



第四节 缩孔的分析与防止
一、铸件的凝固方式
铸件的凝固方式决定了铸件组织的致密性和健全性。而决定合金凝固方式的主要因素,是合金的结晶温度范围大小和铸型冷却的程度。
根据结晶温度范围,可将合金分为窄、宽和中等三种类型。
1.窄结晶温度范围的合金
这类合金包括纯金属、共晶成分合金和其他窄结晶温度范围的合金,其中一些较重要的合金列于表6-2。
表6-2 几种窄结晶温度范围的合金

纯金属或共晶成分合金浇入铸型后,首先在铸型表面形成一薄层激冷晶,方向有利于晶体沿垂直于型壁方向生长为紧密排列的柱状晶。随着温度下降,平滑的凝固前沿逐步向中心发展。此种凝固方式为逐层凝固方式,见图6-11。结晶温度范围窄小的合金凝固时,铸件截面上的凝固区域也很窄,也是逐层凝固方式。图6-12是其凝固示意图。凝固区域愈窄,发展为柱状晶的趋势愈大,它与纯金属类不同之处是凝固前沿是不平滑的,呈锯齿状。

图6-11 纯金属和共晶成分合金的凝固过程
以逐层方式凝固的合金,其凝固前沿直接与金属液接触,发生凝固收缩或晶间裂纹时,可以不断得到液态金属的补充和弥合裂纹。所以,这类合金补缩性能好,热裂倾向小,也有较好的充型能力。

图6-12 窄结晶温度范围合金的凝固过程
2.宽结晶温度范围的合金
常用的此类合金见表6-3。其凝固过程的特点是在凝固区域靠近固相前沿处首先形成一批小晶体,这些晶体中的合金元素比平均含量低得较多,“多余”合金被推到晶体周围的液体中去,使小晶体周围的液体变成富溶质的液层,液层的凝固点降低了。故小晶粒生长暂停。
表6-3 倾向于体积凝固的合金

由于凝固区域宽,铸件温度稍一降低,在富溶质层后面又形成一批新的小晶粒。同样,第二批小晶粒也由于周围富溶质层的形成,晶粒生长暂停。铸件温度又有下降,第三批小晶粒又形成了。图6-13为其示意图。

图6-13 宽结晶温度范围合金晶粒生长受阻示意图
这样一种既成核又阻滞的生长过程一直进行到小晶粒充斥整个铸件,当这个进程较快时,甚至可以看作在整个区域里各处同时形成小晶体同时在凝固,所以称作体积凝固或糊状凝固。
这类合金由于凝固区域宽,晶体总数并不多,这些小晶体容易发展成为数枝发达的粗大等轴晶。如图6-14所示,在型壁附近的小晶体比铸件中心处的要长得稍大一些,但差别不太大。

图6-14 宽结晶温度范围合金的凝固过程
当粗大的等轴晶互相连接成晶体骨架之后,便将剩余的液体分割为一个个互不沟通的小熔池,使金属液难以补充和流动。所以,此类合金补缩困难,热裂倾向大,充型能力也差。
3.中等结晶温度范围的合金
属于此类合金的有白口铸铁、中碳钢、高锰钢和部分特殊黄铜等,其凝固区域为中等宽度。
在凝固初期,由于铸型温度低冷却快,凝固区域变窄,凝固方式接近于窄结晶温度范围的合金,在型壁生成一层细晶粒,并长成细长的柱状晶层。由于铸型温度不断升高,到某个时刻,柱状晶停止生长,铸件中心区充满着富集合金的液体及温度梯度趋于减少,使凝固方式又接近于宽结晶温度范围的合金,形成等轴晶。其凝固过程如图6-15所示。

