



4.3 典型回焊炉的运行、操作与维护
任务要点
☆HELLER-1900EXL回焊炉的运行与维护
☆劲拓GS-800回焊炉的运行与维护
4.3.1 HELLER-1900EXL回焊炉的运行、操作、设置与维护
美国的HELLER品牌是市场上使用最为广泛的回焊炉品牌之一,其中HELLER-1900 EXL是其一款典型产品。它的工作性能良好,生产效率也比较高,操作系统采用WINDOWS界面,软件系统的操作也比较易于掌握。
1.HELLER-1900EXL的规格特性参数
1)外观尺寸及设备重量
设备外观长6965cm,宽437cm,高160cm,设备包装重量约2050kg,净重为1588kg。
2)电气参数
HELLER-1900EXL的电力需求是三相380V电压,工作电流为100A。在冷却启动的情况下功率为33kW,正常工作功率是14.4~16.8kW。
3)计算机控制系统规格参数
计算机控制系统规格参数见表4-6。
表4-6 HELLER-1900EXL计算机控制系统参数

4)内部气体系统规格参数
内部气体系统规格参数见表4-7。
表4-7 HELLER-1900EXL内部气体系统规格参数

5)强制对流区规格参数
HELLER-1900EXL的加热方式是热风强制对流式,加热线圈采用低质量镍铬材质,加热反应迅速。加热区总长度为385cm,加热区有12个,分为上12个与下12个共24个加热模组,冷却启动加热时间是10~15min。
6)冷却系统规格参数
HELLER-1900EXL采用强制循环式气冷,共有3个冷却区,每个冷却区长度约40cm,冷却区域总长度为126cm,冷却区风扇速率可以用手动控制调整,冷却速率调整小于4℃。
7)温度控制参数
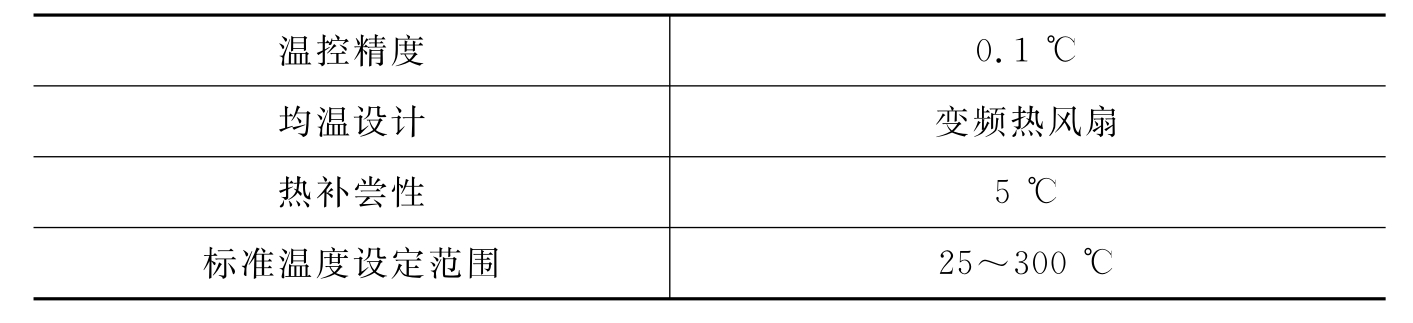
温度控制参数见表4-8。
表4-8 HELLER-1900EXL温度控制参数
8)传送系统相关规格性能参数
传送系统主要规格参数见表4-9。
表4-9 HELLER-1900EXL传送系统规格参数

续表

9)其他规格参数
HELLER-1900EXL其他规格参数见表4-10。
表4-10 HELLER-1900EXL的其他规格参数

2.应用软件操作向导
1)中文操作说明
(1)开机步骤 转开红色主电源开关(由“0”转为“1”),计算机会自动进入如图4-34所示的【Heller Operating Program】对话框。
在【User Name】和【Password】文本框中输入相应的内容后进入选择画面,然后可选择【Edit】(编辑)模式、【Operate】(操作)模式或【Demo Only】模式,按下【OK】按钮后进入选择程序界面。用鼠标点击所需程序并按下【OK】按钮后进入主界面,屏幕上立即出现操作软件主界面如图4-35所示,工具条含义如图4-36所示。

