



3.4.3 其他常用编程指令及应用
1.子程序应用
现代CNC系统一般都有调用子程序功能,但子程序调用功能不是标准功能,不同的数控系统所用的指令格式均不相同。FANUC 0系统调用子程序指令如下:
M98:用来调用子程序。
M99:用来结束子程序调用,返回到主程序。
一次装夹加工多个相同零件或一个零件中有几处形状相同、加工轨迹相同时,可使用子程序编程。如图3-21所示,编制加工两个相同工件的程序。Z轴开始点为工件上方100mm处,切深10mm。
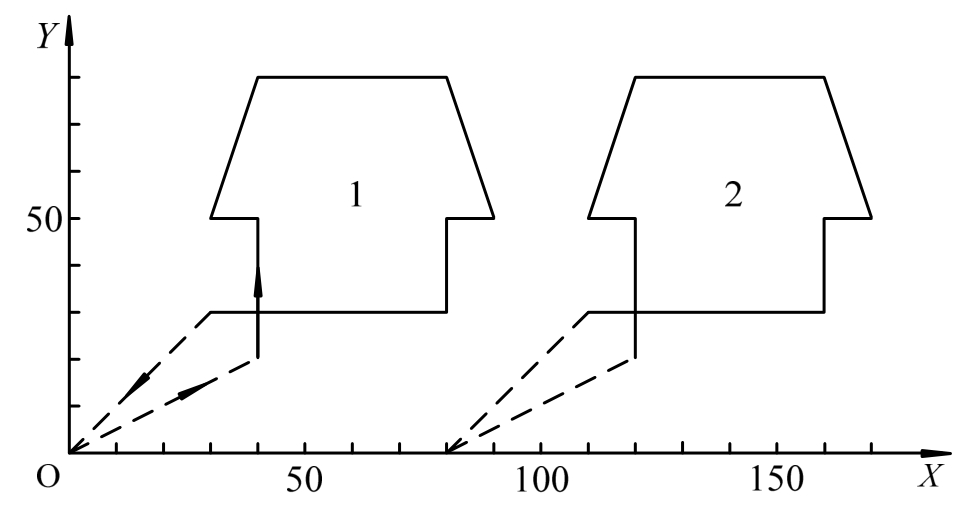
图3-21 重复加工编程示例

2.旋转加工指令:G68、G69(FANUC 0 系统为例)
格式为:G68 X_Y_R_
式中:X、Y为旋转中心坐标;R为要旋转的角度,以X轴正向为起点,顺时针方向为正,逆时针方向为负。要旋转的图形和旋转的次数。
G69为旋转加工取消指令。
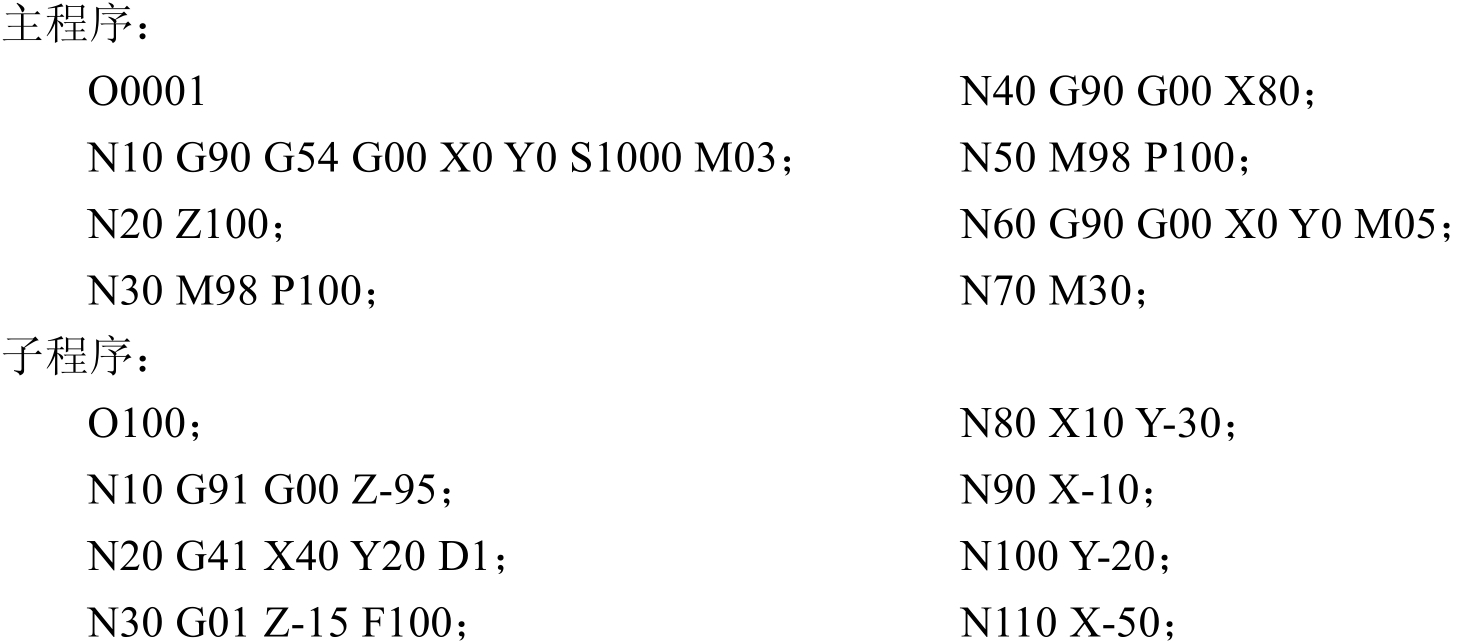
