



三、垂直固定管的焊接操作技巧
1.焊接特点
垂直固定管即管子处于垂直或接近于垂直位置,而焊缝则处于水平位置,其焊接特点如下:
(1)焊缝处于水平位置,下坡口能托住熔化的铁水,不至于流失。
(2)铁水因自重下淌,呈泪珠状,要控制焊波成形比立焊困难。
(3)采用多层焊,焊道不断重叠,最易引起层间焊不透和夹渣。
(4)接头最少,若不点固时,横焊只有一个接头。
(5)由于焊道之间的“退火”作用,能使焊缝和热影响区硬度下降,塑性和韧性得到改善,焊口的综合性能较好。
2.装配及定位焊
为了充分发挥横焊接头少的特点,能不定位的尽量不定位。一般小径管定位一处,中径或大径管定位两处。定位高度和长度与全位置焊要求相同。
为了使焊口对正,管子端面应垂直于管子轴线。焊接之前,坡口及其两侧10mm范围内应清除锈污,露出金属光泽。

图4-4 错口接头
当对口两侧管径不等,即出现错口时,可将直径较小的管子置于下方,并且保证沿圆周方向的错口大小均等,要绝对避免偏于一侧集中错口。若错口值很大时,将不可能熔透,在根部必然产生咬边缺陷,这种缺陷会引起应力集中,从而导致焊缝根部破裂,如图4-4所示。但错口大于2mm时则必须加工,使其内径相同,加工坡度为1∶5,如图4-5所示。

图4-5 管子内圆加工示意图
3.打底焊
横焊比较容易掌握,只要注意焊条角度、焊接电流、焊接速度,不出焊瘤和夹渣就行了。第一层焊波要求在坡口正中偏下,焊缝的上部不要有尖角,下部不得有黏合缺陷。
根据点焊位置,选定起焊点引弧。先用长弧预热坡口两侧,待坡口接近熔化温度时,压低电弧,先将钝边熔化成一个熔孔,以保证底层熔透和控制熔池温度,从坡口下侧引入焊道形成熔池,如果从坡口上侧引入时,熔滴会坠落在未熔化的坡口下侧表面上形成黏合缺陷。由于重力的作用,熔池金属向下淌,此时可将焊条朝上,并做小的摆动。为了避免因操作不当而在底层造成夹渣、气孔等,焊接时电流可稍增大些,或压低电弧,运条速度不宜太快。熔池形状尽可能控制为斜椭圆形。如果熔渣和铁水混合不清,可将电弧略为拉长向后带一下,熔渣即被吹向后方与铁水分离,随后采用直线运条法施焊。焊条角度基本垂直于坡口,采用顶弧焊接。
如果坡口间隙较大时,可将焊条上下摆动,形成较宽的焊道来完成第一层。有时也可采用两道焊波完成第一层。当间隙较小时,电弧要短,电流要大,并要使焊条沿焊缝纵向来回挑弧,使焊条在坡口根部多停留时间确保根部焊透。当更换焊条时,动作要快,即保持焊缝红热状态接上电弧。当焊完一周回到始焊处接头时,焊条要垂直对准始焊处,并将焊条向根部压一下,待听到击穿声,即表示接头处熔透,这时焊条再略加摆动,填满熔池而收弧。具体可分别采用连弧焊和灭弧焊进行操作。
(1)连弧焊。采用连弧焊技法打底焊时,起弧位置应在坡口的上侧,当上侧钝边熔化后,再把电弧引至钝边的间隙处,这时焊条应往下压,焊条与下管壁夹角可适当增大,当听到电弧击穿坡口根部,发出“噗噗”的声音后并且钝边每侧熔化0.5~1mm,形成了第一个熔孔时,引弧工作完成。焊条与下管壁夹角为70°~80°,与焊点处管切线(沿焊接方向)方向夹角为75°~85°,如图4-6所示。
焊接时,焊接方向由左向右,采用斜椭圆形运条法,并始终保持短弧施焊。