图4-34 【Heller Operating Program】对话框

图4-35 Heller操作软件主界面
图4-35中,SP表示设定值,Heat 1表示第一个加热器,PV表示实际值,Belt 1表示链条或链网的速度。
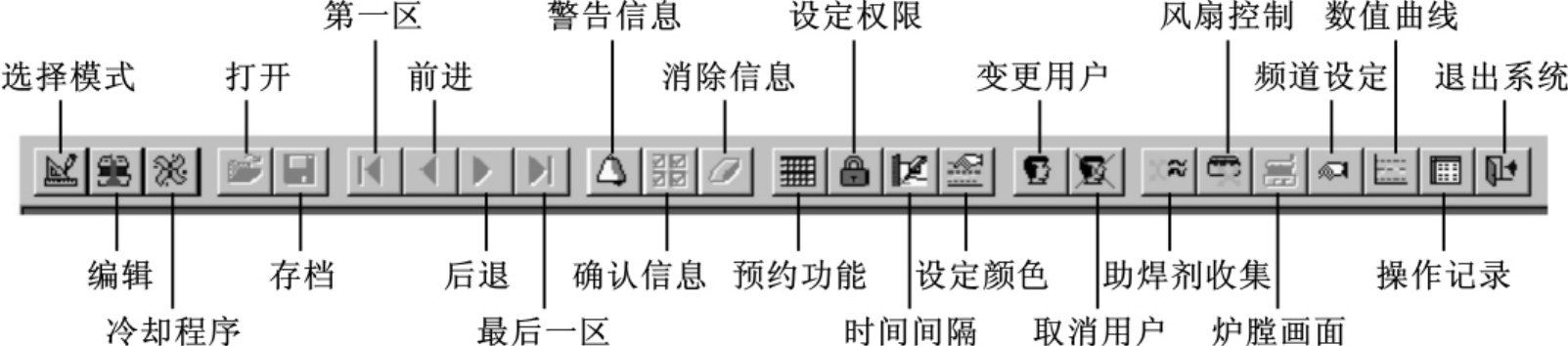
图4-36 操作软件主界面工具条
(2)关机步骤 首先单击【COOLDOWN】图标,等待Heller oven的各加热区温度冷却到95℃以下后,再单击【退出系统】图标,关闭主电源。
2)Heller内部参数的设置
(1)内部参数设定 内部参数设定如图4-37所示。
各参数功能简介如下。
①【Input】(输入)栏。
●类型(Type):K T/C(测温线型式)。
②【Output】(输出)栏。

图4-37 Heller内部参数设定界面
●当输出功率(Output)在自动模式(Auto)下时,无法改变输出功率值;而当其在手动模式(Manual)下时,可随意改变输出功率值。
●类型(Type):TPO(输出模式)。
●Action:Reverse(动作模式)。
●PB,TI,TD,DF:可编程式微积分控制器参数。
③【Alarm】(警告危险设定)栏。
●Hi Process:最高温度(速度)设定。
●Lo Process:最低温度(速度)设定。
●A:警告值设定。
●W:危险值设定。
●SP:设定值。
●PV:实际值。
●OP:输出功率值。
④警示灯。在设定危险值(Warning)内为绿色,在超过设定危险值(Warning)介于设定警告值(Alarm)之间为黄色,在超过设定警告值(Alarm)介于设定最高温度(速度)或最低温度(速度)时为红色。
⑤中央图示。
●红线:警告值设定。
●黄线:危险值设定。
●蓝色:SP设定值。
●绿线:PV实际值。
●错误信息(ALARM MESSAGE)显示即实时显示目前错误信息的状态,可用鼠标单击确认所有错误信息,或勾选错误信息,所有错误信息需全都确认且清除后,警示灯才会变成绿灯,如果有任何一项错误信息未勾选及清除,则警示灯会一直亮黄灯。
(2)操作记录 此记录的存档名称根据日期自动产生,时间(Time)用于记录操作时间,使用(Origin/User)代表记录操作,可以设置权限,操作形式(Event Type)记录操作规程改变机器设定或机器本身的自动改变。操作记录界面如图4-38所示。