图6-15 中等结晶温度范围合金的凝固过程
这类合金的补缩性能、热裂倾向性和充型性介于窄、宽结晶温度范围合金之间。增加铸型的冷却能力(如金属型铸造)可以提高其补缩性能。
4.铸型冷却的影响
铸件凝固是由于铸型的吸热、冷却作用。铸型本身的蓄热能力愈大和铸型向周围散热能力越强,则铸件的凝固速度也愈快,铸件截面上的温度梯度也愈大。
铸型的蓄热能力对合金凝固方式有显着的影响,同一种合金在砂型铸造时为中间凝固或体积凝固方式,而在金属型中浇注就可能表现出近似于逐层凝固方式。例如,在砂型中呈中间凝固的中碳钢,近于糊状凝固的高碳钢,在金属型中都明显地变成逐层凝固方式。
此外,凡是影响铸件冷却速度和截面上温度梯度的因素,例如铸型温度、合金的导热系数、浇注温度和铸件壁厚等,都会影响合金的凝固方式。冷却速度越大,铸件截面上温度梯度越大,会使凝固区域变窄,使凝固方式向逐层凝固方式靠近。
二、铸件的凝固原则
根据合金的凝固规律,制定正确的工艺原则,并从工艺措施上创造条件,促使铸件在凝固期所伴生的各种不利因素向相反方向转化,以获得合格铸件,就必须控制铸件的凝固。
控制铸件凝固的工艺方法很多,但运用这些工艺措施的基本原则只有两个:即顺序凝固原则和同时凝固原则。
1.顺序凝固原则
就是采取各种工艺措施,使铸件各部分按照远离冒口的部分最先凝固,然后是靠近冒口的部分凝固,最后才是冒口本身凝固的次序进行,如图6-16所示。铸件按此原则进行凝固,能将缩孔全部移入冒口中去。
顺序凝固与前面介绍的逐层凝固不是一回事。逐层凝固是指铸件某一截面上的凝固顺序,即铸件表面先形成硬壳,然后逐渐向铸件中心增厚,铸件中心最后凝固。因此,逐层凝固有利于实现顺序凝固,而体积凝固易使补缩通道阻塞,不利于实现顺序凝固。
顺序凝固的优点:冒口补缩作用好,铸件内部致密。因此,对于凝固收缩大,结晶温度间隔较小的合金,如铸钢、球墨铸铁、可锻铸铁、高牌号灰铸铁和黄铜铸件,通常采用顺序凝固原则。
顺序凝固的缺点:由于铸件各部分存在着较大的温差,在凝固期间,铸件结构的过渡部分容易产生热裂,凝固后也易使铸件产生应力和变形。此外,采用顺序凝固原则铸件需加冒口,铸钢件还需加补贴。因此,工艺出品率低,且冒口的切除耗费较大,使铸件成本增加。

图6-16 顺序凝固原则示意图
1-浇口 2-冒口
2.同时凝固原则
是采取工艺措施使铸件各个部分同时凝固,各部分之间几乎没有温度差,如图6-17所示。

图6-17 同时凝固原则示意图
同时凝固原则的优点:铸件凝固时不易产生热裂,凝固后,铸件各部分之间应力小,不易引起变形,而且节省金属液。
同时凝固的缺点:在铸件的中心区域往往有缩松,铸件组织不致密。因此,同时凝固原则一般用于以下情况。
(1)碳硅含量高的灰铸铁。这类合金体积收缩小,甚至不收缩。所以,这种合金铸件不易产生缩孔和缩松。
(2)结晶温度范围大,容易产生缩松的合金铸件,如锡青铜。如果铸件对气密性要求不高时,可采用同时凝固原则,使工艺简化。因为,此类合金即使采用大冒口也难以消除缩松。
(3)球墨铸铁件利用石墨化膨胀力实现自身补缩时,采用同时凝固原则。
(4)有些铸件从合金性质上看适宜顺序凝固原则,但容易产生裂纹和变形,此时也可采用同时凝固原则。
三、铸件凝固原则的选择
铸件凝固原则的选择主要决定于合金的铸造性质、铸件的工作条件和结构特点。
1.合金的铸造性质
合金的铸造性质基本上决定了铸件的凝固原则。凝固期间体收缩大,结晶温度范围较小,呈逐层凝固的合金,一般采用顺序凝固原则。结晶温度范围较大,呈体积凝固的合金,如锡青铜等,即使加冒口也难以获得致密的铸件;或者凝固期间体收缩不大的合金,如低牌号灰铸铁,冷却时析出大量石墨,可实现自身补缩;这几种类型的合金便可采用同时凝固原则。
2.铸件的工作条件和结构特点
铸件的工作条件和结构特点,对选择铸件的凝固原则有很大影响。如承受高压,不允许渗漏的铸件;受力很大,要求保证安全使用的铸件;要求较高并进行加工的部分,如齿轮的轮齿等,应采用顺序凝固原则。对要求不高,铸件内的缩松不影响使用性能的,可选择同时凝固原则。
厚实和壁厚不均匀的铸件,宜采用顺序凝固;壁薄而又较均匀的铸件,可采用同时凝固原则,铸件上的局部热节处可加冷铁加速冷却,防止缩孔、缩松等缺陷。
实际上对于某个具体铸件,要综合考虑合金的凝固特点、铸件结构、技术要求和生产条件等各方面的因素后,才能决定采用哪种凝固原则。凝固原则不同,则铸造工艺方案不同。图6-18是水泵缸体件两种不同工艺方案的例子。图6-18(a)是采用同时凝固原则的工艺方案,在铸件壁较厚的部位安放冷铁,使冷却速度达到平衡;图6-18(b)是采用顺序凝固原则的工艺方案,在铸件下面厚实部位安放更加厚大的冷铁,使下部冷速比中部要快,在铸件顶面厚实部分上安设冒口。在这两种工艺方案中,对于重要件和壁厚的铸件最好采用后一种;对于非重要件、工作压力不高的件,则可采用前一种。

