



一、螺旋线插补
螺旋线插补指令与圆弧插补指令相同,即G02和G03分别表示顺时针、逆时针螺旋线插补,顺、逆时针的定义与圆弧插补相同。在进行圆弧插补时,垂直于插补平面的坐标同步运动,构成螺旋线插补运动,如图3-78所示。
编程格式:
在XY平面内17G
在ZX平面内18G
在YZ平面内19G
下面以格式17G 为例,介绍各参数的意义,另外两种格式中的参数意义类同。
为例,介绍各参数的意义,另外两种格式中的参数意义类同。
X、Y、Z——螺旋线的终点坐标;I、J——圆心在X、Y轴上相对于螺旋线起点的坐标;R——螺旋线在XY平面上的投影半径;K——螺旋线的导程(单头即为螺距),取正值。
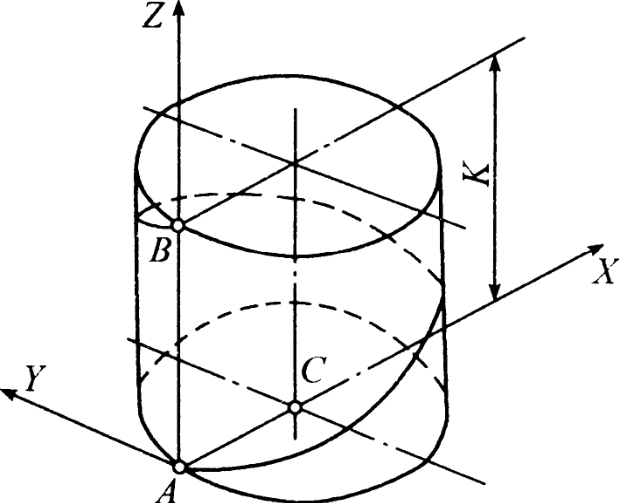
图3-78 螺旋线插补
A—起点 B—终点 C—圆心 K—导程
两种格式的区别与平面上的圆弧插补类似,现代CNC系统一般采用第一种格式,即G17 X_ Y_ Z _ I_ J_ K _。
X_ Y_ Z _ I_ J_ K _。
例3.11 如图3-79所示螺旋槽由两个螺旋面组成,前半圆 为左旋螺旋面,后半圆为右旋螺旋面。螺旋槽最深处为A点,最浅处为B点。要求用φ8mm的立铣刀进行加工该螺旋槽,编制数控加工程序。刀具半径补偿号为D01,长度补偿号为H01。
为左旋螺旋面,后半圆为右旋螺旋面。螺旋槽最深处为A点,最浅处为B点。要求用φ8mm的立铣刀进行加工该螺旋槽,编制数控加工程序。刀具半径补偿号为D01,长度补偿号为H01。

图3-79 螺旋槽加工
N0010 G54 G90 G21 G17 T01;
N0020 M06;
N0030 G00 G43 Z50.0 H01;
N0040 G00 X24.0 Y60.0;
N0050 G00 Z2.0;
N0060 M03 S1500;
N0070 G01 Z-1.0 F50.0 M08;
N0080 G03 X96.0 Y60.0 Z-4.0 I36.0 J0 K6.0;
N0090 G03 X24.0 Y60.0 Z-1.0 I-36.0 J0 K6.0;
N0100 G01 Z1.5 M09;
N0110 G49 G00 Z150.0 M05;
N0120 X0 Y0;
N0130 M30;
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










