



二、成型加工设备
在饮食业中,面食成型机械的类型较多,主要分为中式面点设备和西式西点设备两大类。
按其所成型的产品,大致可形成以下几类:一是蛋糕浇模成型机,月饼包馅成型机等软料糕点类成型机械;二是面条机、馒头机、包子机、饺子机和蛋卷成型机等以生产大众类主食品的饮食成型机械;三是面包、饼干、面条、米线等成型机械,此类机械已形成整套生产线设备,自动化程度较高。
如按其成型方式,面食成型机械可以分为浇注成型、灌肠式成型、感应式成型、折叠式成型、钢丝切割成型、真空吸入式成型、卷切式成型以及辊印、辊切等成型方式。本节着重介绍与厨房生产联系密切的常见产品面条机、馒头成型机和饺子成型机的成型方式及结构原理。
(一)面条机
面条机分工业面条机和餐饮行业使用的小型面条机。工业面条机生产能力大,工艺流程分工细,且配备有干燥、切断、包装等设备。餐饮业使用的小型面条机主要生产即食性湿面条。湿面条机也有中式面条机和西式通心粉机两种不同设备。

图2-27 中式面条机
1—下面辊;2—切面刀调节;
3—面带厚薄调节;
4—面料斗;5—上面辊;
6—切面刀;7—电机
图2-27为餐饮业使用的中式面条机。是用和面机和好的面团制作湿面条的机器。
该机是先将面团压制成合适厚度的面带,然后将面带纵向切割成面条。
面带的压制与图2-26立式辊压机的原理和结构一致。不同的是,从压辊下落的面带不通过切面刀,扑粉后人工裹在下面辊上,从面团成型的面带裹完以后,移动到上面辊架上,通过面带厚薄调节旋钮调小压辊间隙后,将上面辊上的面带放入压辊再次辊压,薄面带又裹在下面辊上,如此反复,直至面带厚度合适。
切面时,从压辊下落的面带通过切面刀,被纵向切成长面条,根据使用需要人工切成合适的长度即可。
切面刀和压辊一样,也是成对布置,相向旋转,刀辊表面有等距离分布的环状凹陷和凸起,上辊的凸起与下辊的凹陷正好吻合,形成切割副,将面带纵向切割成面条,面条的宽度与凹陷和凸起的宽度一致。更换切面刀,可以得到不同宽度的面条。
(二)馒头成型机
馒头是大众主食,特别是在北方地区,已经形成了馒头的批量化生产。馒头成型机就是适应这种大规模消费需要而产生的。按成型馒头的原理,有辊压成型和刀切成型两类。
【提示】
辊压成型中有对辊式、盘式和辊筒式等方法。
馒头辊压成型机 在目前所使用的馒头成型机械中辊压成型的方式较多,图2-28所示为螺旋对辊式馒头成型机,主要由电机、螺旋供料机构、辊压成型机构及传动系统组成。

