



8.2 成形法加工齿轮
1.铣齿工艺过程
铣齿时,工件安放在铣床的分度头上,铣刀作旋转运动,工作台作直线进给运动。每加工完一个齿槽后,铣刀沿齿槽方向退回原处,并对工件进行分度,然后再加工下一个齿槽。反复进行上述过程,直至全部齿槽加工结束。成形法铣削直齿圆柱齿轮过程如图8-3所示。
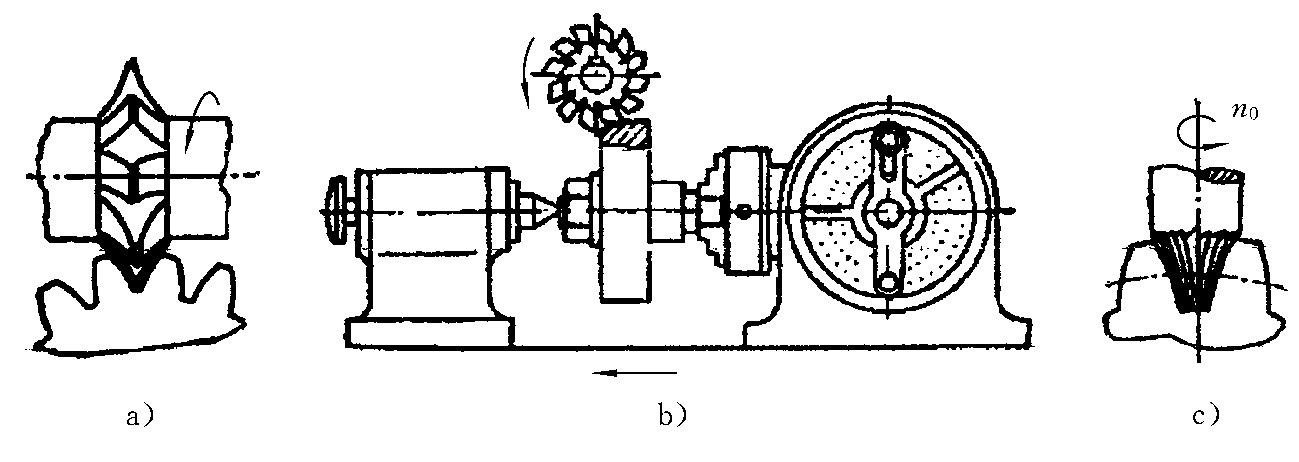
图8-3 成形法铣削直齿圆柱齿轮
a)用盘状模数铣刀在卧式铣床上加工 b)工件、铣刀和工作台c)用指状模数铣刀在立式铣床下加工
铣制直齿圆柱齿轮时,工件在铣削时不旋转,一个齿槽铣削结束后再进行分度。铣制斜齿轮和螺旋齿轮时,将工作台转动一个角度,使其等于齿轮的螺旋角,工件随工作台作直线运动的同时,还由分度头带动作旋转运动,这两个运动的合成方向应与齿槽方向一致。
在加工齿轮时,模数m<8的齿轮,一般采用圆盘齿轮铣刀在卧式铣床上进行;模数m>8的齿轮,一般采用指状模数铣刀在立式铣床上进行。
2.铣齿的工艺特点
铣齿可以在普通铣床上进行,不需要专用的齿轮加工机床。铣刀的结构比较简单,制造容易,故加工成本低,但铣齿加工精度低。其主要原因有:
1)齿形误差大。模数相同而齿数不同的齿轮,其齿形渐开线的形状是不同的,齿数越多,渐开线的曲率半径越大。铣削齿形的精度主要取决于铣刀的齿形精度。从理论上讲,同一个模数不同齿数齿轮的齿槽部应该使用轮廓与齿槽形状相符合的铣刀来加工。这样就需要准备许多铣刀,显然这是极不经济的。在实际生产中将同一模数的齿轮按齿数划分成若干组,每组采用同一个刀号的铣刀来加工,该刀号的铣刀的齿形与该组中最少齿数齿轮的齿槽形状一致。当加工其他齿数的齿轮时,就产生齿形误差。通常把同一模数的铣刀刀号分为8组或15组。表8-2列出了分成8组时各号铣刀加工的齿数范围。
表8-2 齿轮铣刀的编号

2)分度精度低。铣制齿轮时,采用分度头来分度,铣床的分度头属于通用附件,其分度精度不高,所以分度误差较大。
3)加工条件较差。铣削时冲击和振动较大,被加工的齿面是由铣刀的圆弧轨迹连接而成,加工的表面粗糙度较大。
4)生产率低。因为每铣削一个齿槽都要重复地切入、切出、退刀和分度,切削辅助时间消耗多,所以生产率低。
铣齿一般应用于单件小批生产和设备维修中加工精度低于9级(包括9级)、齿面粗糙度Ra为3.2~6.3μm的齿轮。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