图4-6 打底层(连弧焊)的焊条角度
焊接过程中,为了防止熔池金属产生泪滴形下坠,电弧在上坡口侧停留的时间应略长些,同时要有1/3电弧通过坡口间隙在管内燃烧。电弧在下坡口侧只是稍加停留并有2/3的电弧通过坡口间隙在管内燃烧。打底层焊道应在坡口正中偏下,焊缝上部不要有尖角,下部不允许熔合不良等缺陷出现。
与定位焊缝接头时,当焊接到定位焊缝根部,焊条要向根部间隙位置顶一下,当听到“噗噗”声后,将焊条快速运条到定位焊缝的另一端根部预热,看到端部定位焊缝有“出汗”现象时,焊条要往下压,听到“噗噗”声后稍作停顿预热处理,即可仍以椭圆形运条继续焊接。
当焊条接近始焊端起弧点进行收弧时,焊条要在始焊端收口处稍作停顿预热,看到有“出汗”现象时,将焊条向坡口根部间隙处下压,让电弧击穿坡口根部,听到“噗噗”声后稍作停顿,然后继续向前施焊10~15mm,填满弧坑即可。
(2)灭弧焊。采用灭弧焊技法打底焊时,起弧位置同样在坡口的上侧,电弧引燃后,对起弧点处坡口上侧钝边进行预热,上侧钝边熔化后,再把电弧引至钝边的间隙处,使熔化金属充满根部间隙。这时,焊条向坡口根部间隙处下压,同时焊条与下管壁夹角适当增大,当听到电弧击穿根部发出“噗噗”的声音后,钝边每侧熔化0.5~1mm并形成第一个熔孔时,完成引弧。
焊接时的焊条角度同连弧焊时的焊条角度,见图4-6所示。
灭弧焊单面焊双面成形有三种焊接手法,即一点焊法、二点焊法和三点焊法。当管壁厚为2.5~3.5mm,根部间隙小于2.5mm时,由于管壁较薄,焊接多采用一点焊法;根部间隙大于2.5mm时,采用二点焊法;当管壁厚大于3.5mm,根部间隙小于2.5mm时,采用一点焊法;根部间隙大于2.5mm时,可采用二点焊法,根部间隙大于4mm时,要采用三点焊法。
焊接时从左向右进行焊接,逐点将熔化金属送到坡口根部,然后迅速向侧后方灭弧,灭弧动作要干净利落,不拉长弧,防止产生咬边缺陷。灭弧与重新引弧的时间间隔要短,灭弧频率以70~80次/min为宜。灭弧后重新引弧的位置要准确,新焊点应与前一个焊点搭接2/3左右。
焊接过程中要注意保持焊缝熔池形状与大小基本一致,熔池中液态金属与熔渣要分离并保持清晰明亮,焊接速度要保持均匀。
灭弧焊时,与定位焊缝的接头、收弧操作与连弧焊时相同。
(3)更换焊条的接头方法。更换焊条时,接头方法有热接法和冷接法两种,打底层焊缝更换焊条时多用热接法,这样可以避免背面焊缝出现冷缩孔或未焊透、未熔合等缺陷。
采用热接法时,在焊缝收弧处熔池尚保持红热状态时,迅速更换完焊条并在收弧斜坡前10~15mm处引弧,然后将电弧拉到斜坡上运条预热,在斜坡终端最低点处压低电弧,击穿坡口根部后,稍停一下,使钝边每侧熔化0.5~1mm并形成熔孔,即可恢复原来的操作手法继续焊接,热接法换焊条动作应越快越好。
采用冷接法时,焊缝熔池已经凝固冷却。焊接引弧前,在收弧处用角向磨光机或锉刀等修磨出斜坡,然后在斜坡前10~15mm处引弧并运条预热斜坡,在斜坡终端最低点处有“出汗”现象时,压低电弧击穿坡口根部,同时稍作停顿,使钝边每侧熔化0.5~1mm并形成熔孔,这时可恢复原来操作手法继续焊接。