图4-38 Heller操作记录界面
3)密码(权限)设定
(1)用户名设定(USER SETUP)。
NEW(新增):单击【新增】按钮后会弹出如图4-39所示界面。

图4-39 新增用户设定界面
键入新增使用者名称及密码,单击【OK】按钮后再重新输入一次确认,确认完成后,新的使用者即被设定完成。
(2)权限项目设定(FUNCTION SETUP)。
一般需要在新增使用者之后设定使用权限项目,双击确认使用者的权限项目设定。项目设定有以下三种:主管(SUPERVISOR)、工程师(ENGINEER)或操作者(OPERATOR),如图4-40所示。
当使用者设定(USER SETUP)及权限项目设定(FUNCTION SETUP)完成后,按下【OK】按钮即完成设定。设定完成后需重新登入使用者名称及密码,启动使用者权限。

图4-40 权限设定界面
4)第五代过滤系统设置
如果配有第五代助焊剂(FLUX)收集系统,请确认【Heller System Setup Wizard】对话框中的【FLUX Condensation Service Option】被勾选,如图4-41中所示。

图4-41 【FLUX Condensation Service Option】
【Timed】选项为自动执行助焊剂(FLUX)收集系统,缺省参数为每168h执行60min,【Recipe】选项为手动执行助焊剂(FLUX)收集系统。选用手动执行(建议选择手动方式)时,每168h或每星期执行一次,单击如图4-42上方框中所示Heller Software中的助焊剂(FLUX)收集程序图标,每15~20min,助焊剂(FLUX)滴在收集盘里。在收集过程中不能进行PCB板生产,防止助焊剂(FLUX)回流而影响产品,助焊剂(FLUX)收集程序执行完3min后,便可继续生产。依照使用锡膏的不同,可以每三个月、半年、一年检查一次,打开回焊炉后面的助焊剂(FLUX)收集箱,观察收集盒收集量,来制订清洁收集盘的时间。

图4-42 Heller Software中的助焊剂(FLUX)收集程序图标
3.HELLER系统参数的设置
原厂在每台HELLER回焊炉上的所有规格参数设置,仅供参考。未经原厂维护部的同意,不得更改任何参数。
(1)系统参数设置Page 1。参数资料如图4-43所示,主要包括回焊炉型号、机器的流向、单位的选项的设置。

