



第六节 数控加工工艺文件
【工作任务】
根据图1-39所示,制订和填写数控加工工序卡片。
【相关理论】
数控加工工艺文件是数控加工与数控加工工艺内容的具体体现,工厂中常用的数控工艺文件包括数控加工编程任务书、数控加工工序卡片、数控加工刀具调整单、数控机床调整单、数控加工进给路线图、数控加工程序单等。
以上工艺文件中,数控加工工序卡片和数控加工刀具调整单中的数控刀具明细表最为重要,前者是说明加工顺序和加工要素的文件,后者是刀具使用的依据。
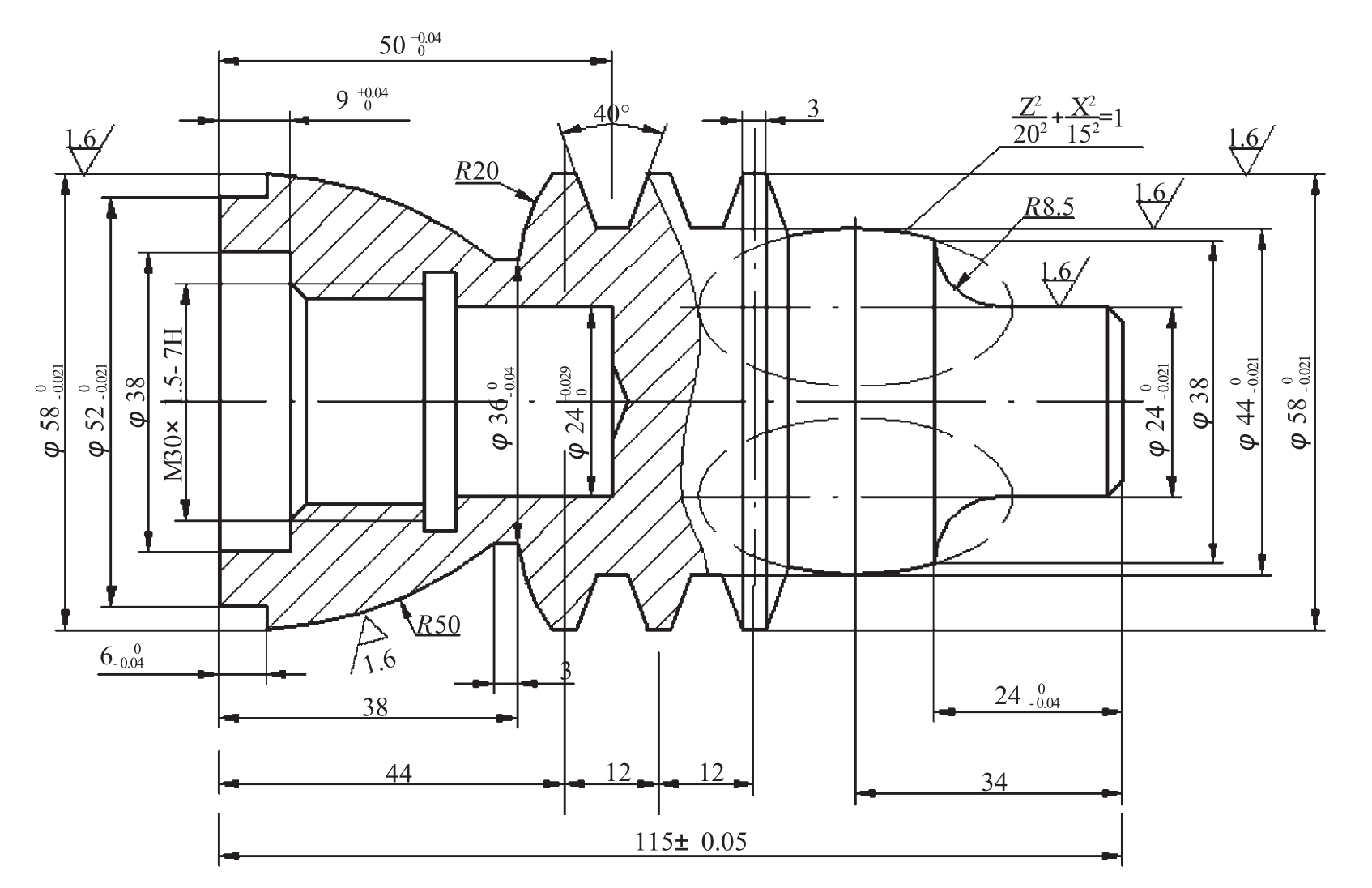
图1-39 椭圆梯形槽轴
