



八、水平固定管对接操作技术
1.内填丝法打底焊
应用内填丝法焊接时,焊丝直径通常在2.5~3.5mm,钝边为1~1.5mm,焊接电流为70~75A,焊接电弧呈锯齿形摆动。
为方便焊接,通常把管焊缝按时钟位置分为四个部位。时钟的12点位置至3点位置为F区、时钟3点位置至6点位置为H区、时钟6点位置至9点位置为B区、时钟9点位置至12点位置为D区,焊缝按时钟位置分布见图4-115。
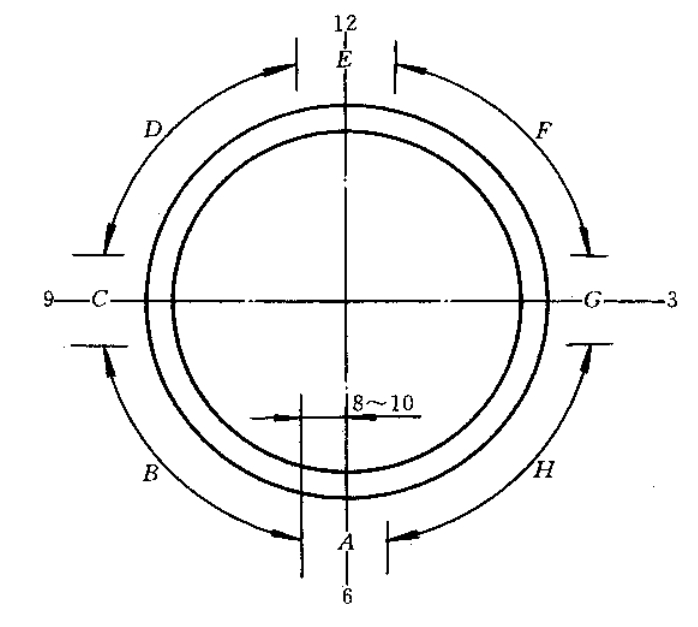
图4-115 水平固定管对接焊缝的时钟位置图
(1)H区焊缝焊接技术。
由3点钟位置引弧,右手握焊枪,左手握焊丝。焊丝由B区域伸进管内向3点位置的电弧区送入,焊枪与管切线成75°~85°夹角,与焊丝成90°角。引弧前先按选定的氩气流量对准引弧点放气5~10s,以排除焊接处的有害气体及检查供气是否稳定,然后开始引弧。引弧后,观察电弧下面的坡口根部,有“出汗”现象时立即填加焊丝,形成熔池后,由此顺时针向下焊接,焊丝总是由B区域送至焊接电弧下面,直至接近时钟5点位置熄弧(过时钟4点位置8~10mm),如图4-116所示。
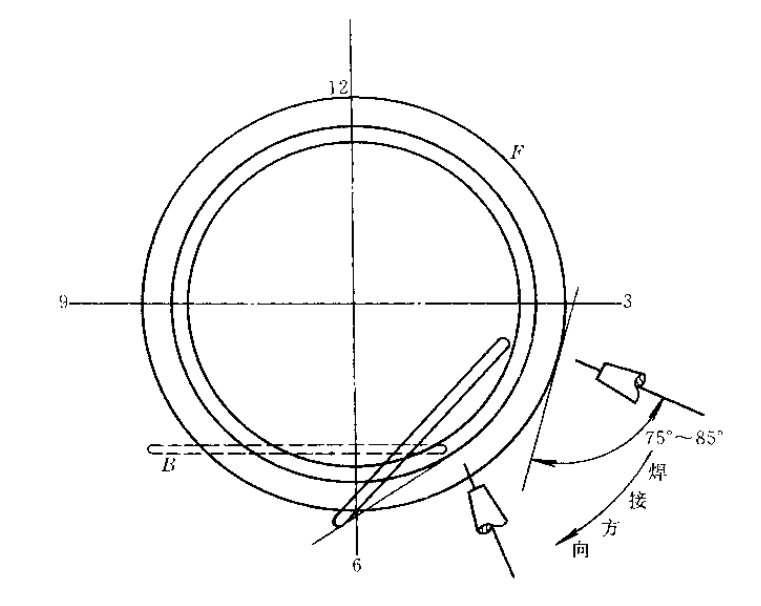
图4-116 水平固定管H区焊缝焊接技术
(2)B区焊缝焊接技术。
焊枪在9点钟位置引弧,焊丝由F区域送进管内到时钟9点位置电弧下。焊工左手握焊枪,右手握焊丝。焊枪与管切线成75°~85°角,与焊丝成120°角下向焊接。其他操作与H区焊缝的焊接相同。当焊接接近收口时(接近时钟5点位置),由于间隙变小,不利于焊工观察熔池和送丝,这时可以由内填丝改为外填丝法焊接。焊枪、焊丝、管子之间角度及填丝见图4-117。

图4-117 水平固定管B区焊缝焊接技术
(3)F区焊缝焊接技术。
F区焊缝为立向上爬坡焊缝,采用外填丝法要比内填丝法方便焊接。
外填丝法为焊工右手握焊枪,左手握焊丝,焊丝由D区域送进管内,向时钟3点位置电弧区域送入,焊接方向是由时钟3点位置向12点位置逆时针焊接,见图4-118。当焊至12点位置时收弧,收弧时注意填满弧坑,灭弧后观察熔池颜色完全变暗,3~5s后再关保护气阀,停止送气。