图4-43 Heller系统参数设置Page 1
(2)系统参数设置Page2。参数资料如图4-44所示,主要包括氮气系统选项、轨道系统选项、轨道系统的润滑参数设置。
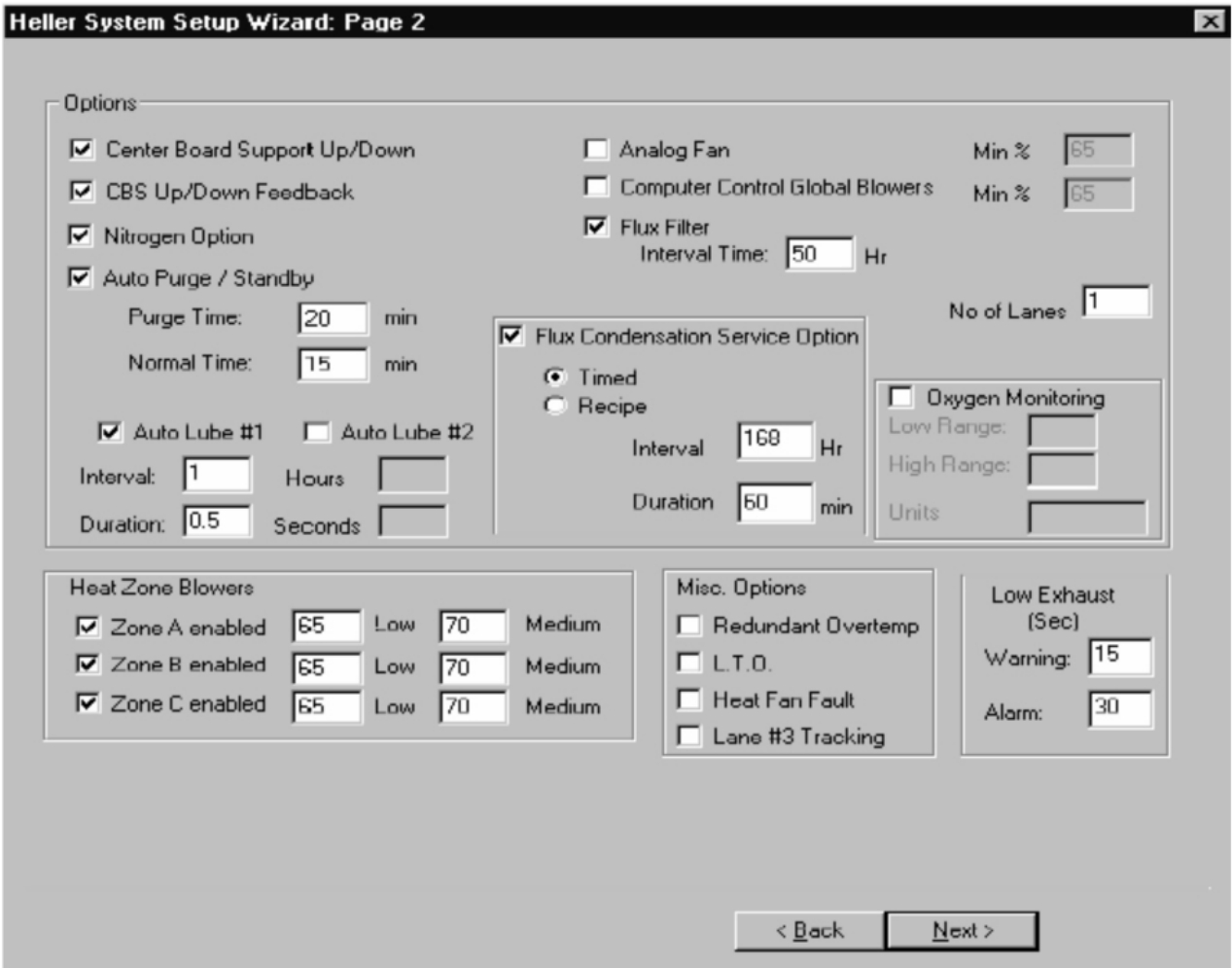
图4-44 Heller系统参数设置Page 2
(3)系统参数设置Page3。参数资料如图4-45所示。

图4-45 Heller系统参数设置Page 3
(4)系统参数设置Page4。参数资料如图4-46所示,主要包括链条速度控制、速度的最大值、速度的最小值、最大频率、PCB板的计数、PCB板在回焊炉中的追踪、掉板报警和进出板传感器的距离。

图4-46 Heller系统参数设置Page 4
(5)系统参数设置Page5。参数资料如图4-47所示,主要包括HELLER回焊炉中各个区的内部参数设置。

图4-47 Heller系统参数设置Page 5

续图4-47
完成所有内部参数设置后,按【Finish】按钮退出系统参数设置。
4.HELLER设备规格配置及注意事项
1)设备相关规格配置
(1)移动机器的叉车应为5000~6000lb(即约为2~3T)。
(2)机器工作环境为温度5~32℃、湿度20%~95%。
(3)配电要求为三相380V交流电,电流为100A,至少要用25mm2(3AWG)线。
(4)Heller回焊炉子的9Pin通信线插座应连接于主机的COM2口。
(5)开机前,应先升起HOOD盖子,检查炉膛内部有无异物并清理干净。
2)注意事项
原厂在每台HELLER回焊炉上的所有规格参数设置,仅供参考。未经原厂维护部的同意,不得更改任何参数。
5.HELLER常见故障及操作维修方法
1)Heller开机后无电源
(1)检查主电源,具体操作步骤如下。
①确定回焊炉主电源开关是否在“ON”(1)位置。
②检查回焊炉的输入电压是否为序列卷标上的电压,并用万用表的交流电压挡去检测接线端L1、L2、L3各线之间的电压,如图4-48所示。如果某个或多个线电压不正常,则说明设备的供电系统有问题。
(2)检测电气控制板上的空气开关是否全部处于闭合状态,每个空气开关上有标签标识,如图4-49所示。
①空气开关Q26功能:控制220V变压器。