加工如图3-22所示轮廓,起点为X0,Y0,用旋转加工功能G68编写的程序如下:
主程序:
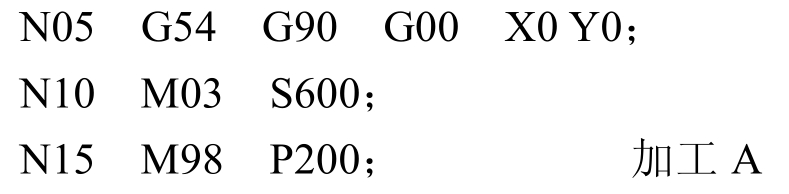
N05 G54 G90 G00 X0 Y0;
N10 M03 S600;
N15 G68 X0 Y0 R0 M98 P0200;
N20 G68 X0 Y0 R45 M98 P0200;
N25 G68 X0 Y0 R90 M98 P0200;
N30 G68 X0 Y0 R135 M98 P0200;
…
N50 G69 M05 M30;
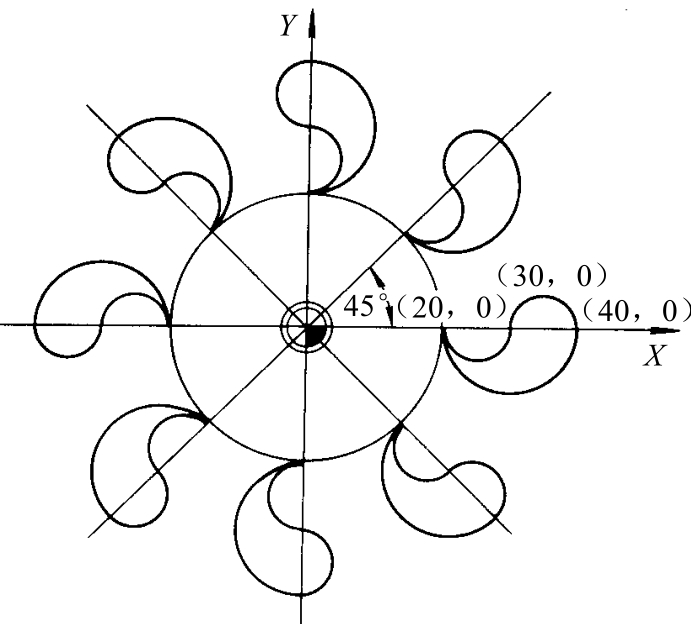
图3-22 旋转加工功能
子程序:O0200
N005 G91 G00 X20 Y0;
N010 G03 X20 Y0 I10 J0 F200;
N015 G03 X-10 Y0 I-5 J0;
N020 G02 X-10 Y0 I-5 J0;
N025 G00 X-20 Y0;
N030 M99;
3.镜像加工指令:G24、G25(华中数控系统HCNC为例)