为了加强技术文件管理,数控加工工艺文件也应向标准化、规范化方向发展。但目前尚无统一的国家标准,各企业可参照本书并根据本部门特点自行制订有关工艺文件。
一、数控加工编程任务书
数控加工编程任务书是编程人员和工艺人员协调工作和编制程序的重要依据,主要包括数控加工工序的技术要求、工序说明、编程前工件余量等内容,详见表1-15。
表1-15 数控加工编程任务书

二、数控加工工序卡片
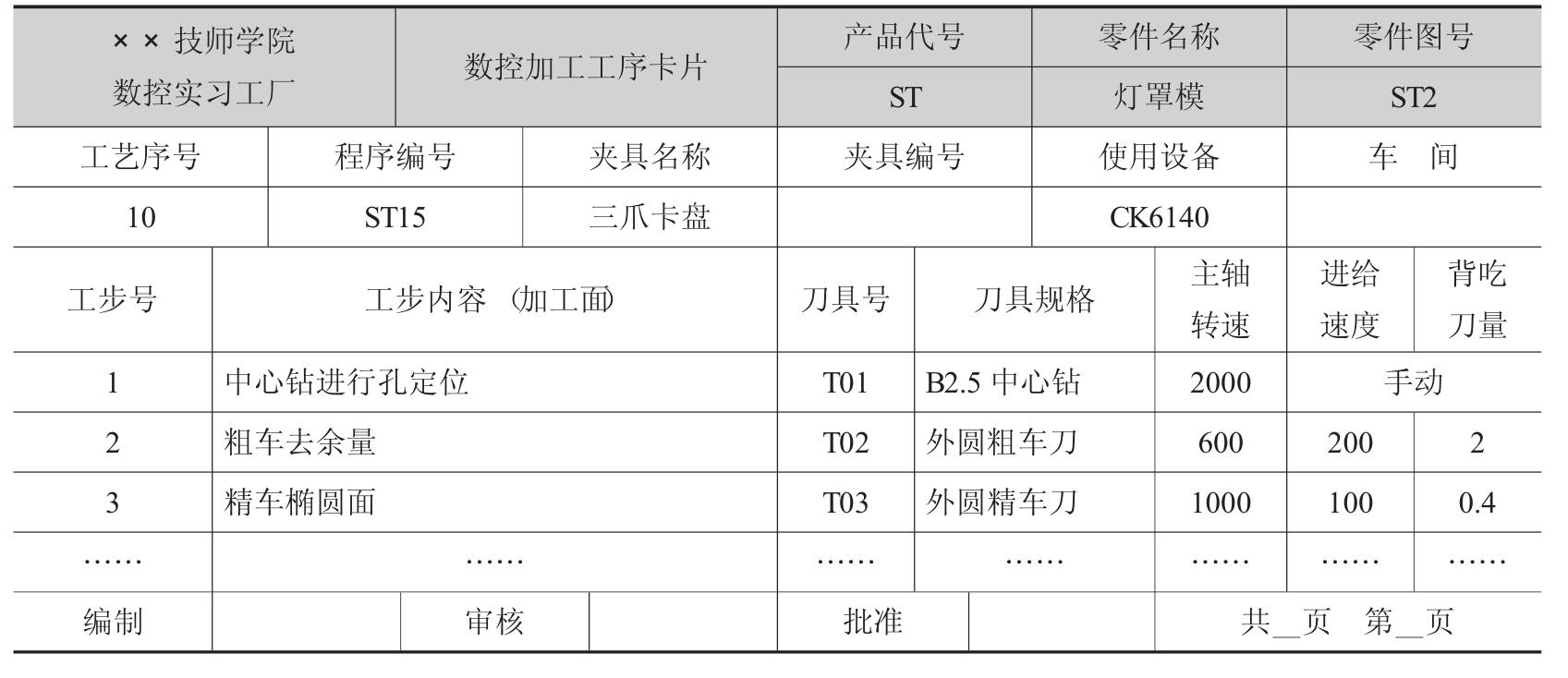
数控加工工序卡主要用于反映使用的辅具、刀具规格、切削用量参数、切削液、加工工步等内容,它是操作人员配合数控程序进行数控加工的主要指导性工艺资料。工序卡应按已确定的工步顺序填写。数控加工工序卡片格式见表1-16。