图4-48 接线端L1、L2、L3

图4-49 各空气开关
②空气开关Q27功能:控制吹风电机。
③空气开关Q28功能:控制UPS的插座。
④空气开关Q29功能:控制24VDC电源。
⑤空气开关Q30功能:控制轨道调宽电机和链条驱动电机的驱动板。
⑥空气开关Q31功能:控制计算机的插座。
⑦空气开关Q1-Q24功能:控制每个加热区中的加热器。
⑧空气开关Q25功能:控制冷风区中的加热器。
(3)检查后备电源BBU,具体步骤如下。
①确定BBU开关(总电源开关)是否已经打开。
②确定安装在回焊炉底板上的备用电源BBU是否正确安装,确定各插座包括9Pin D形插座已经按照图4-50所示安装好。

图4-50 BBU电源后视图
(4)计算机的具体检查操作步骤如下。
①确定计算机和显示器都已连接上了,并且电源开关都是打开的。
②检查计算机输入电压为AC240V(对低压机器来说,电压应为208~240V)。
③检查位于电控板左下部的断路器Q31。
④连接另一电源,检查计算机是否有故障(使用电压为120V或240V)。
注意
设置电源选择开关在计算机的后面,要选择合适的电压。
2)Heller回焊炉与计算机系统通讯中断
(1)电源的具体检查步骤如下。
①确认回焊炉前部的主电源开关是否在“ON”位置。
②检查控制板HC1-X(如图4-51所示)上的保险丝F1、F2是否烧断。
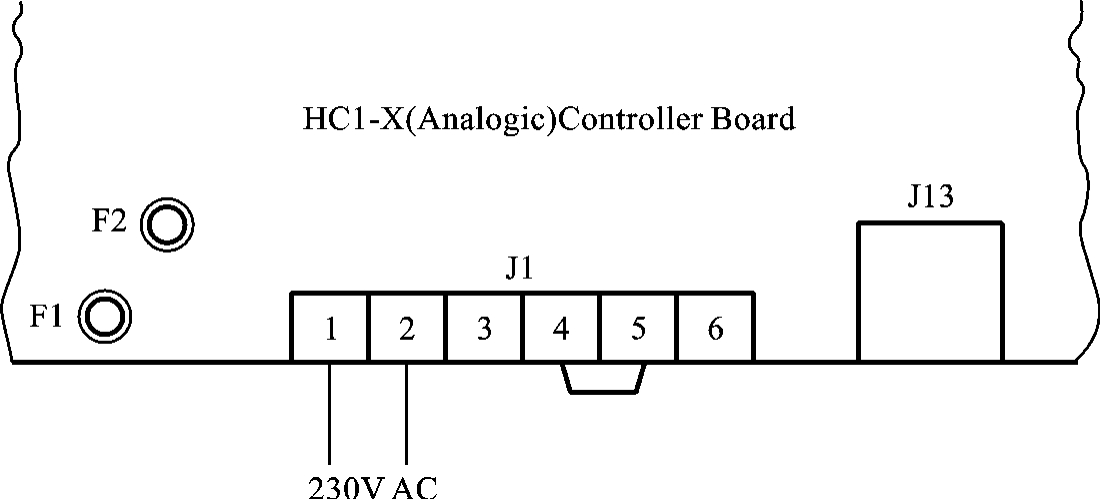
图4-51 控制板HC1-X图示
(2)软件的具体检查步骤如下。
①确定目前Windows环境中只有一个Heller操作系统在运行,否则应参考Windows手册或计算机管理人员按下面的步骤去检查。
②确定是否有其他程序运行可能使用COM2口相连接的。
③确定系统中Windows接口设置是否正确,确定COM2口的中断设置和其他设备(如调制解调器、网卡等)没有冲突。
(3)硬件的具体检查步骤如下。
①确定从回焊炉出来的通信线是否与计算机的COM2口相连接,如图4-52所示。

