



子任务九 垂直固定管焊
目标要求
1.学会运用转腕运条技法进行操作。
2.掌握垂直固定管多层多道焊的操作技能。
一、任务
任务如图1.62所示。

图1.62
注:焊缝符号表示钝边P、坡口角α、装配间隙b的Y形坡口凸面焊缝对接焊。
二、任务准备
(1)焊件:Q235A钢管,规格为φ133mm×100mm×8mm,一侧加工成30°坡口,两根管子装配一组焊件。
(2)焊条:E4303型,直径为3.2mm。
(3)装配与定位焊。在保证管子轴线中心对正的前提下,按圆周方向均布定位焊缝,大管可焊2~3处,每处定位焊缝长10~15mm,根部间隙2~4mm(起焊处的间隙要大1mm)。
三、任务相关知识
垂直固定管的焊接位置为横焊,不同于板对接横焊,在焊接过程中要不断地沿着管子曲率移动身体,并且要逐渐调整焊条角度沿管子圆周转动。因此操作有一定的难度,焊接应注意以下问题。
(1)运条时,焊条角度要随管子圆周位置而变,手腕转动不灵活会使电弧过长,加之焊接电流过大,在盖面焊缝上边缘容易产生咬边。
(2)当焊接电流过小,熔渣与熔池混淆不清,熔渣来不及浮出,加之运条速度过快时,在焊缝下边缘容易产生熔合不良或夹渣。当焊接电流过大,运条速度过慢或动作不协调时,在焊缝下边缘容易出现下坠和焊瘤。
(3)薄壁管垂直固定管对接焊单面焊双面成形时,液态金属受重力影响,极易下坠形成焊瘤或下坡口边缘熔合不良,坡口上侧则易产生咬边等缺陷。因此,焊接过程中应始终保持较短的焊接电弧、较少的液态金属送给量和较快的间断熄弧频率、有效地控制熔池温度,从而可以防止液态金属下坠。
(4)焊条角度应随着环形焊缝的周向变化而变化,由此方可获得满意的焊缝成形。
四、任务实施
(1)熟悉图样,确定焊接工艺参数,见表1.14。
表1.14 垂直固定管对接焊焊接工艺参数