镜像加工功能又叫轴对称加工功能,是将数控加工轨迹沿某坐标轴作镜像变换而形成加工轴对称零件的加工轨迹。对称轴(或镜像轴)可以是X轴、Y轴或原点。
格式为:G24 X_Y_Z_;建立镜像
M98 P_;
G25 X_Y_Z_;取消镜像
加工如图3-23所示轮廓,起刀点在X0,Y0,用镜像加工指令编程如下:
主程序:

子程序:
O200
N005 G91 G00 X30 Y30;
N010 G01 X0 Y60 F120;
N015 X20 Y-20;
N020 X40 Y0;
N025 G02 X0 Y-40 I0 J-20;
N030 G01 X-60 Y0;
N035 G00 X-30 Y-30;
N040 M99;
4.缩放加工指令:G51、G50(华中数控系统HCNC为例)
格式为:G51 X_Y_Z_P_
M98 P_
G50
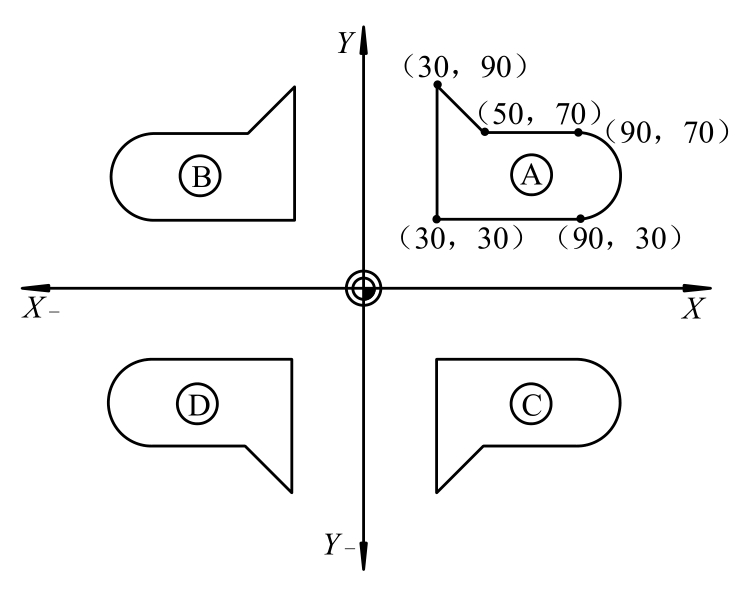
图3-23 镜像功能