图4-52 回焊炉与计算机连接图
②检测Analogic上的接线是否接好。如图4-53所示为Analogic的通信端口。
③用万用表档欧姆检查D型接头连线的两端,确认其是否正常,有无断路或接角不良的现象。
④确定有无其他设备(如调制解调器、网卡、COM卡等)使用COM2口,使地址和中断发生冲突。
⑤确定计算机的COM2口工作正常(使用RS-232口检测器去检查第3口的数据传输情况,或者如有可能的话,换另一台计算机再测试。
3)Heller计算机显示无法升温
(1)软件设置的具体检查步骤。
在计算机上选择【Channel Setup】命令,在弹出的对话框中进行参数设置。确保报警隔离在40℃,确保控制输出为“AUTO”,如图4-54所示。

图4-53 Analogic的通信端口

图4-54 Channel Setup设置
(2)硬件方面的具体检查步骤。
首先打开上盖检测此温区的电机是否工作,如果不工作,可能是吹风电机有故障。如果电机工作,则检测加热器。检测方法如下。
①检测控制电板左下角的接触器(KM1)是否可以吸合。这个接触器是所有加热器的总开关。通常情况下在设备加载程序后,该接触器应该吸合,可以听到“哒”的一声响声。
②如果上一步正常,再检测Q1~Q24的空气开关是否合上。如果无法闭合,检测加热器是否短路。在正常情况下,380V加热器的电阻在30Ω左右。
注意
如果是从左到右的机器,Q1对应第一区的上温区,Q2对应第一区的下温区,Q3对应第二温区的上温区,依次类推。如果是从右到左的机器,Q1对应最后一个温区的上温区,Q2对应最后一个温区的下温区,依此类推。
③如果以上都没有问题,接下来检测SSR(固态继电器)是否正常。SSR的位置在控制电气控制板的中部,具体检测方法是:运行一个加热程序,用手动方法将怀疑有问题的温区功率输出设置为100%,如图4-55所示。用万用表检测SSR的3和4两端的电压。如果万用表没有电压显示,检测SSR连接到Analogic的线路,如果是好的,则可能是Analogic坏了,考虑更换。如果万用表显示的是直流4.5V到5V左右。表示SSR接收到一个开启某个温区的信号。将万用表的量程拨到高压交流挡,再测量SSR的1和2两端的电压输出,如果显示为380V左右(机器的输入电压),则表示SSR不导通,可能是SSR损坏了。如果显示电压为0V左右,则SSR应该是正常的。测量方法如图4-56所示。

图4-55 温区功率输出设置为100%

图4-56 SSR的检测
4)Heller高温报警
发生回焊炉高温报警的软件界面如图4-57所示。

图4-57 回焊炉高温报警软件界面
一般的解决措施是首先进行软件检测,判断是否属于软件系统的问题。具体方法是下载发生“High Process Alarm”的程序,从主菜单中选择【Channel Setup】,并找出有问题的加热区。然后确认“High Process Alarm”设定为350℃(High Process Alarm温度应大于High Deviation Alarm温度)。
在排除软件问题后,检测T/C线是否无破损或连接完好,如图4-58所示为连接各个温区的T/C线接线端子。

图4-58 T/C线接线端子
如果上述两处问题都排除,最后判断是否是热电偶出现问题。图4-59所示的是各温区中温度的测试点,如果测试点断开,说明需要更换热电偶。如果热电偶正常,则检查热电偶线是否与控制卡正确连接,如果正确则从控制卡上除去热电偶线,并用欧姆挡测其是否断路(需要注意的是,测量必须在冷热状态下分别进行)。如果检测结果是断路,将该热电偶线替换。

