



【摘要】:窄间隙埋弧焊就是克服上述弊端而发展起来的,其主要特点有:窄间隙埋弧焊的坡口根部间隙为12~35mm,坡口角度为1°~7°,每层焊缝道数为1~3,常采用工艺垫板打底焊。窄间隙埋弧焊要采用颗粒度细、脱渣性好的专用焊剂,为满足高强韧性焊缝金属性能,大多采用高碱度烧结焊剂。
第八节 窄间隙埋弧焊工艺与操作技巧
厚度在50mm以上的焊件如果采用普通的V形或U形坡口埋弧焊,则焊接层数、焊道数多,焊缝金属填充量及所需焊接时间均随厚度成几何级数增长,焊接变形也会非常大且难以控制。窄间隙埋弧焊就是克服上述弊端而发展起来的,其主要特点有:
(1)窄间隙埋弧焊的坡口根部间隙为12~35mm,坡口角度为1°~7°,每层焊缝道数为1~3,常采用工艺垫板打底焊。
(2)为避免电弧在较窄的坡口内产生磁偏吹,通常采用交流电源而不采用直流电源。对韧性要求高的低合金高强钢,采用交流方波电源更为理想。
(3)为使焊丝送达厚板窄坡口根部,需要设计能插入坡口内的专用窄焊嘴,焊丝外伸长度常取50~75mm,以获得较高的熔覆速率。
(4)窄间隙埋弧焊要采用颗粒度细、脱渣性好的专用焊剂,为满足高强韧性焊缝金属性能,大多采用高碱度烧结焊剂。
(5)为保证焊丝和电弧在深而窄的坡口内的正确位置,必须采用自动跟踪控制。
窄间隙埋弧焊设备的整个系统构成方框图见图3-76。
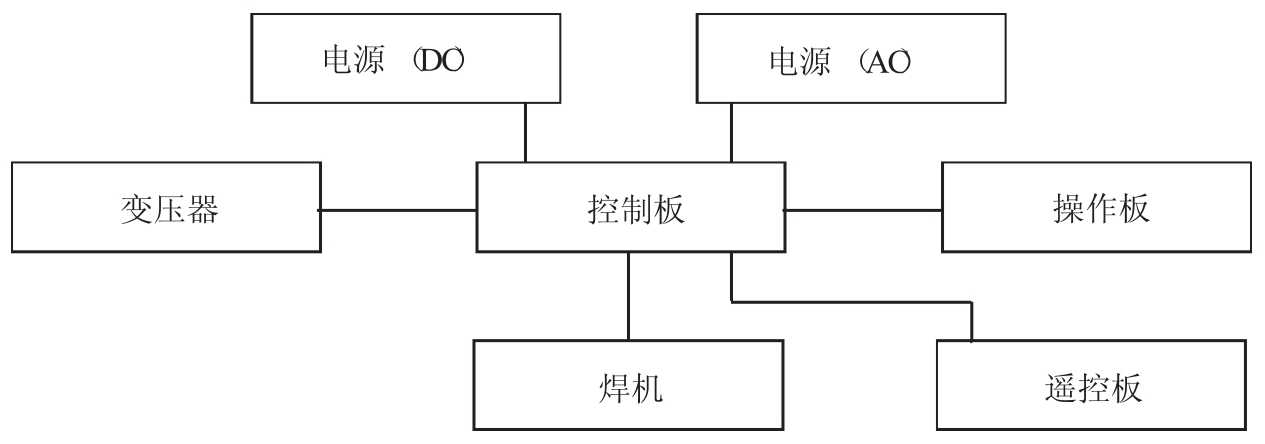
图3-76 窄间隙埋弧焊的系统构成
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









