



第二节 普通环锭纺机台(紧密纺DTM129)细纱机值车工作法
一、交接班工作
交接班工作是保证生产正常运行的重要环节。交接班工作要做到对口交接,交班人要主动交清,接班人应认真检查,双方既要团结协作,又要严格分清责任。
1.交班做到三清
(1)交清生产情况——如品种翻改、工艺变更,接清断头,换齐粗纱整理好粗纱分段。
(2)交清设备情况——包括机械运转、设备维修、电气是否正常。
(3)交清质量情况——树立质量第一的思想。交清公用工具,收清回花。
2.接班做到四查
(1)查生产——提前15分钟上班,了解上班生产状况,查品种翻改、工艺变更、储备量等。
(2)查设备——查自调匀整、安全装置是否正常,查机械运转、电气自停等情况。
(3)查质量——查粗纱错支、粗纱定台、粗纱宝塔分段及断头情况等。查筒管是否插错及空锭情况等。
(4)查清洁及公用工具是否齐全。
二、开关车工作
1.关车
(1)关车落纱后,掀摇架释压(以防皮辊压伤)。
(2)机修工关掉车尾电源开关,打开车尾防护门,松皮带,然后关闭防护门。机修工再次巡查包干区域摇架是否释压、电源开关是否关掉。
2.开车
(1)机修工紧好皮带,关闭防护门(螺丝紧到位、补全)。打开车尾电源开关(一分钟以上),挡车工按下摇架,合上隔纱板,按风机启动按钮,钢领板复位,按低速启动按钮开车生头。如果钢领板不复位,挡车工不得使用摇把,应立刻找机修工维修。严禁违章操作,否则,一切后果自负。
(2)值车工应注意观察车台运转情况,发现有异常(成形异常、异味、异响)时,应及时关车,并通知专业人员维修。
三、巡回工作
巡回工作是有计划地组织一轮班生产的重要方法。巡回的过程是发现问题、解决问题的过程。必须遵循巡回路线,主动掌握生产规律,保证生产的正常进行。巡回测定的时间为1小时。
1.巡回路线
巡回路线采用跳弄看管的巡回方法,3台以下采用挨弄看管,3台以上采用跳弄看管的巡回路线,按一定规律看管车道,同时照顾2台车两面的断头等工作。
(1)看管3条车道及以下的巡回路线,如图6-15所示,第二个巡回反向走。
(2)看管4条车道的巡回路线如图6-16所示。