图4-59 热电偶温度测试点
5)Heller回焊炉中氮气ppm值不稳定或偏高
首先确保Oven Shell完全关闭,位于机器底部的过滤器入口盖被完全锁上,位置如图4-60所示。
氮气(ppm)的读数如果不稳定,原因可能是以下几种情况。
(1)输入氮气压力低(100PSI)。
(2)氮气的输送设备可能损坏,需要更换氮气管。
(3)流速不足,调整流量计(如图4-61所示)流速。
(4)氮气分析仪内的Pump坏掉。
图4-60 过滤器入口盖位置

图4-61 氮气流量计
6)Heller电机出现异响
如果给电机一点压力,噪音会消失或减弱,则问题可能是因为电机失去平衡。可以松开紧固螺栓重新安装电机,如图4-62所示,必要时可增加垫片。这种问题也可能是由于电机叶轮摩擦模组内壁而引起的,将电机拆开重新调整叶片位置,可能会解决此问题。
7)PCB板的冷却不良
(1)检测工厂的排风是否不够,如不够,则加以改善。
(2)检测冷风区助焊剂凝结是否较多,如较多,则加以清洁。

图4-62 电机的拆卸
8)温度不稳定
(1)检测炉内是否助焊剂凝结较多,否则应该清洁。
(2)检测每个区的吹风电机是否运转正常。
查看并将电脑显示分辨率设置为600*800,16位真彩色以上。
6.HELLER日常维护保养
为避免清理炉膛不当造成燃烧或爆炸,应避免使用高挥发性溶剂清理炉膛内外的助焊剂(flux)(专用非挥发性炉膛清洁剂除外),若无法避免使用高挥发性溶剂,则清理完毕后,应检视炉膛内确实无其他异物,隔15min再启动工作程序。
1)周保养(或168h)项目
周保养项目见表4-11。
表4-11 周保养项目

2)月保养(或300h)项目
月保养项目见表4-12。
表4-12 月保养项目
3)半年保养(或1800h)项目
半年保养项目见表4-13。
表4-13 半年保养项目

4)年度保养(或3600h)项目
年度保养项目见表4-14。
表4-14 年度保养项目

4.3.2 劲拓GS-800回焊炉的运行与维护
劲拓回焊炉是国内生产的一种回流焊接典型设备,其外观如图4-63所示。它的特点是结构设计简洁,导轨调宽采用调速电机,单导轨运输系统可随时改装为双导轨运输,线绕型发热器升温迅速,电器结构采用工业控制电脑,并且设有漏电保护器,从而确保操作人员及控制系统的安全。计算机监测系统独立于主控制系统之外,具有双重过热保护功能。

图4-63 劲拓GS-800回焊炉外观
1.GS-800热风回流炉的主要技术参数
(1)加热区数量分别为上面8个和下面8个。
(2)加热区总长2715mm。
(3)排风量10m3/min。
(4)运输导轨调整范围为60~600mm。
(5)运输方向可选择。
(6)运输带高度900mm±20mm。
(7)PCB运输方式为链传动加上网传动。
(8)运输带速度为0~2000mm/min。
(9)电源三相380V,工频50Hz或60Hz可选。
(10)升温时间20min。
(11)温控范围为室温至500℃。
(12)温控方式为PID全闭环控制,SSR驱动。
(13)温控精度为±1℃。
(14)PCB板温度分布偏差为±2℃。
2.GS-800热风回流炉各热区温度设定参考表
GS-800热风回流炉各热区温度设定参考见表4-15。
表4-15 GS-800热风回流炉各热区温度设定参考表