图6-18 水泵缸体的两种工艺方案
1-冷铁 2-冒口
对于结构比较复杂的大中型铸件,有时可将两个原则结合起来使用,会有更好的效果。图6-19是重量为3000kg铸钢件的工艺方案。其特点是对铸件整体采用同时凝固,对局部采用顺序凝固的原则。既保证了铸件肥厚处的补缩,又减少了整个铸件的应力,是比较理想的工艺方案。

图6-19 铁水罐吊耳铸钢件的工艺方案
1-横浇道 2-内浇道 3-冒口 4-冷铁
四、控制铸件凝固原则的工艺方法
目前,生产中控制铸件凝固原则的工艺方法有以下几种:①正确选择浇口的注入位置,确定合理的浇注工艺(包括:浇注温度、浇注速度、铸件的浇注位置);②采用冒口补缩,采用冷铁和在铸件上增加补贴;③改变铸件结构;④采用具有不同蓄热系数的造型材料。
1.合理确定浇口开设位置及浇注工艺
金属液的引入位置对铸件凝固时各部分的温度有明显的影响。内浇道从铸件厚大处或用顶注式有利于顺序凝固,如采用高温慢浇,更能增大铸件的温差,提高补缩效果;内浇道从铸件薄处引入,浇口均匀分散,浇注采用低温快浇,则有利于减小铸件温差,实现同时凝固。
在某些情况下,如果金属液容易氧化,铸件形状复杂,不宜采用顶注式,或者铸件有顶冒口,采取底注式不能实现顺序凝固时,可采用回转铸型法,即浇注后改变铸型的位置,以实现指向冒口的顺序凝固,见图6-20。这样做可以提高冒口的补缩效果,保证铸件质量。

