



子任务六 固定管钨极氩弧焊打底、焊条电弧焊盖面焊
目标要求
掌握采用两种焊接方法完成大直径固定管焊接的操作技能。
一、任务
任务单如图4.27所示。

图4.27
注:焊缝符号表示见图1.55。
二、任务准备
(1)焊件:Q235A钢管,规格为φ133mm×5mm×100mm,一侧加工出30°坡口,两段管装配为一组焊件。
(2)焊丝和焊条:H08A焊丝,直径为3mm,为便于操作,使用时剪取长度约600mm,并调直;焊条为E4303型,直径为3.2mm。
(3)焊接设备:WS—250型手工钨极氩弧焊机,ZX5—300型直流弧焊机。
(4)氩气瓶及氩气流量调节器。
(5)铈钨极(Wce—20):直径为3mm,端头磨成45°圆锥形,锥端直径0.6mm。
(6)气冷式焊枪。
(7)焊件与焊丝清理:管外壁用钢丝刷清理,并用锉刀修锉钝边。
(8)装配及定位焊:将两段管件放在V形槽中,留出间隙,并保证相互同心进行定位焊,定位焊缝4处,定位焊缝长度为5~8mm。焊后要用角向砂轮将定位焊缝修成斜坡状。焊件装配各项尺寸,见表4.14。
表4.14 焊件装配尺寸

三、任务相关知识
受焊缝变化的影响,垂直固定焊时,要随时变换焊枪角度和焊丝所在位置。由于液态金属始终处于垂直的位置,容易造成焊缝成形偏下,甚至出现焊瘤等缺陷。
四、任务实施
(1)钨极氩弧焊机焊前检查步骤与薄板对接平焊相同。
(2)将焊件垂直固定在工作台上,采取钨极氩弧焊进行打底层焊,焊条电弧焊进行盖面层焊。
(3)确定焊接工艺参数,见表4.15。
表4.15 固定管钨极氩弧焊打底、焊条电弧焊盖面焊焊接工艺参数

(4)钨极氩弧焊打底。以间隙小的一侧作为始焊处,焊枪、焊丝角度见图4.28。
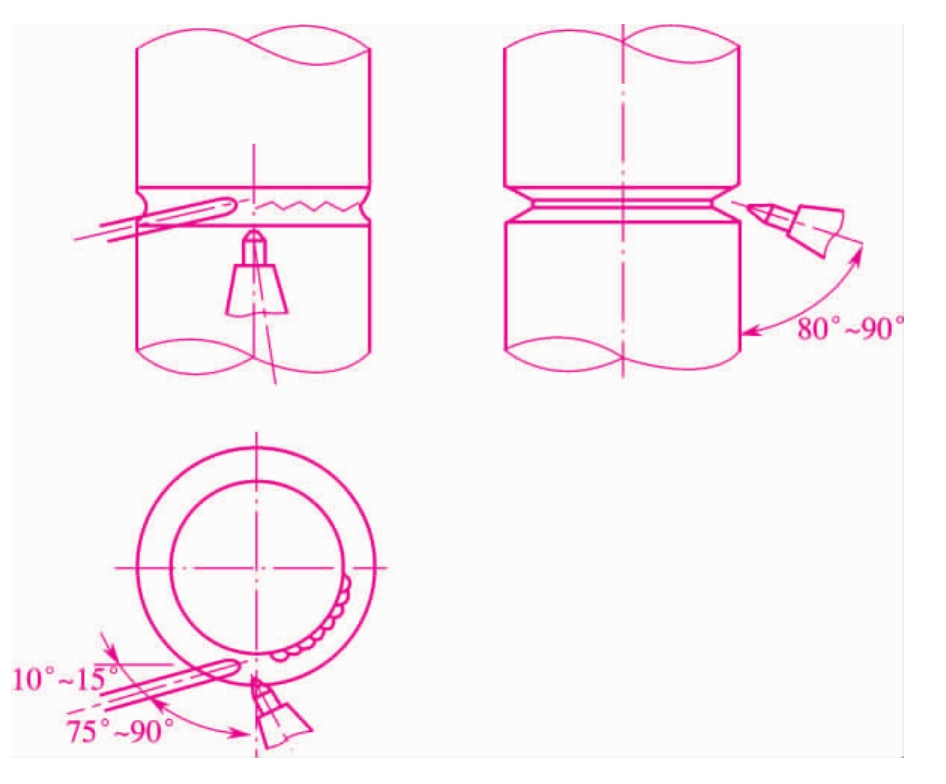
图4.28
五、任务分配
焊接设备:WS—250型手工钨极氩弧焊机,ZX5—300型直流弧焊机。焊件Q235A钢管,规格为φ133mm×5mm×100mm。按图4.27要求练习。
焊丝:H08A焊丝,直径为3mm。
单件工时:45min。
六、任务检测与评价

七、任务总结(任务质量分析)
(1)焊接过程中需要改变焊接位置时,根据焊道所处的位置应及时改变站位,此时注意稳住电弧,停止送丝。改变至合适的操作位置后,要及时压低电弧,对熔池重新加热,待根部熔化形成新的熔池后,再送丝焊接。
(2)当焊丝用完收弧时,使用衰减电流开关,使熔池温度降低,左手迅速更换焊丝,然后按动控制开关,恢复正常焊接;若焊接设备没有衰减电流装置时,须熄弧。熄弧前向熔池内补充一滴熔滴,停弧2~3s,再移开焊枪。接头时,将电弧引燃,焊枪移至接头处不动,待获得明亮清晰的熔池后,再添加焊丝继续焊接。
八、复习思考题
(1)简述采用钨极氩弧焊打底层、焊条电弧焊盖面层焊完成垂直固定管焊接的目的?
(2)垂直固定管钨极氩弧焊的焊接有哪些操作难度?容易出现哪些焊接缺陷,如何预防?
(3)如何进行垂直固定管焊条电弧焊盖面层焊的操作?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











