



【摘要】:Moore公司G18CNC连续轨迹数控坐标磨床的主要技术规格见表3-4。坐标磨床的磨削原理是:砂轮在高速旋转下,绕主轴中心偏移一定的距离回转,在磨削过程中可通过进给机构或数控进给机构来控制偏移量以达到磨削所需尺寸,同时,磨削时主轴一般做上下往复运动。简单地说,坐标磨床的磨削加工是由砂轮的高速自转、主轴的行星回转和主轴上下往复运动3个运动同时配合的动作,如图3-29所示。
3.3.2 坐标磨削的种类
坐标磨削有手动和连续轨迹数控两种磨削方法。
1.手动磨削为手动点位
无论加工内轮廓或者外轮廓,都把工作台或回转工作台移动(或转动)到坐标位置,由主轴和高速磨头的旋转来磨削成型表面。
2.连续轨迹数控坐标磨床(亦称数控坐标磨床)
可以连续进行高精度的轮廓形状的自动化加工。能把复杂的轮廓表面作为单一形状磨削,只要把圆弧尺寸坐标点位置编制程序,通过计算机控制X、Y方向坐标移动,实现范成法加工。除X、Y坐标轴受控制外,增加了新的坐标轴。它的加工效率是手动坐标磨削的2~10倍,而且轮廓曲面接点处精度高,凸、凹模之间的配合间隙可达2μm左右且间隙均匀。在磨削前,利用千分表绕轮廓外形走一圈,测定磨削余量,以及该走多少圈,通过计算机实现自动加工。Moore公司G18CNC连续轨迹数控坐标磨床的主要技术规格见表3-4。
坐标磨床的磨削原理是:砂轮在高速旋转下,绕主轴中心偏移一定的距离回转,在磨削过程中可通过进给机构或数控进给机构来控制偏移量以达到磨削所需尺寸,同时,磨削时主轴一般做上下往复运动。简单地说,坐标磨床的磨削加工是由砂轮的高速自转、主轴的行星回转和主轴上下往复运动3个运动同时配合的动作,如图3-29所示。
表3-4 G18CNC连续轨迹数控坐标磨床的主要技术规格
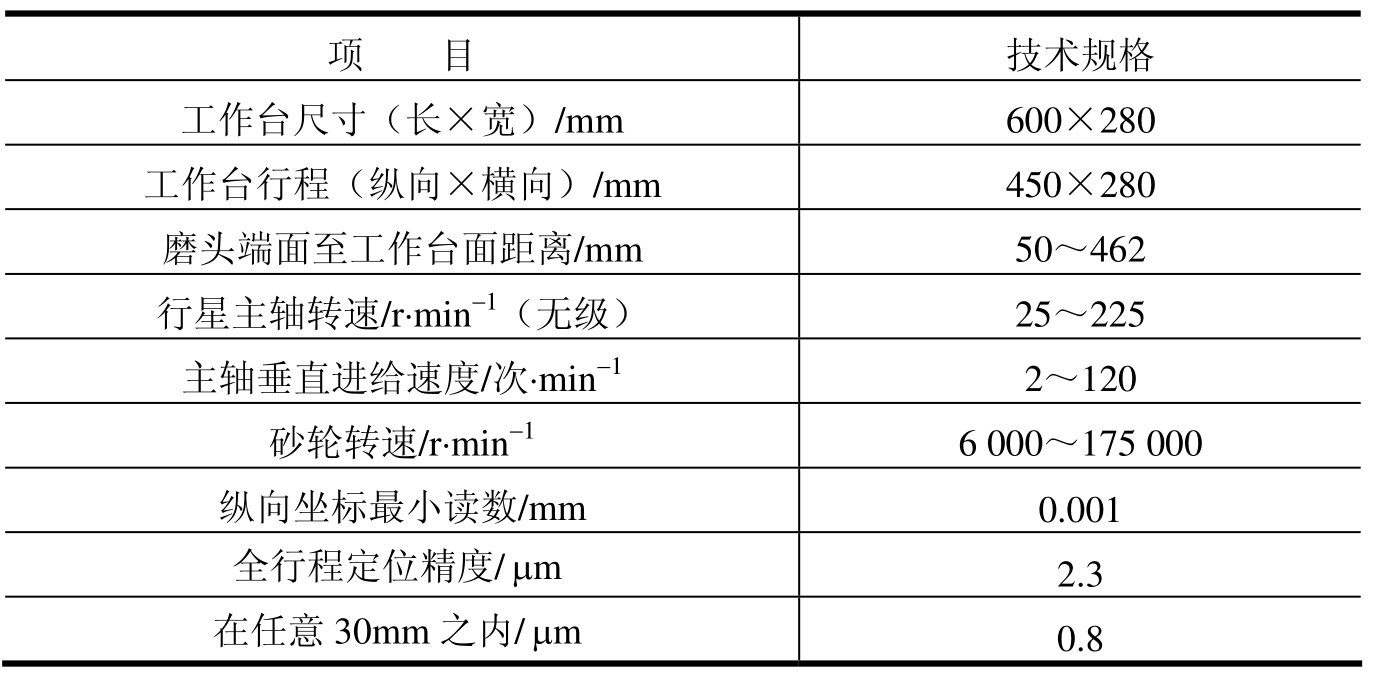
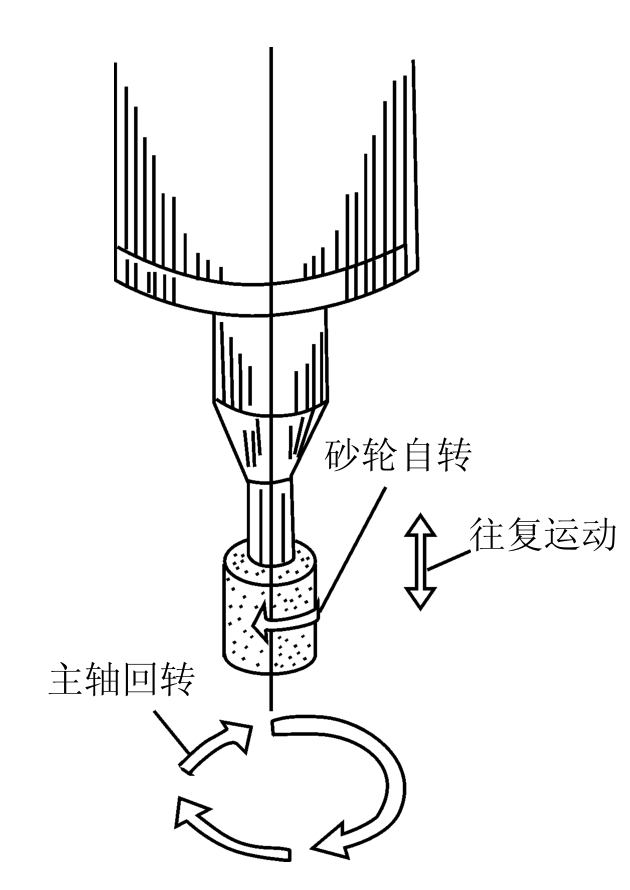
图3-29 坐标磨床的3个运动
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