图6-15 看管3条车道的巡回路线

图6-16 看管4条车道的巡回路线

图6-17 看管5条车道的巡回路线
(3)看管5条车道的巡回路线如图6-17所示,第二个巡回反向走。
(4)看管6条、7条、8条……以此类推。
2.巡回时间
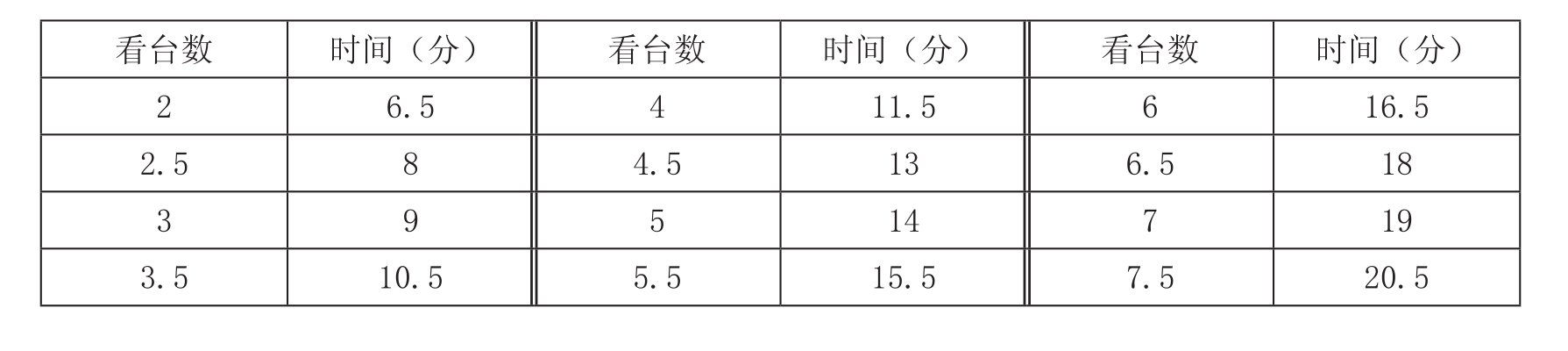
换宝塔头车台根据机台的断头、粗纱使用情况灵活掌握巡回时间,保证工作在各个巡回中完成。看台数和巡回时间见表6-2。
表6-2 看台数和巡回时间
3.巡回方法
要有预见性、计划性、灵活性。
(1)预见性:根据自己的操作技术水平,生产情况,各项工作规律,机械性能预见一轮班,一个巡回、一落纱的工作,如:小纱断头多时可少做或不做清洁工作,根据断头换粗纱情况决定每个巡回的工作量。
(2)计划性:
①掌握断头规律,主动安排各项工作,小纱断头多,可少做不做清洁工作,集中处理断头,中纱断头少多做清洁工作,大纱做好落纱的准备工作。
②分清轻重缓急,处理各种断头和粗纱时要掌握三先三后的方法:先易后难,先紧急后一般,生头先右后左,换粗纱先左后右。
(3)灵活性:巡回要有规律地灵活运用目光做到五看。
①进车弄全面看:从近到远,从远到近,先看断头后看粗纱使用情况,计划本巡回工作时间,并及时处理飘头、跳管等紧急情况;
②车弄中分段看:先看断头,后看粗纱,先右后左不漏头,不漏疵;
③换粗纱、接头,做清洁工作周围看,做清洁工作时灵活看,先看断头、粗纱,后看粗纱疵点;
④出车弄回头看清断头和粗纱,做到心中有数,计划下一个巡回工作。
⑤跨车弄稍带看清断头和粗纱,对弄档内出现的飘头、跳管等紧急情况要及时处理,运用五看做到四个不漏,即:打擦板时左右不漏头;换粗纱时左右不漏头;做清洁工作身后不漏头;进出弄档时车头、车尾不漏头。
4.清洁工作安排
扫地全部、绞皮辊一面、清扫吸棉笛管全部、打擦板全部、查喇叭口一面。
5.挡车工在实际中遇到的问题和应采取的措施
(1)遇到车台难挡,绕车严重时,挡车工应先将绕皮辊、罗拉的摇架拎起,拾清飘头花,暂停清洁工作,先集中处理未绕皮辊的简单头,后处理复杂头,空粗纱最后处理绕胶辊严重的头,并将飞花飘到的机械部件用绞针绞净,防止再次打断细纱。
(2)遇到难接的头应采取的措施有:
①提起纱条过紧,应先绕好导纱钩再插管接头,或调换钢丝圈,钢领发涩可用蜡或凡士林(挡车工切忌用吐沫抹钢丝圈,因为钢领与钢丝圈有两个跑道即钢领与钢丝圈,钢丝圈与纱条,若挡车工用力抹钢丝圈时,就使钢丝圈、钢领之间跑道增加,易产生棉球纱,影响纱的质量)。
②满纱时个别头难接,可在钢领板下降时接头或采用不拔管接头。
③空锭时间长而又接不上的断头,可调换邻纱后接头;
④发现飞钢丝圈的头,先拔管引纱,再套钢丝圈连纱一起挂上,这样可减少动作,节约时间;
⑤遇有连续断头,可先接筒管两端的断头再逐锭接上,这样可防止断头蔓延;
⑥ 左手拔管的同时,右手在筒管底部清洁锭子回丝,以防回丝飞出,打断邻纱(清除回丝时,要用左手抓住锭子再清除,切忌用纱纡别住锭子,造成歪锭子)。
(3)紧密纱及精梳有压力棒机台在接断头前首先要查看是否有纱条浮压力棒上面并检查皮辊是否有啃伤。
(4)发现机台突发性断头多或缠绕皮辊严重要联系组长检查机械,车间温湿度情况;
(5)接头发现纱支偏细,弱捻时查粗纱是否用错或锭带滑上(发现粗纱用错时立即拿下粗纱,拔出纱纡通知班组进行解决处理;发现锭带滑上应立即恢复锭带位置将4只纱纡拔出拉掉弱捻纱)
(6)挡车工,换粗纱小组在用粗纱时要推陈出新使用,要求绕接头品种,车台必须要绕接头。
(7)换粗纱小组必须要粗纱有半层以上露筒脚才能开始换粗纱,以减少棉耗。
四、清洁工作
做好车台的清洁工作是减少断头,提高质量的重要环节。值车工必须要执行清洁进度表,合理均衡的将清洁安排在每个巡回,每一落纱中完成。
清洁工作应采取“六做”、“五定”、“五不落地”、“四要求”的方法:
(1)六做:勤做、彻底做、分段做、交叉结合做、随时结合做、轻做;
(2)五定:定内容、定时间、定次数、定工具、定方法;
(3)五不落地:白花、回丝、粗纱头、成团的飞花、管纱不落地;
(4)四要求:
①要求做清洁工作时不能造成人为疵点和断头;
②要求清洁工具经常保持清洁,定位放置;
③要求注意节约,做到五不落地;
④要求备用吊锭的粗纱随时保持干净。
清洁内容见表6-3。
表6-3 细纱值车工清洁工作

