



8.3.2 箱体类零件加工的主要工艺问题
1.箱体类零件平面的加工
箱体类零件主要平面的加工,对于中、小件,一般在牛头刨床或普通铣床上进行。对于大件,一般在龙门刨床上进行。刨削的刀具结构简单,机床成本低,调整方便,但生产率低;在大批、大量生产时,多采用铣削;当生产批量大且精度又较高时可采用磨削。单件小批量生产精度较高的平面,除一些高精度的箱体仍需手工刮研外,一般采用宽刃精刨。当生产批量较大或为保证平面间的相互位置精度,可采用组合铣削和组合磨削,见图8-24。

图8-24 箱体平面的组合铣削与磨削
2.箱体类零件的孔加工
孔系是指一系列具有相互位置精度要求的孔。箱体零件的孔系主要有平行孔系、同轴孔系和交叉孔系,见图8-25。
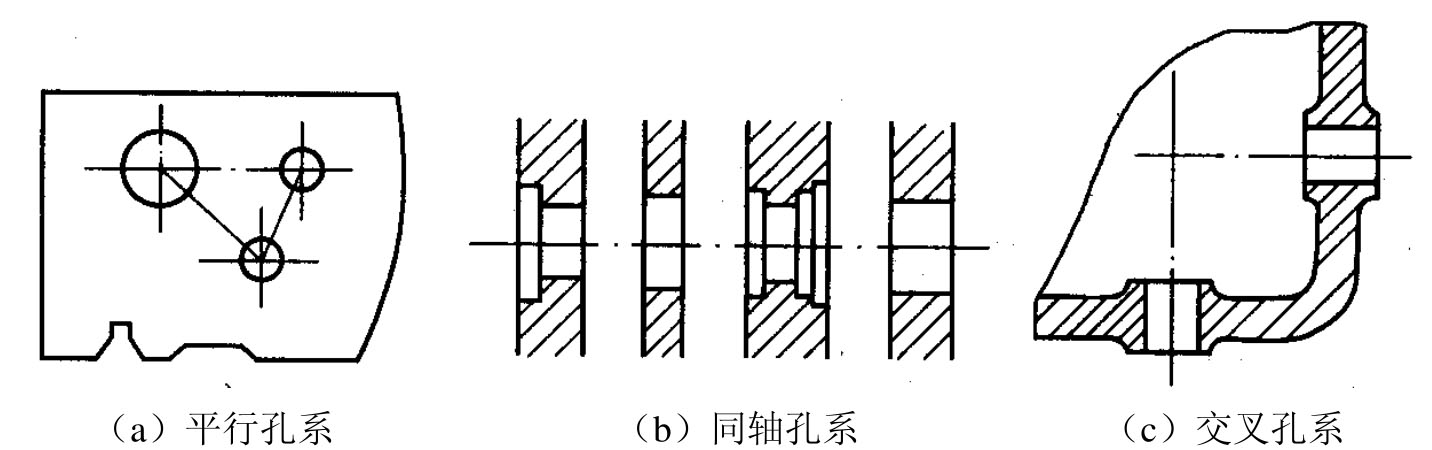
图8-25 箱体类零件的孔系
(1)平行孔系的加工。平行孔系的主要技术要求是各平行孔轴心线之间及中心线与基准之间的尺寸精度和相互位置精度。加工中常用找正法、镗模法和坐标法。
1)找正法。找正法是在通用机床上加工箱体类零件使用的方法,可分为划线找正法、心轴块规找正法和样板找正法,适用于单件小批量生产。
划线找正法是加工前在毛坯上划好各孔位置轮廓线,加工时按所划线找正进行。这种方法生产效率低,所加工孔孔距误差较大,一般在0.25~0.6mm。
心轴块规找正法如图8-26所示。将心轴分别插入机床主轴孔或已加工孔中,然后用一定尺寸的一组块规来找正主轴的位置。找正时,在块规与心轴间用塞尺测定间隙,采用心轴块规找正法,孔距精度可达到±(0.02~0.06)mm,但使用该方法效率较低。