图2-28 螺旋对辊式馒头成型原理
1—电机;2—皮带轮;3—齿轮组;4—搅拌桨;5—料斗;
6—传动轮;7—粉刷;8—干粉槽;9—压辊齿轮组;
10—前后挡杆;11—面团闸门调节旋钮;
12—供料螺旋;13—成型辊
其工作过程是这样的:将和面机和好的松软适度、水分均匀的面团投入料斗,由重力喂入螺旋供料器中,经变容积螺旋的强制供料,把面推进至锥形出面嘴,被挤出的面团经出口处的切刀周期切割成定量的面块,然后直接进入一对螺旋成型辊中成型。成型对辊相对旋转(旋转方向相同),使面团块在成型的同时逐渐向成型辊另一端推进,从辊的另一端出料,完成馒头成型操作。另可通过更换对辊表面成型槽的方法,达到改变成品外形目的。
为了使对辊成型推送过程中面坯不会掉下,在垂直对辊的中央两侧安装了前后挡杆10,此外,对辊手柄的干粉槽中有粉刷7,通过传动轮带动旋转,将干粉从干粉槽底部筛孔漏下,防止成型过程中的黏结。
馒头辊压成型机传动路线是:电机轴通过皮带传动1次降速,经传动齿轮组2次降速后带动搅拌桨轴和螺旋供料辊轴转动;供料辊轴另一端通过传动轮6带动粉刷轴和上成型辊转动;上成型辊另一端的齿轮组9又通过中间舵轮,使下成型辊与上辊以相同速度同向转动,将两辊间面团搓圆成型。
(三)饺子成型机
该机通过机械作用来代替传统的手工操作,完成饺子的包馅成型操作过程。国内常用的成型机中,以灌肠辊切成型为主。图2-29所示为饺子成型机外形图。由输馅机构、输面机构、辊切成型机构、传动机构和各种调节辅助机构组成。工作时由输馅机构通过输馅管将馅料定量输入输面机构制成的面坯内,再由辊切成型机构将包馅的饺子切断并压模成型,从振动的出料板排出。
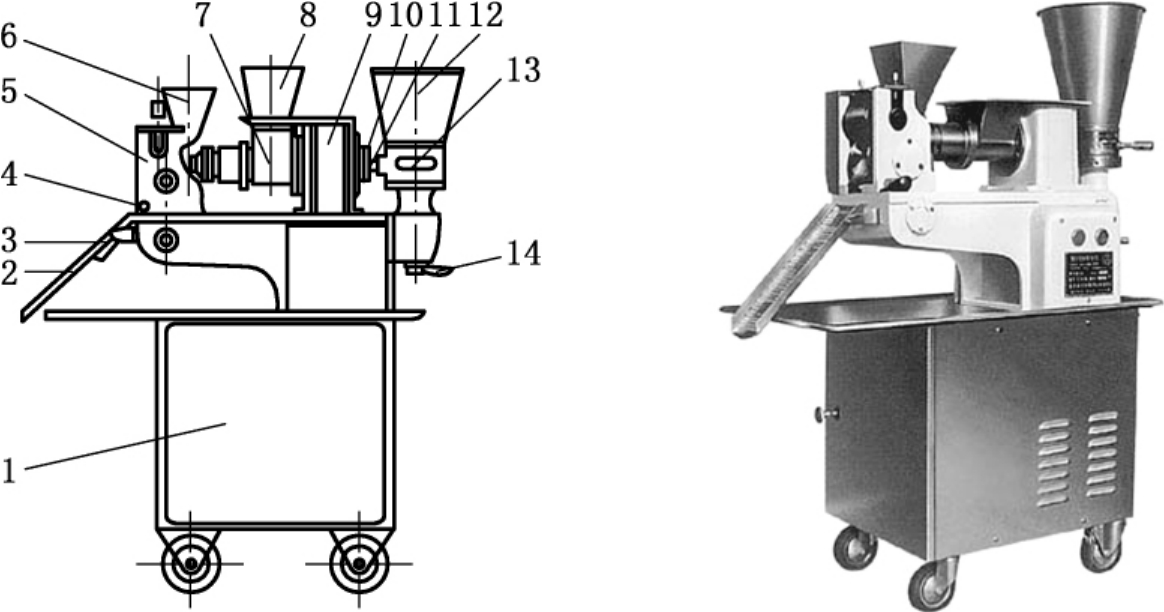
图2-29 饺子成型机
1—机架;2—出料板;3—振动杆;4—固定销;5—成型机构;6—干面斗;
7—输面机构;8—湿面斗;9—涡轮传动机构;10—调节螺母;11—输馅管;
12—馅料斗;13—定量输馅泵;14—传动控制手柄
1.输馅机构
主要由定量输馅泵和输馅管组成。由机械作用把馅料斗的馅心通过输馅管直接送至输面机构形成的面管,同时进行馅心的充填过程。输馅泵常用有两种形式,一种是齿轮泵,另一种是肉糜滑片叶片泵。目前用于饺子成型机上的均为滑片叶片泵,它可以克服齿轮泵对肉糜造成的直接机械挤压,有利于保持肉馅的原有汁液和风味,其工作原理图如图2-30所示。
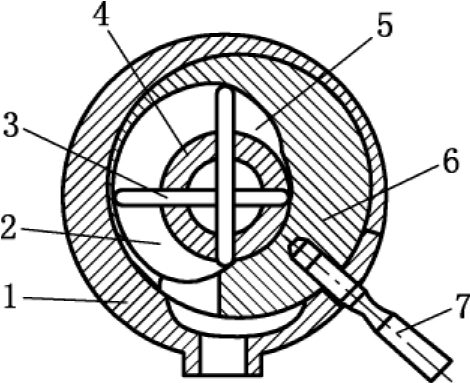
图2-30 输馅滑片叶片泵工作原理
1—泵体;2—压力排料腔;3—滑动叶片;
4—转子;5—吸料腔;6—定子;
7—定量调节手柄
此种泵属于定量容积泵,具有压力大、噪音小、振动小、流量稳定、定量准确等特点。在饮食机械中,滑片泵专用于肉糜输送,其结构主要由转子、定子、滑动叶片、调节手柄等组成。其工作原理是肉糜以自身重量和输馅铰龙向泵内送料,也有的通过泵体与真空管连接,使泵体内形成负压而把肉馅等吸入。其中转子是具有径向槽的圆柱体,槽内装有可伸缩滑动的滑片,其旋转轴心同泵体内腔中心偏离,在动力驱动下旋转时,转子中的滑片受离心力的作用向外滑出,紧压在泵体内壁,形成—个封闭空间。前半转时,泵体内相邻的两滑片间的体积逐渐增大,不断吸入馅料,在后半转时,泵体内相邻两滑片间的容积逐渐减小,使该腔内压力增大而不断通过馅管排出馅料。流量调节可以通过调节手柄调节定子同转子间隙容积实现。
2.输面机构
输面机构是把预调制的面团经输面铰龙的挤压而形成可充馅的直通面管,由输面铰龙、螺旋槽外壳、内外面嘴套以及面管厚度调节机构等组成,如图2-31所示。其工作过程是具有一定锥度的螺旋输面铰龙,在动力作用下通过匀速旋转均匀地改变铰龙同螺旋槽壳间的工作体积,使在铰龙中输送的面团所受的压力逐渐增大,保证面团被匀速地从内外面嘴套中挤出而形成可充馅的直通面管,从而完成输面操作。

