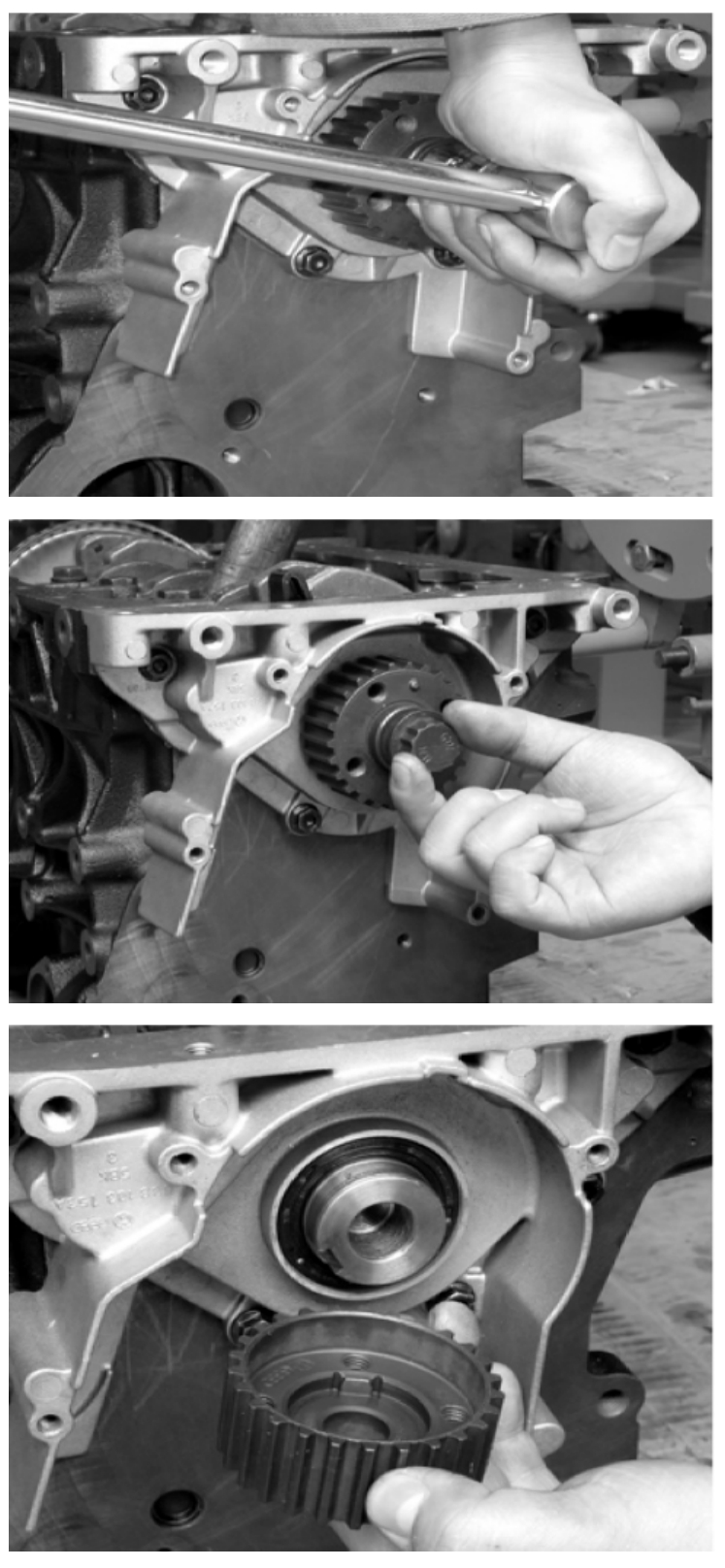
图2-28 正时齿轮的拆卸
④拆下曲轴前油封座,如图2-29所示。

图2-29 曲轴前油封的拆卸
⑤松掉张紧器螺栓,拿出张紧器,将油泵驱动链条取下,如图2-30所示。

图2-30 油泵驱动链条的拆卸
⑥拆下曲轴后油封座,如图2-31所示。

图2-31 曲轴后油封的拆卸
⑦拆下曲轴主轴承盖紧固螺栓,不能一次性全部拧松,必须分次从两端到中间逐步拧松,然后逐个取下主轴承盖及主轴瓦,如图2-32所示。

图2-32 拆卸曲轴主轴承盖
⑧取出半圆形止推片,抬下曲轴,再将轴承盖、轴瓦按原位装回,并将固定螺栓拧入少许,如图2-33所示。

图2-33 取出曲轴
安装步骤与拆卸顺序相反,安装时应注意以下几点:
①将曲轴安装在缸体上,在第三道主轴颈两侧安装半圆止推垫片,其开口必须朝向曲轴。拧紧、紧固螺栓应从中间轴承盖向左右对称进行,如图2-34所示。