图8-26 心轴块规找正法示意图
1、5—心轴 2—主轴 3—塞尺 4—块规 6—机床工作台
在样板找正法中,样板上孔系的孔距精度比工件孔系精度高,孔径比工件的孔径大。使用时将样板装在工件上,用装在机床主轴上的千分表定心器,按样板逐一找正机床主轴的位置进行加工。用样板法找正时间短,且不易出错,工艺装备简单,孔距精度可达±0.05mm,常用于加工较大的工件孔。
2)镗模法。用镗模法加工孔系如图8-27所示,工件安装在镗模上,镗杆由模板上的导向套支承。加工时,镗杆与机床主轴浮动连接。影响孔系的加工精度主要是镗模的精度。用镗模法加工孔距精度可达±(0.025~0.05)mm,用镗模法定位夹紧迅速,不需找正,生产效率高,普遍用于成批和大批量生产中。

图8-27 镗模法加工示意图
1—工件 2—镗杆 3—导向模 4—导向套 5—主轴 6—工作台
3)坐标法。坐标法是在普通卧式镗床、坐标镗床或数控镗铣床等设备上,借助于测量装置,调整机床主轴与工件间在水平和垂直方向的相对位置来保证孔距精度的一种镗孔方法。
在箱体的设计图样上,因孔与孔间有齿轮啮合关系,对孔距尺寸有严格的公差要求,所以采用坐标法镗孔之前,必须把各孔距尺寸及公差借助三角几何关系及工艺尺寸链规律换算成以主轴孔中心为原点的相互垂直的坐标尺寸及公差。用坐标法镗孔时,孔距精度取决于主轴沿坐标轴移动的精度。采用光栅或磁尺的数显装置,读数精度可达0.01mm,满足一般精度的孔系要求。坐标镗床使用的测量装置有精密刻线尺与光电瞄准、精密丝杠与光栅、感应同步器或激光干涉测量装置等,读数精度可达0.001mm,定位精度可达±(0.001~0.003)mm,可加工孔距精度要求特别高的孔系,如镗模、精密机床箱体等零件的孔系。
(2)同轴孔系的加工。同轴孔系的主要技术要求是孔的同轴度。保证孔的同轴度有如下方法:
1)镗模法。在成批生产中,几乎都采用镗模法加工,其同轴度由镗模保证,如图8-28所示,可同时加工出同轴孔系中的两个孔,两孔的同轴度误差可控制在0.015~0.02mm。
2)利用已加工过的孔作导向。见图8-28,当箱体前壁上的孔加工好后,在孔内装一导向套,通过导向套支承镗杆来加工后壁的孔。此法对于加工箱壁距离较近的同轴孔系比较适合,但需配置一些专用的导向套。
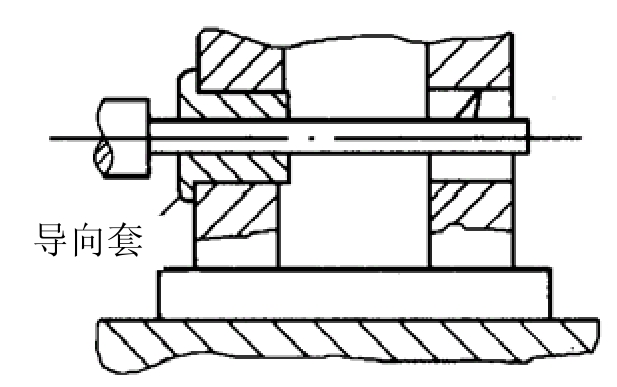
图8-28 利用导向套加工同轴孔
3)利用镗床后立柱上导向套支承镗孔。这种方法其镗杆为两端支承,刚性好,但此方法调整复杂,镗杆较长,故该方法只适用于大型箱体的加工,如图8-29所示。

图8-29 大型箱体同轴孔系的加工
4)采用调头镗削。当箱体箱壁相距较远时,可采用调头镗削。工件在一次安装下,镗好一端的孔后,将镗床工作台回转180°,再镗另一端的孔。用这种加工方法镗杆悬伸较短,刚性好,加工精度取决于镗床工作台回转精度。
(3)垂直孔系的加工。箱体上垂直孔系的加工主要是控制有关孔的垂直度误差。在多面加工的组合机床上加工垂直孔系,其垂直度主要由机床和镗模板的精度保证;在普通镗床上,其垂直度主要依靠机床的挡块保证,定位精度较低。为了提高定位精度,可用心轴和百分表找正。如图8-30所示,在加工好的孔中插入心轴,然后将工作台旋转90°,移动工作台,用百分表找正。

图8-30 找正法加工垂直孔系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