3.GS-800故障分析与排除对策
1)控制软件报警分析与排除
控制软件报警与分析见表4-16。
表4-16 控制软件报警分析与排除项目

续表

2)典型故障分析与排除
典型故障分析与排除见表4-17。
表4-17 典型故障分析与排除

续表

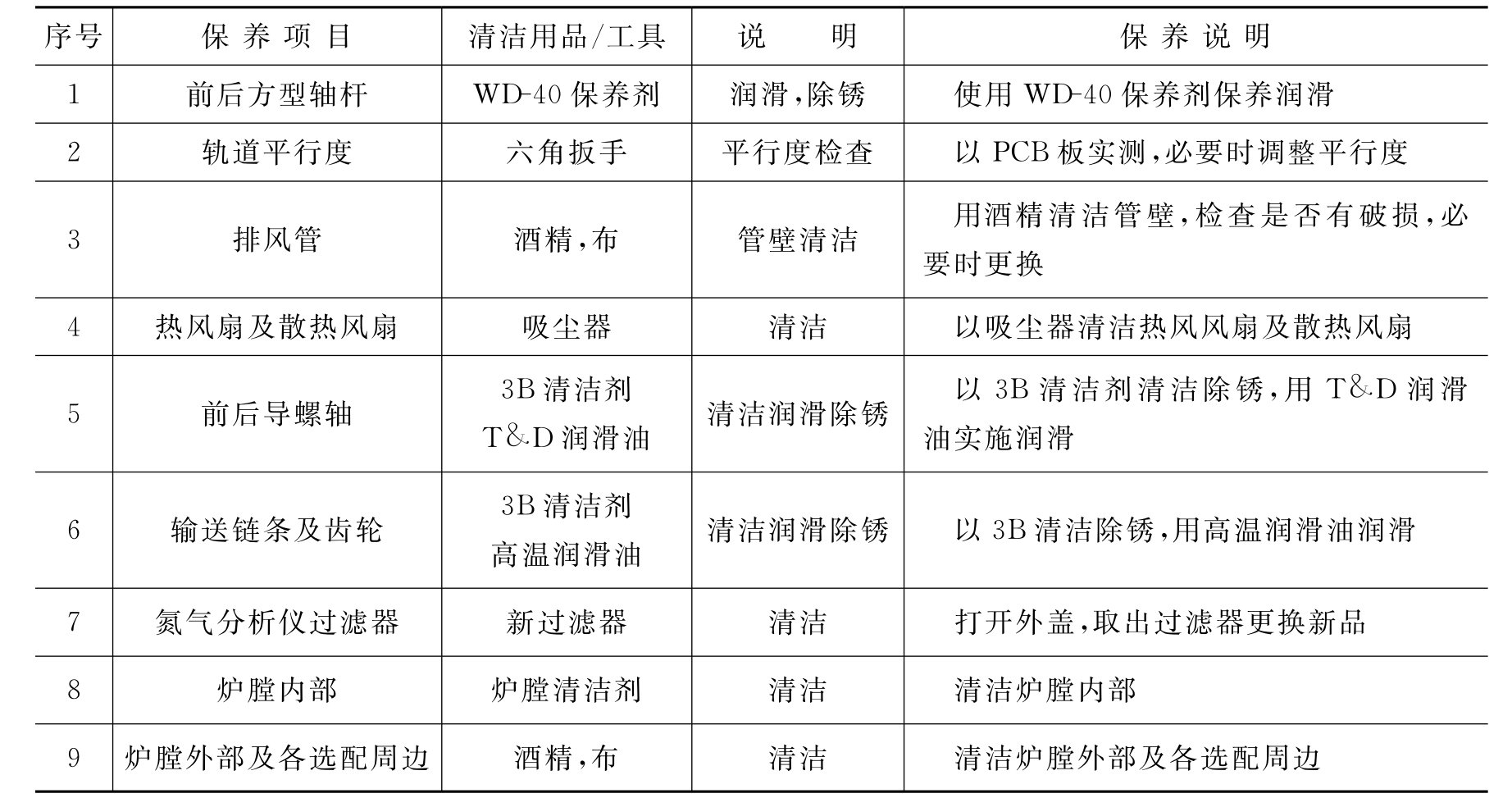
4.GS-800的维护保养
GS-800的维护保养项目见表4-18。
表4-18 GS-800的维护保养项目

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