图2-34 止推片的安装

图2-35 飞轮的安装
②飞轮内孔中的滚针轴承,安装时应使用滚针轴承有标记的一端朝向外面;并保证装好后,轴承外端面与飞轮安装孔外端面相距1.5mm。
③安装飞轮上6个非对称布置的紧固螺栓时,拧紧力矩是75N·m,如图2-35所示。
2)曲轴变形的检验
(1)曲轴裂纹的检验
曲轴不允许有任何性质的裂纹存在,因此,在修理过程中应采用浸油敲击法等对曲轴进行隐伤检验。采用浸油敲击法进行检验时,可先将煤油(或柴油)刷涂到曲轴表面上或将曲轴置于煤油(或柴油)中浸泡一定时间,将曲轴表面擦干并撒上白粉,然后用小锤分段敲击,如有明显油迹出现,则表明该处有裂纹。
(2)曲轴弯曲变形的检验
生产中通常以曲轴两端公共轴线为基准,通过测量中间主轴颈的径向圆跳动误差来反映曲轴的弯曲程度,其测量方法如下:
①支撑曲轴:将曲轴两端主轴颈分别放置于检验平板上的V形铁上,使曲轴两端保持等高。
②安装百分表:通过磁性表座将百分表支撑于检验平板上,将百分表触头垂直抵靠在曲轴中间主轴颈上,并使其测杆有lmm左右的预压量,如图2-36所示。
③测量误差:慢慢转动曲轴一周,百分表指针所指示的最大值与最小值之差即为曲轴的径向圆跳动。时超发动机曲轴径向圆跳动的误差应不大于0.03mm,否则应对其弯曲变形进行校正或更换。