图4-118 水平固定管F区焊缝焊接技术
(4)D区焊缝焊接技术。
焊工右手握焊枪,左手握焊丝,焊丝由D区域紧贴着12点位置送入9点位置电弧区。焊接方向是从时钟9点焊至12点收弧。此段焊缝是立焊爬坡。焊枪与焊丝、管件角度见图4-119。
焊丝虽然由D区域紧贴着12点位置用内填丝法送丝,但随着焊接过程逐渐接近时钟12点位置,焊缝越来越短,焊丝由内填丝法也逐渐过渡为外填丝法。收口时要注意填满弧坑。电弧熄弧后,待焊缝颜色变暗再关闭气阀,停止氩气送入。

图4-119 水平固定管D区焊缝焊接技术
2.外填丝法打底焊
外填丝法焊接时是在管外送丝。将水平固定管分为左、右两个部分,可以由仰焊处分左和右两路焊至平焊位置,也可以由平焊位置分左、右两路焊至仰焊位置。焊工可以根据操作是否方便而选定焊枪、焊丝握在哪只手中。在施焊时,焊丝始终是由管子外壁送入电弧中,因此,焊缝根部间隙小于焊丝直径,一般在1.5~2mm,钝边为0.5~1mm,焊接电流为65~70A。运弧时,电弧呈月牙形摆动。小管水平固定外填丝法焊接路线见图4-120。
(1)立向上焊接。

图4-120 水平固定管外填丝焊接路线
①左侧焊缝操作方法。焊工位于焊管下方,仰视管接头,左手握焊枪,右手握焊丝,自管子仰焊位置(时钟6点钟位置)引弧,逆时针焊至时钟3点钟位置收弧。然后改用右手握焊枪,左手握焊丝,自仰焊位的A处焊缝上引弧,在电弧燃烧稳定后,将电弧向左移至B处开始送丝焊接,顺时针由时钟6点位置仰爬焊至时钟9点位置变立焊,立焊爬坡焊至时钟12点位收弧,收弧时注意填满弧坑。在左半部焊接过程中,焊枪与焊丝、管子之间的夹角见图4-121。
②右侧焊缝操作方法。焊接右半部时,焊工右手握焊枪,左手握焊丝,在时钟3点钟位置焊缝A处引弧,当电弧燃烧稳定后,迅速将电弧移至B处开始送丝焊接,逆时针由时钟3点位向上立焊爬坡焊至12点位平焊,在收口处熄弧。熄弧时注意填满弧坑。焊枪、焊丝和管子之间的角度见图4-122。

图4-121 水平固定管左侧外填丝焊接技术

图4-122 水平固定管右侧外填丝焊接技术
(2)立向下焊接。
焊前在时钟的12点位置、6点位置进行定位焊接,定位焊点要饱满。
①右下侧焊缝操作技术。先在时钟的3点位置引弧焊接。这时焊工右手握焊枪,左手握焊丝,焊丝沿焊管的切线位置送入电弧下面气体保护区,当焊接坡口根部有“出汗”现象时,即送入焊丝熔化。送丝动作要稳,熔化一滴后立即将焊丝退出电弧区,但要停在气体保护范围内;等待第二次送入焊丝。如此周而复始,焊缝由时钟的3点位置焊起,至6点位置A处熄弧。熄弧时应注意填满弧坑。焊枪、焊丝和管件之间的角度见图4-123。

图4-123 水平固定管右下侧焊接技术
②左下侧焊缝操作技术。焊工右手握焊枪,左手握焊丝,在时钟9点位置处引弧,沿逆时针方向焊接,焊至仰焊位置(时钟6点位置)熄弧。焊枪、焊丝、管件之间的角度见图4-124。

图4-124 水平固定管左下侧焊接技术
③右上侧焊缝操作技术。焊工左手握焊枪,右手握焊丝,自时钟12点A位置引弧顺时针方向焊接。焊枪、焊丝、管子之间的角度见图4-125。
④左上侧焊缝操作技术。焊工右手握焊枪、左手握焊丝,自时钟12点位置引弧,逆时针方向焊接,焊至9点位置收口熄弧。焊枪、焊丝、管件之间的角度见图4-126。

图4-125 水平固定管右上侧焊接技术

图4-126 水平固定管左上侧焊接技术
外填丝立向下焊接时,要求焊工左、右手都能握焊枪,左、右手都能稳定而准确地进行填丝,在填丝时,注意焊丝不要与钨极相碰,以免焊缝出现夹钨。
综上所述,外填丝法适用于焊接各类管径和各种空间位置的焊件。坡口根部间隙可以小于焊丝直径。内填丝法焊接,适用于各种小直径管仰焊位置的焊接,工艺简单,容易焊透,但要求焊缝的间隙大于焊丝直径。在实际焊接生产过程中,受各种因素的影响,需要焊工按焊件的实际情况选择填丝方法。
3.自熔法打底焊操作技术
自熔法打底焊操作技术适用于小直径管的焊接,焊接过程中不需要填充焊丝,能焊各类钢材。在组装管子定位焊接时,接头无间隙。V形坡口或双V形坡口的管子对接焊时,钝边为0.5~1mm,U形坡口的管子对接焊时,其钝边应为1.8~2mm。焊接过程中,钨极始终与熔池相垂直,这样,在氩气层流的保护下,钝边将被很好地熔化。由于某种原因造成管子接头内壁的个别处有错口时,钨极应对准内壁较凸出的一侧,以确保熔透。焊接速度不宜过慢,焊接电流也不宜过大,以防止焊缝发生过烧缺陷。
过烧缺陷是指打底层焊缝的背面烧坏,呈颗粒状,十分坚硬。在实际焊接过程中,打底焊和电弧盖面焊都有可能发生过烧,所以,在焊接过程中要特别注意。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