式中:G51为建立缩放,G50为取消缩放,X、Y、Z为缩放中心坐标,P为缩放系数。
G51既可指定平面缩放,也可指定空间缩放。在G51后,运动指令的坐标值以(X、Y、Z)为缩放中心,按P规定的缩放比例进行计算。在有刀具补偿的情况下,先进行缩放,然后进行刀具半径补偿、刀具长度补偿。
G51、G50为模态指令,可相互注销,G50为缺省值。
如图3-24所示三角形ABC,顶点为A(10,30),B(90,30),C(50,110),若缩放中心为D(50,50),缩放系数为0.5倍,则使用缩放功能编制的加工程序为:
G51 X50 Y50 P0.5;
M98 P100;
G50;
…
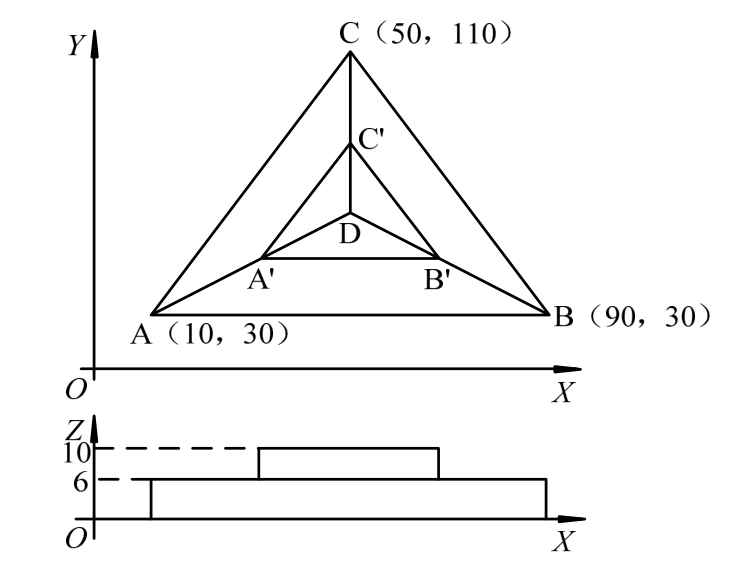
图3-24 ΔABC缩放示意图
执行该程序时,机床将自动计算出三角形A´B´C´三点的坐标数据,按缩放后的图形A´B´C´进行加工。P100为加工三角形ABC的子程序。
5.宏程序的应用及其手工编程
宏程序通过编辑子程序中的变量(称为全局变量)来改变刀具路径和刀具位置。