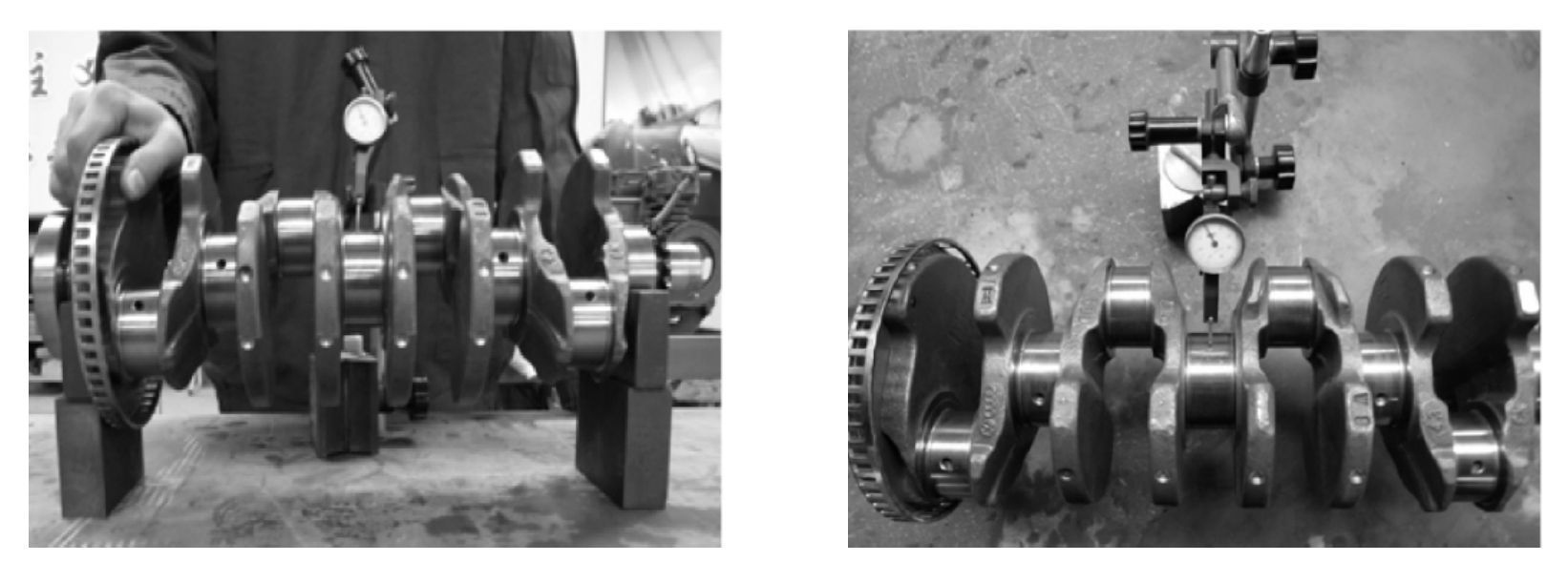
图2-36 曲轴弯曲变形的测量
3)曲轴轴颈磨损的检修
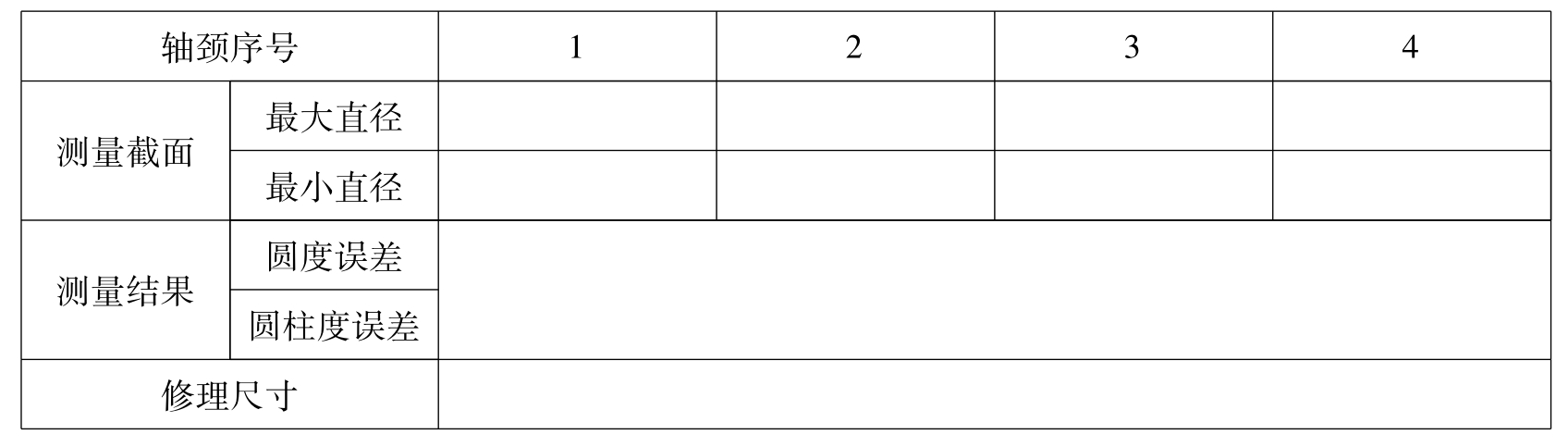
(1)曲轴轴颈磨损的检验
检验曲轴轴颈的磨损程度通常是用外径千分尺测量其圆度和圆柱度。测量时,在每一道轴颈上取两个截面。在每一个截面上,先在轴颈磨损的最大部位处测量,找出最小直径,在同一横截面上找出磨损最小部位的最大直径。同一横截面上所测得的最大与最小直径差值之半即为该截面的圆度误差,同一轴颈上两截面所测得的圆度误差进行比较,取大者作为该轴颈的圆度误差;同一轴颈上任意截面所测得的最大与最小直径差值之半即为该轴颈的圆柱度误差。
(2)曲轴轴颈的磨削
曲轴主轴颈及连杆轴颈的圆度和圆柱度误差应不大于0.02mm,标准值应为0.01mm,否则应按修理尺寸在专用曲轴磨床上进行磨轴修复,如表2-3所示。
表2-3 曲轴磨削数据表

4)检查曲轴的轴向间隙
检查曲轴轴向间隙时,如图2-37所示,可在曲轴前端面处安装一个千分表,然后将曲轴后移至极限位置,将千分表调整为零。再将曲轴前移至极限位置,此时读出千分表上的读数,即为曲轴轴向间隙值。曲轴的轴向间隙为0.07~0.21mm,磨损极限值0.30mm。

