



8.4 机器的操作和维护
8.4.1 系统操作步骤
8.3节详细介绍了丝印机触摸液晶屏的菜单信息和操作命令,下面介绍整个丝印系统的操作步骤,实习中必须严格执行。
(1)将丝印机和空气压缩机的电源接通,打开空气压缩机的启动手柄,如图8-16所示。手柄处于垂直方向时为关闭状态,手柄置于水平方向时为打开状态。
(2)启动后3分钟左右,待储气罐的压力达到4.0×105Pa(压缩机气压表上标注为bar),即可打开空气压缩机上的排气阀(见图8-17)。此阀柄垂直于输气管时为关闭状态,平行于输气管时为开启状态。在压缩空气驱动下,丝印机的手臂钢板座将上升到上极限位置停止。

图8-16 空气压缩机启动手柄

图8-17 空气压缩机排气阀
(3)开启丝印机操作面板上的电源开关,触摸式液晶屏开始工作。同时将丝印网板放入手臂钢板座内,并用旋钮轻微固定,便于丝印网板的后续调整。
(4)选择主菜单中“点动”功能,如图8-15所示,选择“下降”,手臂钢板座下降到印制电路板蜂窝式固定台上方停止,此时根据丝印网板上焊盘位置,确定蜂窝式固定台上固定印制电路板的大致位置。
(5)在确定印制电路板的大致固定位置后,选中液晶屏显示页面图8-15中的“上升”,使手臂钢板座上升到上极限位置,然后利用顶针圆棒将印制电路板固定在蜂窝式固定台上。
(6)在印制电路板固定完毕后,选中液晶屏显示页面中的“下降”,使手臂钢板座下降到印制电路板蜂窝式固定台上停止,核对丝印网板焊盘开口与印制电路板焊盘是否基本对位。对丝印网板进行手动调整,使它们大致对齐后,旋紧手臂钢板座上的紧固旋钮,紧固丝印网板。最后通过调整印制电路板蜂窝式固定台旁的水平、垂直旋钮来精确对准丝印网板焊盘开口与印制电路板焊盘的位置。
(7)在精确定位完成后,利用液晶屏显示页面中的“上升”、“下降”,进行多次的上升、下降移动,反复检查丝印网板开口与印制电路板焊盘定位是否准确,保证刮刀印刷的顺利进行。
(8)利用液晶屏显示页面中的“左刀”、“右刀”功能键,先使左刀下降,手动调整刮刀架上方的手动螺旋(见图8-18),调节刮刀的下压距离,使刮刀正好压在丝印模板上。再用同样方法将右刀调整好。注意刮刀的下压力量不能过大,以免刮膏时过重压迫印制电路板。
(9)利用液晶屏显示页面中的“印←刷”和“印→刷”功能,确定左、右刮刀的印刷范围。其范围可以通过移动刮刀运动轨道上的左、右极限位置传感器进行调整,如图8-19所示。其原则是左、右刮刀均应在印制电路板焊盘外侧3cm左右,使焊膏有一个足够的刮印距离。