清洁工具:

图6-18 竹扦

图6-19 一字刷

图6-20 擦板

图6-21 手套
(1)竹扦:挡车工做清洁卷花衣用,见图6-18。
(2)一字刷:做筒管清洁用,见图6-19。
(3)擦板:做叶子板清洁用,见图6-20。
(4)手套:做摇架清洁,见图6-21。
五、单项操作
单项操作是值车工的基本功,是整个操作法的基础,单项操作要求动作快,动作准确,操作质量好。细纱单项操作分为接头和换粗纱两项。
(一)接头
接头采用抵管接头法。要求做到:
(1)五快:拔管快、寻头快、套钢丝圈快、插管快、绕导纱钩快。
(2)二好:定位好,质量好(挺、近、准、轻)
1.拔管方法
动作要领:拔管动作要快而轻,先垂直拔,离锭塔即管尖偏左倾斜,避免顶翻叶子板。
(1)小中纱拔管时用左手拇、食、中三指为主,其他二指为辅握住纱管中上部拔出,见图6-22。

图6-22 中、小纱拔管

图6-23 大纱拔管
(2)大纱拔管:
用左手在纱管底部向上托起,同时右手拇食中三指握住纱管拔出,见图6-23。
(3)如纱管过紧不易拔出,用右手拇食两指捏住锭盘上端,左手捏住纱管,然后左手向右,右手向左同时转动,拔出纱管。
2.寻头方法
(1)看准纱头的位置,并同时用右手拇指和弯曲的食指第一节在纱管斜面捏住纱头捻出。
(2)如果找不到纱头,左手拇食中指三指可稍稍左右转动纱管找头。
(3)如有纱尾时,应先拉断纱尾再找头,见图6-24。
3.引纱方法
(1)小纱管底没有成纱前,由管底部引出,大、中纱由纱管上部引出。
(2)引出纱线夹在无名指第一关节处,同时用中指,小指紧靠无名指夹住纱条,引纱长度不超过3个锭距,引纱时,眼睛看准钢丝圈的位置,见图6-25。
4.套钢丝圈方法
左手拿纱管略带倾斜,管底朝向锭杆,纱管尽量靠近钢板,两手间纱条拉紧,并与钢板平行,(时钟25分)位置,以食指尖扣住钢丝圈内侧,使其开口向外,拇指指尖顶住纱条,向食指的右前方套入钢丝圈,其余三指应靠拢手心,左手迅速抬起准备插管,见图6-26。

图6-24 寻头

图6-25 引纱
5.插管、提纱方法
(1)套好钢丝圈后,左手拇食中三指握住纱管中上部以三指用力为辅,手腕力为主,把纱管从倾斜到垂直插下,在即将到锭底时靠食指用力插下,手背从插管动作开始时逐渐翻转向上,见图6-27。

图6-26 套钢丝圈

图6-27 插管

图6-28 提纱

图6-29 绕导纱钩
(2)在纱管倾斜插上锭尖时,右手手心向下,四指并排拇指呈掐头姿势,用中指第一指面提纱并在提纱时,食指前顺势稍抬导纱板,便于插管,左手和右手抬起时的动作稍前后,可便于缩短引纱长度,见图6-28。
(3)提纱长度不超过上绒棍。
6.绕导纱钩、掐头方法
(1)左手插管后,用食、中指抬起导纱板约45度,右手提纱时手背向上,手心向下,靠手指的微动和手腕的配合使纱条迅速绕进导纱钩。
(2)在右手提纱套入导纱钩的过程中,靠手腕的转动反纱条挑在食指的第一节的1/2处,在食指第一节1/2处并伸出食指侧面2mm,捏住纱条,食指呈弧形,无名指到食指第一节绕的纱条崩紧,中指同时缩进与食指平齐伸直,用中指第一节指面,无名指小指三指并齐向下用力掐头,使掐的头挺直,见图6-29。
(3)食指挑纱及掐头动作均在提纱的过程中完成,即边抻边掐,掐头长度为16mm左右,掐头时眼睛要看准,罗拉吐出的须条位置,便于迅速对准接头位置,见图6-30。
7.搭头方法
掐头长度为2cm左右,掐头的同时眼睛要看清须条位置,然后右手提纱向左或向右绕在胶辊与集棉器之间接头(绕胶辊接头长度为6~10cm)见图6-31。