若在数控机床上只加工零件的一个工步时,也可不填写工序卡。在工序加工内容不十分复杂时,可把零件草图反映在工序卡上,并注明对刀点和编程原点。
表1-16 数控加工工序卡片
三、数控刀具调整单
数控刀具调整单主要包括数控刀具卡片(简称刀具卡)和数控刀具明细表(简称刀具表)两部分。
数控车床刀具卡片分别详细记录了每一把数控刀具的刀具编号、刀具结构、组合件名称代号、刀片型号和材料等,它是组装刀具和调整刀具的依据。
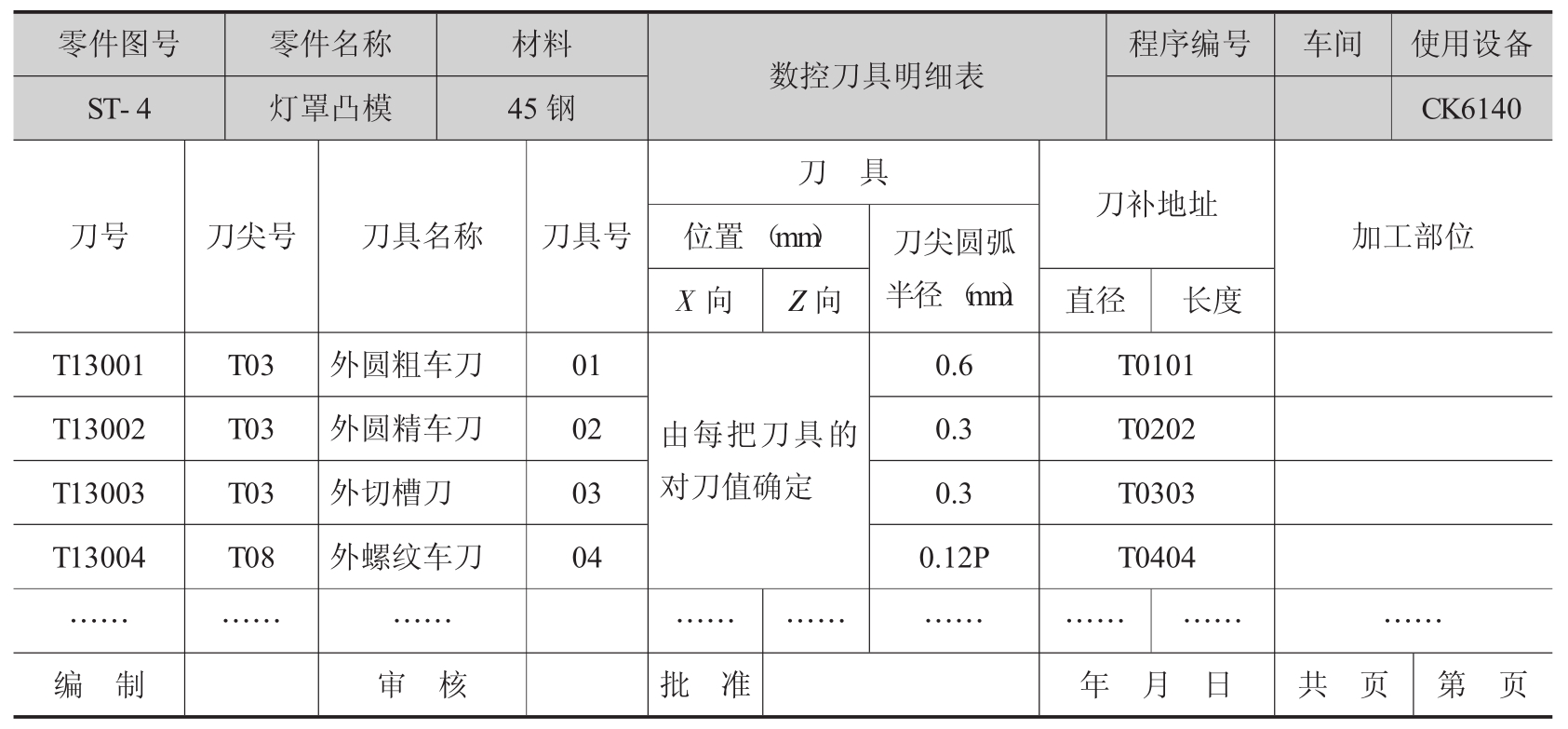
数控刀具明细表是调刀人员调整刀具输入的主要依据。刀具明细表格式见表1-17所示。
表1-17 数控刀具明细表
四、机床调整单