图8-18 刮刀调整螺旋

图8-19 左、右极限传感器
(10)将锡膏涂抹在丝印网板的印制电路板焊盘外侧2cm左右处,呈条状。
(11)返回主菜单(见图8-8),选中“实际生产”,进入手动印刷工作状态(见图8-13)。先进行试刷,检查以上各项内容是否调整准确。
页面上所显示的四个圆圈表示手臂钢板座的上、下位置和刮刀的左、右方向。页面上、左圆圈出现阴影,表示丝印机准备就绪;当页面的阴影圆圈不是上、左圆圈时,选择“复位”,丝印机可自行复位到就绪状态。此时双手同时按下手动启动按钮(见图8-14),丝印机即进行一次印刷工作。印刷完毕后,丝印机会自动恢复到就绪状态。
如果试刷效果不理想,可再次重复调整上述各项内容,直到试刷效果理想为止。
(12)如果要进行小批量生产,可在试刷效果理想后,返回主菜单,选择“设定”,分别如图8-9、图8-10、图8-11所示,根据实际所需,对左、右刀印刷时间和印刷总量设置所需参数。参数设置完毕后,再返回主菜单,选中“全自动”,即可进入自动印刷工作状态(见图8-12)。然后触摸“启动”,此时丝印机即根据“设定”页面中所设置的参数进行全自动印刷工作。触摸“停止”,即可返回主菜单。
8.4.2 操作注意事项
(1)移动空气压缩机前,应将贮气罐内的气压排尽。
(2)空气压缩机运转时间应不大于7分钟,每次达到额定工作压力停机后到再次启动的时间应大于15分钟。
(3)当贮气罐内的气体压力超过9.0×105Pa时,安全阀会叫响并排气泄压。出现安全阀叫响时需检修气压开关,使气压开关的工作压力不超过额定工作压力。
(4)根据丝印网板的实际宽度适当调整刮刀的前后位置。如果刮刀前后位置不合适,会造成印刷过程中损坏刮刀的事故。
(5)固定丝印网板的手臂钢板座,其范围不能小于印制电路板蜂窝式固定台的范围,否则,手臂钢板座下降受阻,无法进行正常的印刷工作。
(6)液晶屏上出现的四个圆圈分别表示手臂钢板座的上、下位置和刮刀的左、右位置。上、左的圆圈出现阴影,表示丝印机准备就绪,可以进行自动或手动印刷工作;当页面的圆圈阴影不是上、左圆圈时,要选择“复位”,使丝印机自行恢复到准备状态。