图2-37 曲轴轴向间隙的测量
5)检查曲轴的径向间隙
(1)拆下曲轴轴承盖,清洁曲轴轴承和曲轴轴颈。
(2)将塑料间隙测量片放在轴颈或轴承上,如图2-38(a)所示。
(3)装上曲轴主轴承盖,并用65N·m力矩紧固,不得使曲轴转动。
(4)拆下曲轴主轴承盖,测量挤压过的塑料间隙测量片的厚度,如图2-38(b)所示。
曲轴径向间隙应为0.03~0.08mm,磨损极限值为0.17mm。超过磨损极限时,应对相应轴承进行更换。
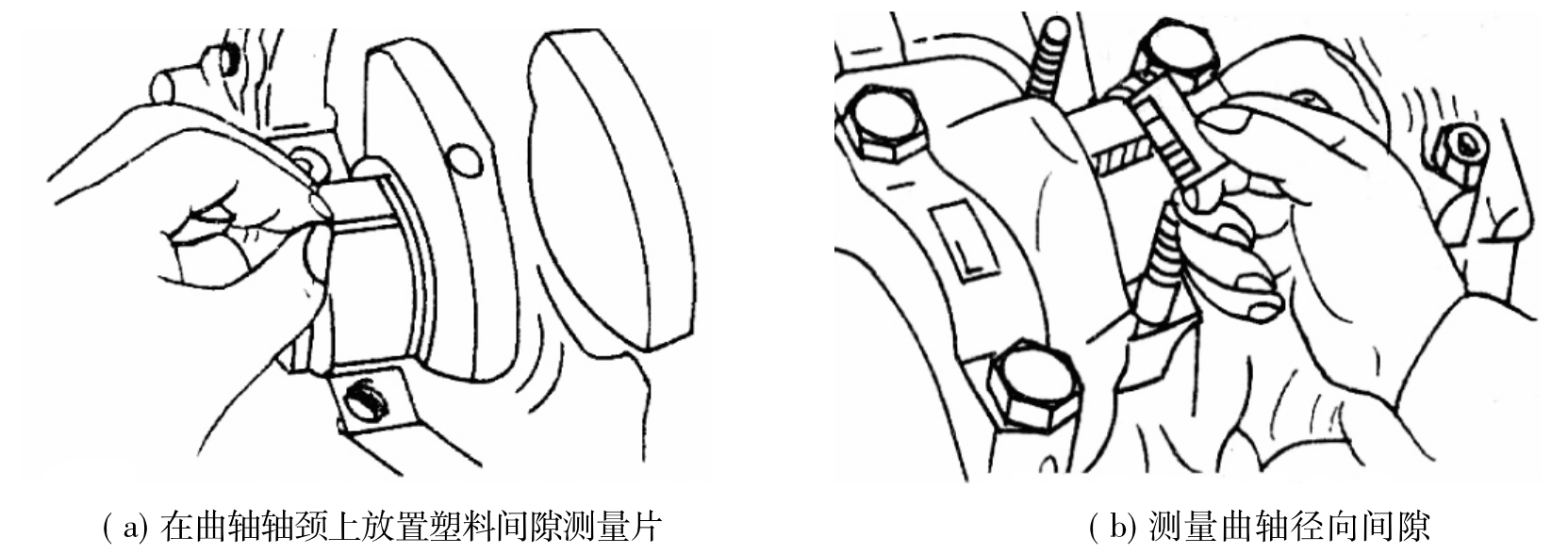
图2-38 曲轴径向间隙的测量
任务报告
理论习题
1.曲轴为什么要进行轴向定位?怎样定位?为什么只能有一处定位?
2.飞轮的功用是什么?
3.曲拐布置的类型有哪些,各自特点是什么?
4.曲轴的作用是什么?它由哪几部分组成?
5.曲轴的两端是如何实现密封的?
实训报告
实训题目:_______________________________________
实验时间:_______________________________________
实训人员姓名:___________________________________
仪器、设备准备:_________________________________
实训过程:_______________________________________
主轴颈磨损的检验记录表(mm)

连杆轴颈磨损的检验记录表(mm)
实训成果及分析:________________________
_______________________________________
_______________________________________
实训体会或实训建议:____________________
_______________________________________
_______________________________________
任务评价

教师签名:____________学生签名:___________
日期:___________
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