4.填充层焊接
中间焊缝对中、小径薄壁的管子,可采用一道焊波为一层的施焊方法,不采用多道焊法,这样焊道少,出现缺陷的机会少,效率又高,但此焊法操作工艺较难掌握。对于大、中径的厚壁管子,可采用多层多道焊法,此方法容易掌握,但要注意焊道平整,不应出现深槽,努力做到工艺美观。
多层多道焊时选择电流要稍大些,采用直线运条,焊道间要充分熔化。焊接速度要适当,运条过程中在凸处要快,凹处要慢,焊道自下而上应排列紧凑,焊条的倾角随焊道部位而变,即下部倾角要大,上部倾角要小。在焊接过程中要保持熔池清晰,当熔渣与铁水分不清时,可拉长电弧往后带一下,将熔渣和铁水分离。
5.盖面焊
盖面焊的尺寸和全位置要求相同,但外表成形方法如果掌握不好,往往会焊道太多,顾此失彼;焊道间温差较大,出现明显的沟槽,中间部分凸不出来,最后一道焊缝又低不下去。针对这些问题,工艺和操作上可采用如下措施。
(1)在焊接中间层的最后一层时,坡口两边要留出少许,中间部位稍微凸出,为得到凸起的加强面作好准备。
(2)盖面焊时,上下焊道要快,中间要慢,使加强面成为凸焊缝。
(3)焊道间可不清理渣壳,并要连续一次焊完,这样会减少温度下降,改善焊缝的成形。
(4)最后的上部焊道,焊条倾角要变小,防止出现咬边现象。
焊前要仔细清理打底层焊缝与管子坡口两侧母材夹角处及焊点与焊点叠加处的焊渣。采用直线形运条法,不做横向摆动,自左向右,根据管壁厚度确定的盖面层焊道数,一道道地从最下层焊缝开始焊接,直至最上层盖面焊缝焊完并熔进上侧坡口边缘1~2mm为止,每道焊缝与前一道焊缝搭接1/3左右,盖面层焊缝与管应有2~3道焊缝,如图4-7所示。
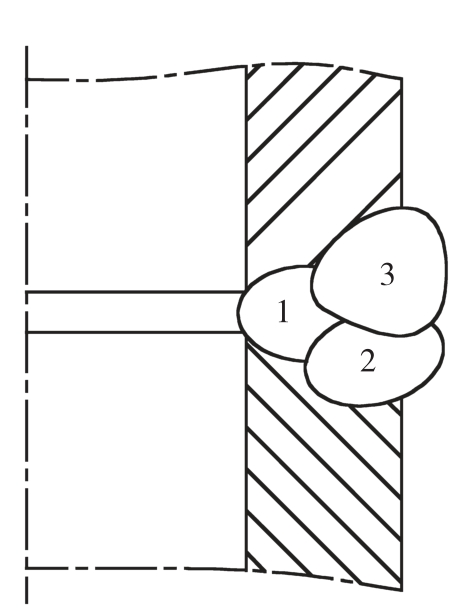
图4-7 盖面焊的焊接顺序
当盖面焊缝为两道焊缝时,第一道焊缝的焊条与下管壁夹角为75°~80°,第二道焊缝的焊条与下管壁夹角为80°~90°,如图4-8(a)所示;当盖面焊缝有三道焊缝时,第一道焊缝的焊条与下管壁夹角为75°~80°,第二道焊缝的焊条与下管壁夹角为95°~100°,第三道焊缝的焊条与下管壁夹角为80°~90°,如图4-8(b)所示。

图4-8 盖面层的焊接角度
所有盖面焊道,焊条与焊点处管切线焊接方向夹角均为80°~85°,如图4-9所示。
盖面焊道为三道焊缝时,每道焊缝应与前一道焊缝搭接1/2左右,与管件下坡口相接的第一道焊缝应熔化坡口边缘1~2mm为宜,第二道焊缝要比第1道焊缝速度稍慢些,使焊缝中部熔池凝固后形成凸起,第三道焊缝焊接速度应比第二道焊缝稍快,便于形成与上坡口边缘相接的圆滑过渡焊缝,并熔入上坡口边缘1~2mm。
接头方法通常采用热接法,其操作技巧见打底焊。另外,当单人焊接较大直径管道时,如果沿圆周连续施焊,则变形较大,必须采用反方向分段跳焊法来焊接,如图4-10所示。

图4-9 焊条与焊接方向(管切线)夹角

图4-10 反向分段跳焊法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