(7)丝印网板的焊盘开口与印制电路板焊盘的精确对齐,在整个印刷过程中最为重要。对于每一个印制电路板而言,都必须制造相应的丝印网板,才能进行印刷工作。
(8)刮刀压力的调节可以较小但不能过大。当进行印刷时,焊膏应在刮刀的前面滚动,在印刷完毕后,如果丝印网板上还留有一层焊锡膏就意味着刮刀的压力太小,需要对压力进行再次调节。压力较小可以调节,但压力过大可能会破坏丝印网板。
(9)印刷速度太快会导致丝印网板焊盘开口不完全漏印,尤其是当刮刀只向一个方向印刷时最为明显。这种情况可通过操作面板上的左、右刀移动旋钮对刮刀速度进行调节。
(10)焊膏被印刷后,应在4小时内进行回流焊接;否则,放置时间太长,溶剂会蒸发,黏性下降,导致焊接性变差。
8.4.3 常见故障及机器维护
1.常见故障及故障的排除
1)丝印机
丝印机在运转中如发生故障,约20s后液晶屏会显示出故障号码。故障号码与故障原因对应如表8-2所示,可根据相应故障原因进行维修。
2)空气压缩机
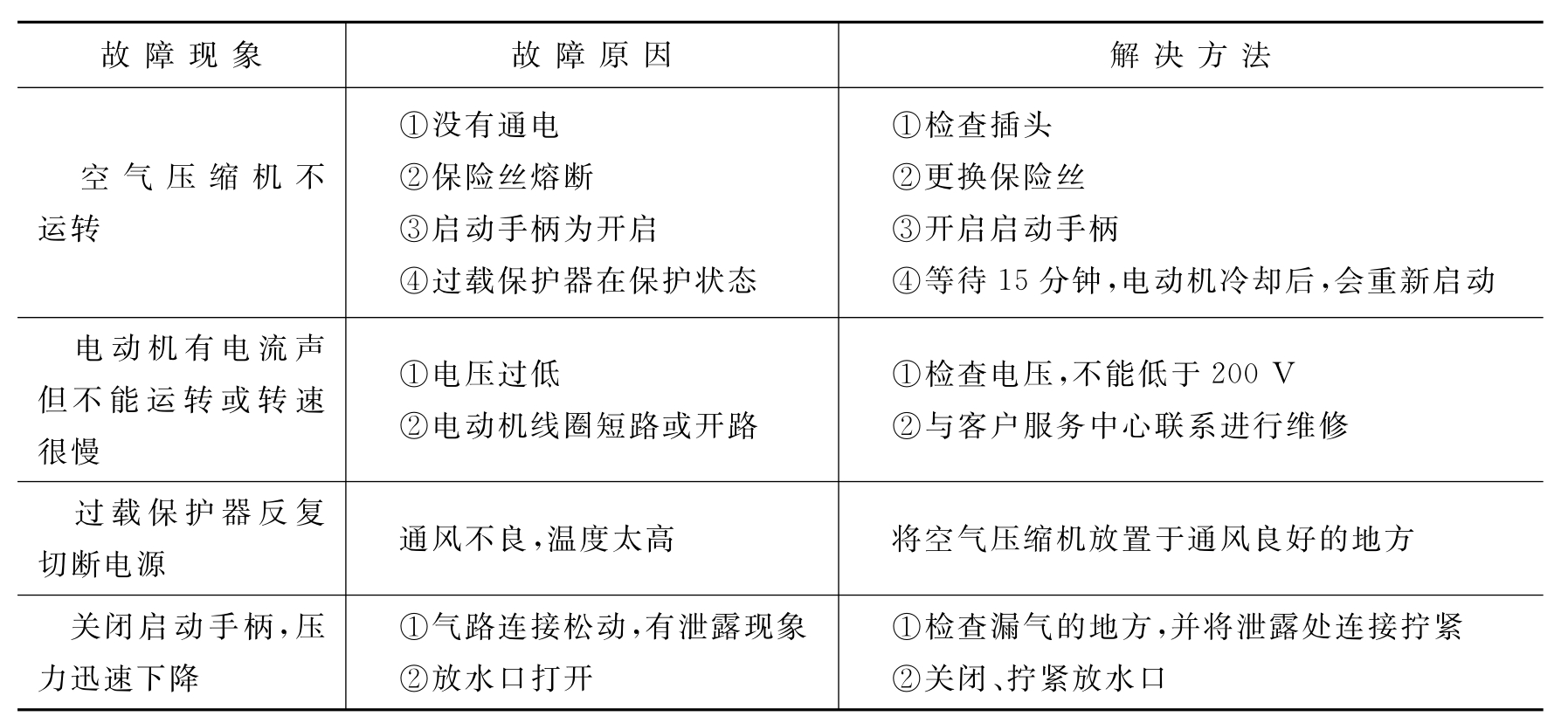
空气压缩机的故障及排除方法如表8-3所示。
表8-2 丝印机故障号码与故障原因

表8-3 空气压缩机的故障及排除方法
续表

2.机器的日常维护
(1)所有维护都应切断电源并排尽贮气罐内气压再进行;否则,极易造成伤害。
(2)保持丝印机和空气压缩机的清洁。
(3)贮气罐内的污水每周至少放尽一次,污水放水口在贮气罐的下方。
(4)经常检查安全阀是否灵敏。当贮气罐内气压达到(5~7)×105 Pa时,用手轻拉安全阀上的拉环,安全阀能轻松排气,合上阀杆可立即复位,说明安全阀状态良好;反之,则需更换。
(5)使用了90小时或15天后,需检查压缩机冷冻油位是否在合适的位置。若油位靠近下限,需立即加冷冻油。
(6)空气压缩机使用500小时后,需更换消音器滤芯。
(7)贮气罐每两年做一次耐压试验,每年检查内外表面一次。有严重锈蚀、碰伤或耐压试验不合格时,贮气罐应作报废处理。
(8)在印刷过程中使用的刮刀具有锋利刀刃,但由于在印刷过程中,刀刃在不断地磨损,因此需要对刮刀进行周期性的重新打磨矫正。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