图6-30 掐头

图6-31 搭头

图6-32(a)掐头图

图6-32(b)绕胶辊接头
8.绕胶辊接头方法
(1)拔管,找头,引纱,套钢丝圈,插管提纱,绕导纱钩,掐头的操作均与抵管接头法相同。
(2)掐头长度为2cm左右,掐头的同时眼睛要看清前档小胶辊和大胶辊之间的须条位置,然后右手提纱向左或向右绕前档大胶辊接头(绕胶辊接头长度为6~10cm),见图6-32。
(二)换粗纱
换粗纱采用顺镶包卷法。
要求做到:退捻松散、分丝手掌形、拉头笔尖形、捻头要适当,包卷要回捻。
六、防疵捉疵、质量把关
防止纱疵,清除纱疵是提高产品质量的重要方面,在操作中要重视质量,做到好中求多,好中求快,防止人为疵点,清除粗纱与机械疵点,严格把好质量关。
1.防止人为疵点
在一切操作中要做到目光运用,按照“二主二次”、“二清二捉”的要求做到“以防为主,防捉结合”以保证质量。
(1)二主二次:以接头为主,以换粗纱为主,以捉粗纱疵点为辅。
(2)二清二捉:清洁工具时捉粗纱疵点,清洁粗纱架时捉粗纱疵点。
2.预防清洁工作疵点
挡车工清洁项目有:吸尘花(在不用扫帚时),吸棉筒管、胶辊胶圈、后罗拉、清洁器、卷车面、喇叭口、工字架摇架及弯轴、张力架、罗拉架、前罗拉、中罗拉、导纱杆、摇架杆、擦钢板、网络圈叮花、车头车尾三档罗拉、隔纱板支柱叮花。
3.捉疵类型
捉疵的类型有:绒板花、油花、飞花、竹节纱、单双头、飘头、锭壳花、野杂丝、色纱、油污纱、冒头冒脚纱、强捻纱、弱捻纱等。
4.常见细纱疵点
本工序易产生的纱疵类型有:长片断粗纱、细节纱;条干不匀纱;竹节纱;冒头冒脚纱;毛羽纱、碰钢领纱、油污纱、脱圈纱、脱纬纱等。
七、安全生产
在生产过程中,必须严格执行安全操作规程,严防人身、机械、火警等事故的发生。必须注意:
(1)挖去风箱花时,必须关车。
(2)扎罗拉花衣时防止伤手,手摸下胶圈时防止手指卷入胶圈。
(3)发现破筒管、破锭盘,应及时调换。发现锭带绕筒管时应立即关车。
(4)发现机台异味异响时应及时关车。
(5)发现机台起火,立即关掉吸棉风箱和周围机台,发出信号紧急救火。
八、细纱值车工作法测定
操作测定的目的是为了分析操作情况,交流操作经验。在测定过程中,要严格要求,测教结合,通过测定分析肯定成绩,总结经验,找出差距,不断提高生产与操作水平。
(一)单项测定评级标准
单项测定评级标准:(包括接头、换粗纱两项内容)见表6-4。
表6-4 单项测定评级标准

(二)单项操作测定
1.接头
(1)接头单项测定标准见表6-5。
表6-5 接10根实头的时间标准


(2)接头质量要求:每个白点或细节扣1分;
(3)接头速度比标准慢0.1秒,扣0.01分(在质量全部合格的基础上);速度比标准快0.1秒,加0.01分;
(4)接头连续接10根实头;
(5)接头时间起止点:手接触细纱管开始计时,接一根,打断一根,接齐10根实头,手离纱线为止。
2.换粗纱(连续包卷粗纱5个为测定标准)
(1)换粗纱时间:55秒
(2)(吊锭)外3只,里2只。换粗纱时第一只必须换大粗纱,其他四只由掐下的粗纱顺序轮换,采用连续包卷的方法,不能间隔。
(3)质量要求:粗纱包卷后,将纺出的细纱拉在黑板上检验,一个质量不合格扣1.5分,上部或下部断头每个扣1分,在非包卷时造成邻纱上下断头,每个扣0.2分,造成人为纱疵,每个也扣0.2分(要有实物)。
(4)换粗纱起止点:手碰粗纱开始计时,粗纱换完,手离粗纱条为止。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