机床调整单是机床操作人员在加工前调整机床的依据。它主要包括机床控制面板开关调整单和数控加工零件安装、零点设定卡片两部分。
机床控制面板开关调整单,主要记有机床控制面板上有关“开/关”的位置,如进给速度f、调整旋钮位置或超调(倍率)旋钮位置、刀具半径补偿旋钮位置或刀具补偿拨码开关组数值表、垂直校验开关及冷却方式等内容。
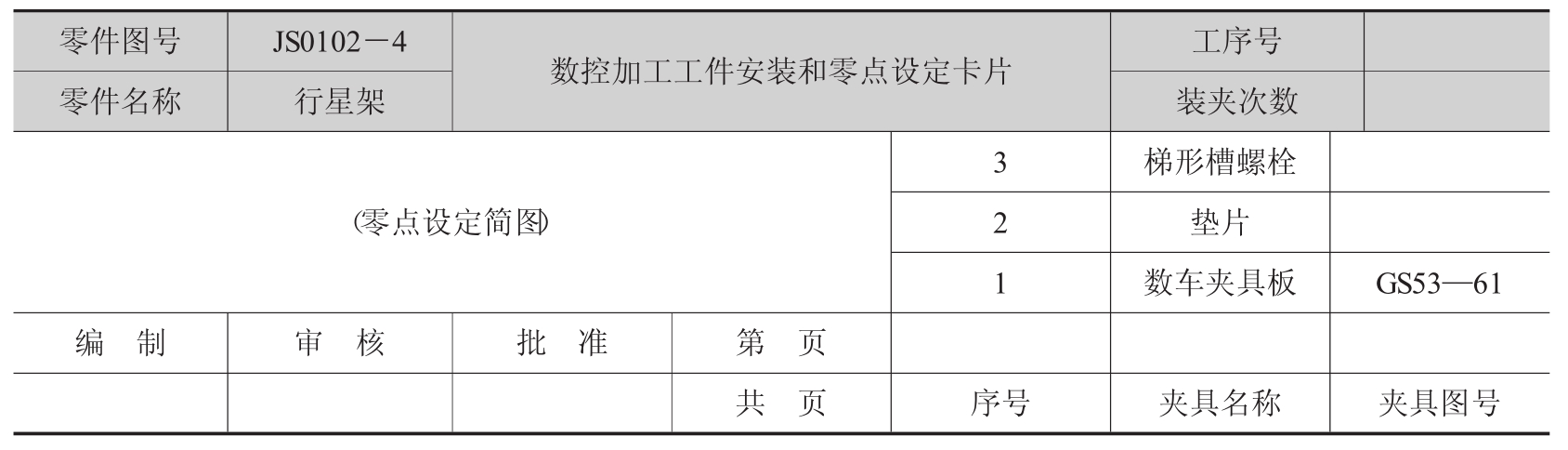
数控加工零件安装和零点(编程坐标系原点)设定卡片(简称装夹图和零点设定卡),它表明了数控加工零件定位方法和夹紧方法,也标明了工件零点设定的位置和坐标方向,使用夹具的名称和编号等。安装图和零点设定卡片格式见表1-18所示。