图2-31 输面机构示意图
1—面管厚度调节螺母;2—外面嘴;3—面嘴套;4—内面嘴;
5—固定螺母;6—螺旋槽外壳;7—螺旋输面绞龙
输面机构面团流量和面管壁厚度的调节,可通过调节图2-29中的调节螺母10和图2-31中的面管厚度调节螺母1改变面嘴套间隙来实现。
3.成型机构
采用辊切成型方式,即输馅机构同输面机构共同形成的含馅面柱,通过传输机构进入成型机构进行辊切成型,其工作机构如图2-32所示。成型机构主要由底辊和成型辊组成。在从动成型辊上设置若干饺子凹模,通过饺子捏合边缘同底辊相切成型。当含馅面柱经过成型辊与底辊之间时,面柱内的馅料先在饺子模的感应和诱导下,逐渐被挤压至饺子模坯中心位置,然后在旋转过程中同时辊切捏合成型为饺子生坯。目前,很多成型机的成型辊同其辊上饺子模独立设置,可以根据实际需要现场装配,减少因改变饺子外形而拆装机器的困难。另外,为了成型辊的辊切和饺子脱模顺利,在成型辊上方设置振动撤粉装置。

图2-32 饺子成型机构示意图
1—齿轮;2—粉刷;3—干粉斗;
4—成型辊;5—底辊
【提示】
上述饺子成型机是传统的灌肠式成型方法,现在市场上还有注馅式成型的。
【小思考】
如果包饺子的时候,面皮太薄该如何调节?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