(2)打底层焊。清理焊件表面,将管子垂直固定在工作台上。起焊处选定在定位焊缝的对称面,用断弧焊法进行打底层焊接。为保证坡口根部焊透,应始终保持熔池形状为大小均匀的斜椭圆外形。在坡口内引燃电弧后,拉长电弧带至根部间隙处向内压,待发出击穿声并形成熔池后,马上熄弧(向后下方作划挑动作)使熔池降温。待熔池由亮稍变暗时,在熔池的前沿重新引燃并压低电弧由上坡口带至下坡口,待坡口两侧熔合后形成熔孔,以同一动作熄弧,如此反复地熄弧—燃弧—击穿进行焊接。绕管一周将封闭接头时,在接头缓坡前沿3~5mm处,不再用断弧焊而采用连弧焊至接头处,电弧向内压,稍作停顿,然后焊过缓坡填满弧坑后熄弧。
(3)填充层焊。采取上、下两道堆焊。施焊前,需将打底层焊道上的熔渣及飞溅物等清理干净,有接头超高现象时,用凿子或锉刀修平。填充层焊道分上、下焊道,在下焊道焊接时,在焊接方向上要使焊条与管子切线成60°~70°夹角、与坡口下端成80°~85°夹角,并采用直线形运条法运条,见图1.63。运条过程中始终保持电弧对准打底层焊道下边缘,并使熔池边缘接近坡口棱边(但不能熔化棱边),运条速度要均匀,焊条角度要随焊道部位的改变而变化,焊出宽窄一致的焊道。
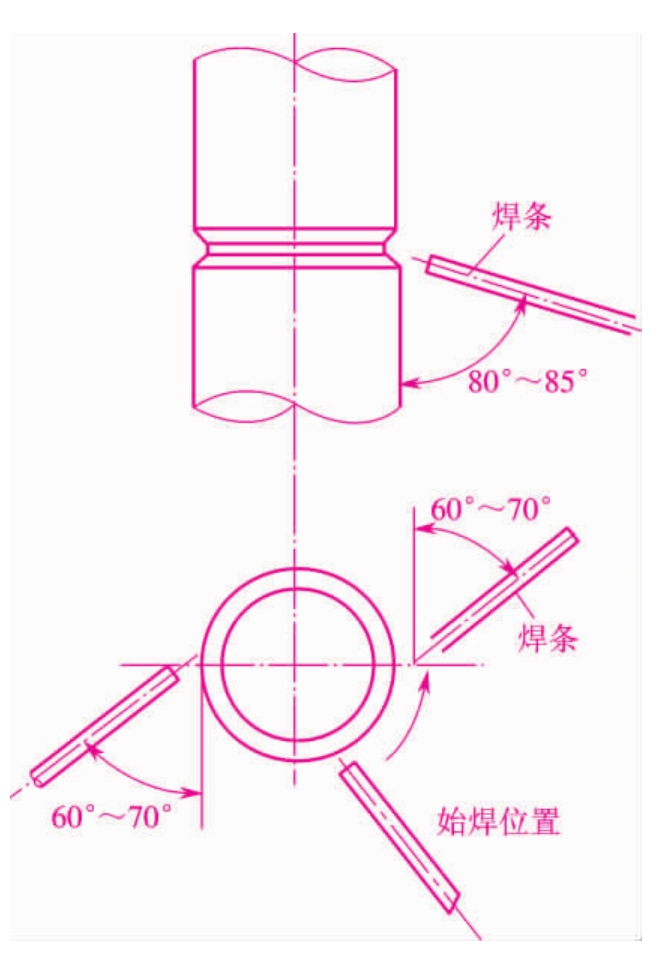
图1.63
接头时,在熔池前方10~15mm处引燃电弧,直接拉向熔池偏上部位,压低电弧向下斜焊,形成新的熔池后恢复正常焊接。接下来进行上焊道焊接,焊条对准下焊道与上坡口面形成的夹角处,运条方法与下焊道相同。但焊条角度向下适当调整,与坡口下端成75°~85°夹角,见图1.63。运条时要注意夹角处的熔化情况,使焊道覆盖住下焊道的1/3~1/2,避免填充层焊道表面出现凹槽或凸起,填充层焊完后,下坡口应留出约2mm,上坡口应留出约0.5mm,为盖面层焊打好基础。
(4)盖面层焊。盖面层运用直线运条法,按三道堆焊。施焊盖面层的下焊道时,电弧应对准下坡口边缘,使熔池下沿熔合坡口下棱边(≤1.5mm),且焊接速度要适宜,以使焊道细些并与母材圆滑过渡。中间焊道焊速要慢,以使盖面层形成凸形。焊最后一条焊道时,应适当增大焊接速度或减小焊接电流,焊条倾角要小,以防止咬边,确保整个焊缝外形宽窄一致、均匀平整。
(5)清理焊件表面熔渣和飞溅物,检查焊缝质量,并注意以下事项。
①垂直固定管打底层焊时,熔滴和熔渣极易下坠,影响对坡口下侧熔孔的观察,且容易产生夹渣。根据经验,焊接电流可适当大些(与水平固定管相比),使电弧落在熔池前沿上,即可出现所需熔孔大小。一般控制坡口钝边的熔化量在1~1.5mm。
②盖面层的上、下焊道是成形的关键。施焊时,其熔化坡口棱边应控制在1~1.5mm,并且要细而均匀,保证焊缝成形宽窄一致并与母材圆滑过渡。
③盖面层焊时,焊道间不清理渣壳,待整条焊缝焊接之后一并清除,为的是保持焊缝表面的金属光泽。
五、任务分配
焊件:Q235A钢管,规格为φ133mm×100mm×8mm,一侧加工成30°坡口,两根管子装配一组焊件。按图1.62要求练习。
焊条:E4303型,直径为3.2mm。
单件工时:45min。
六、任务检测与评价

续表

七、任务总结(任务质量分析)
打底层焊要点是“看熔池,听声音,落弧准”。即观看熔池颜色控制其温度,熔池形状一致,熔孔大小均匀,熔渣与熔池分明;听清电弧在坡口根部击穿的声音;电弧要准确地落在熔池的前沿。
八、复习思考题
(1)垂直固定管打底焊如何操作,要把握哪些要领?
(2)垂直固定管焊接与板对接横焊有哪些异同点?
(3)垂直固定管焊接容易出现哪些缺陷,应如何防止?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