表1-18 工件安装和零点设定卡片
五、数控加工程序单
数控加工程序单是编程员根据工艺分析情况,经过数值计算,按照机床特点的指令代码编制的。它是记录数控加工工艺过程、工艺参数、位移数据的清单以及手动数据输入(MDI)和置备控制介质、实现数控加工的主要依据,详细内容将在其他章节中介绍。
【任务实施】
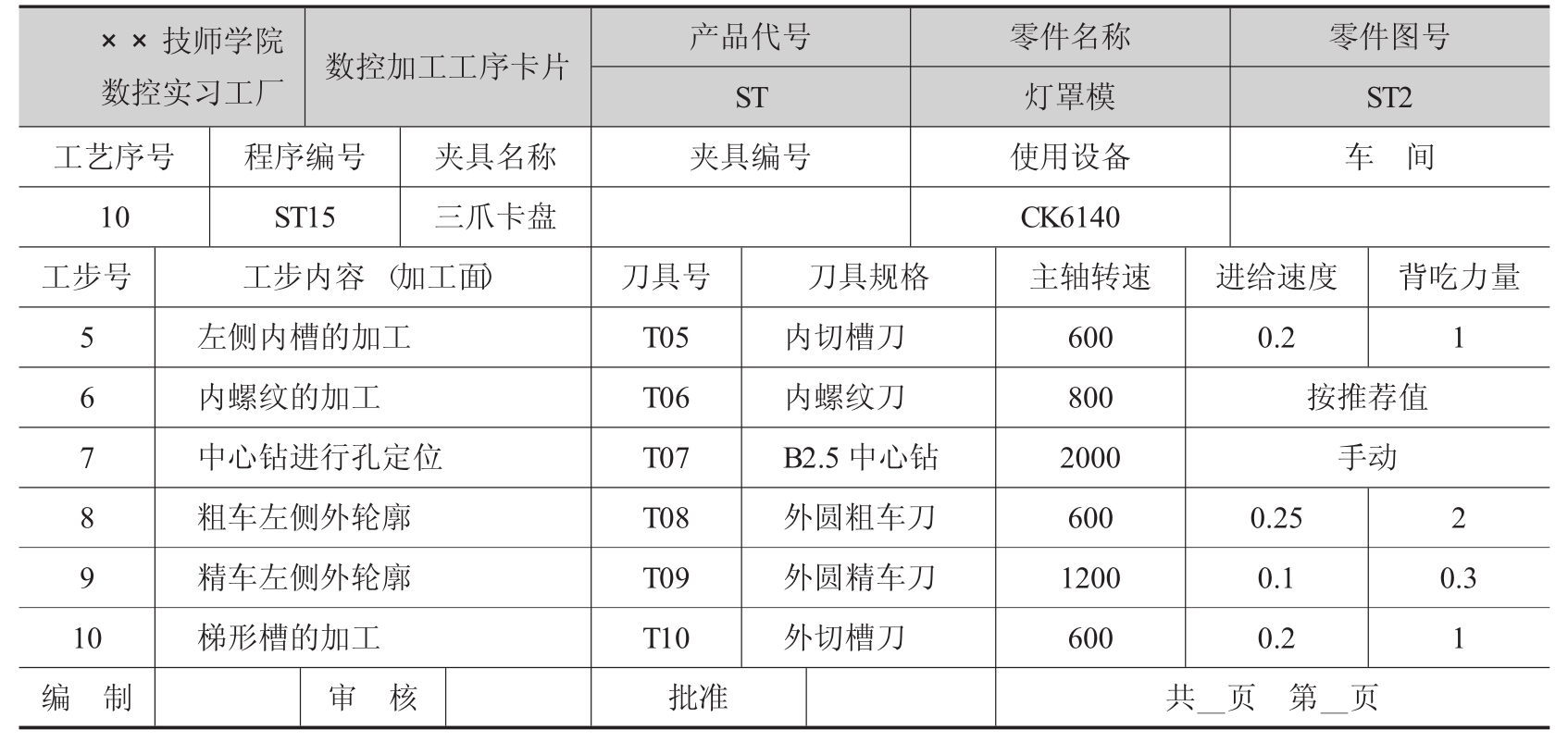
分析图纸,制订出的加工工序参见表1-19所示。
表1-19 数控加工工序卡片

续表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