宏程序的使用使数控加工手工编程更加灵活,现代CNC系统一般都提供宏子程序的调用功能,但不同数控系统的指令和格式都可能不同,编程者在应用时应参考所使用的数控机床编程手册。
值得一提的是,宏程序不能取代CAD/CAM软件,但它可以简化编程。G65命令用于调用一个子程序,并将变量传送给它,格式如下:
G65 P_[L_] [变量]
其中方括号内的项是可选的,注意不要把它们同带方括弧的条件表达式混淆了。G65指令要求有一个P代码与宏子程序号相对应。G65指令中选择了L代码时,则定义了子程序重复的次数。
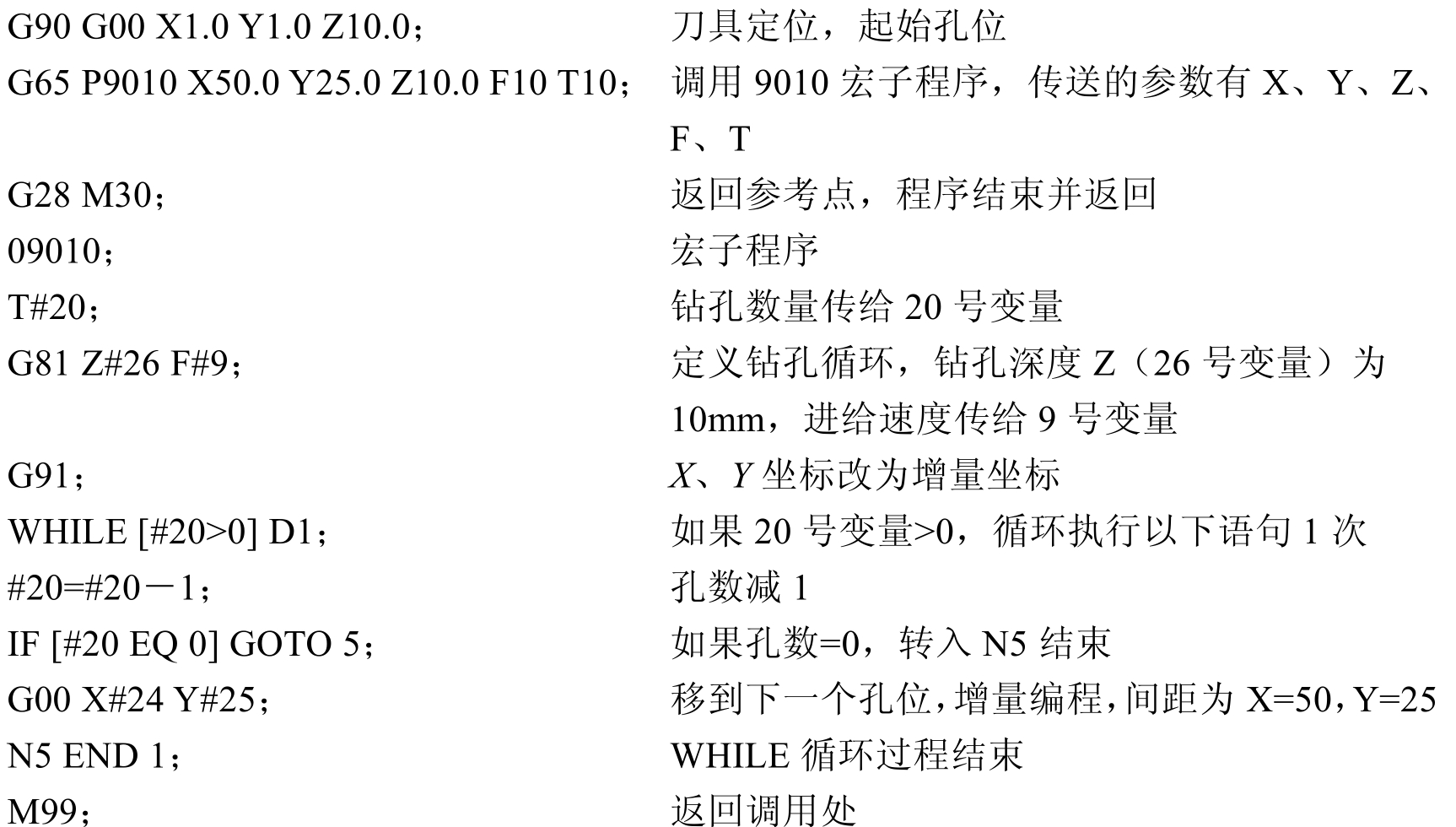
如图3-25所示,要求沿直线方向钻一系列孔,直线的倾角由G65命令行传送的X和Y变量来决定,钻孔的数量则由变量T传送。
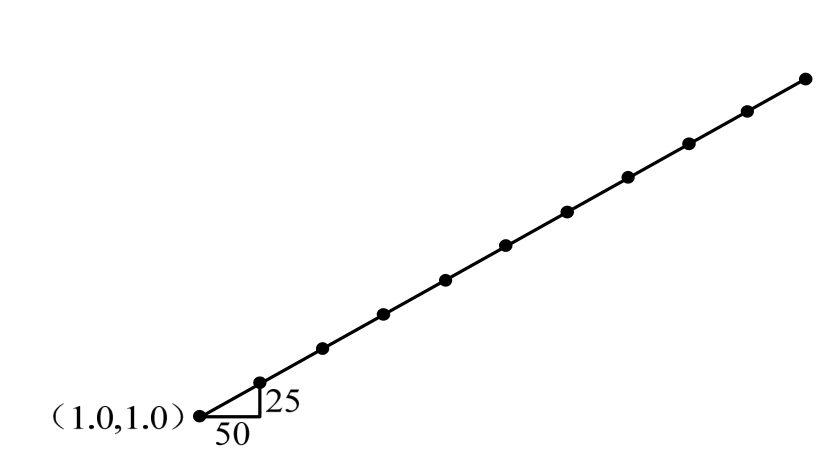
图3-25 直线上的孔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。