图6-20 改变浇注位置
2.合理设计铸件结构
如果铸件结构设计的不合理,在浇注时铸件就容易产生浇不到、缩孔和缩松等铸造缺陷。在征得使用单位同意的情况下,可以改变铸件结构,来实现同时凝固或顺序凝固。如铸件壁的转角处如做成内外都是圆角,就可以防止在此处形成热节而产生缩孔和热裂。
采用在铸件壁上增加补贴的方法可实现顺序凝固。所谓补贴就是使铸件壁厚向着冒口方向人为地逐渐加厚,这个增厚值叫补贴。采用补贴就可实现顺序凝固。如壁厚均匀的铸件可采用图6-21的补贴方式,实现顺序凝固。
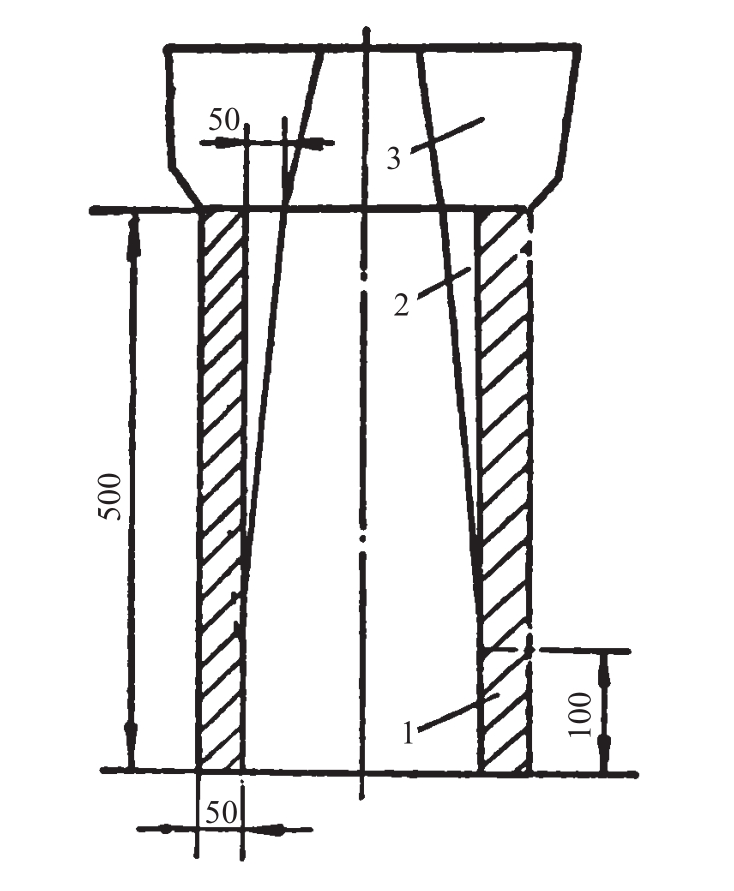
图6-21 钢套铸件的补贴方案
1-铸件 2-补贴 3-冒口
铸件铸成后,再将补贴切除。补贴虽然可以有效地补缩铸件,但增加金属消耗和机械加工量,因此,常用于要求较高的铸件上。为了节省钢水和加工费用,用保温材料制成保温板来代替补贴已实验成功,这是从调整铸型冷却速度的途径来解决补贴和提高冒口的补缩效果的新方法。
水平壁的补贴和垂直壁的补贴见图6-22。

图6-22 水平和垂直补贴示意图
(a)水平(b)垂直
3.采用不同蓄热系数的造型材料
(1)冷铁。外冷铁是铸型的一部分,冷铁实质上就是改变了铸型这部分造型材料的蓄热系数,用调整了铸件这部分的冷却速度来达到控制铸件凝固的目的。
(2)造型材料。凡是比石英质砂蓄热系数大的材料,如镁砂或高铬刚玉砂均可用来加速铸件局部冷却。比石英质砂蓄热系数小的材料,可以减慢铸件局部的冷却,而达到保温的目的。我们可以根据需要,用不同的铸型材料来控制铸件不同部位的冷却速度,实现凝固原则。
生产中也常在普通型砂中掺入铸铁屑来提高造型材料的蓄热能力,这是一种既经济又方便的方法。一般加入质量分数为65%~75%的铸铁屑,激冷效果会明显提高。
五、铸件的收缩
1.收缩的三个阶段
任何一种液态合金从浇注温度冷却到常温,都要经历液态收缩、凝固收缩和固态收缩三个阶段。
(1)液态收缩阶段。从浇注温度t浇冷却至液相线温度t液的收缩,称为液态收缩。在此阶段金属完全处于液态,体积的收缩表现为型腔内液面的降低。
(2)凝固收缩阶段。自液相线温度冷却至固相线温度所发生的收缩,称为凝固收缩。对于纯金属和共晶成分的合金,因有固定的固液转变温度,因此,凝固收缩只是状态的改变,而无温度的下降。有结晶温度间隔的合金,凝固收缩既有状态的改变,也有结晶期间温度下降而产生的收缩。
铸件在凝固冷却阶段,如果上部表层金属始终处于液态,则凝固收缩仍表现为金属液面的下降。
(3)固态收缩阶段。自固相线温度冷却到室温,这个阶段的收缩,称为固态收缩。
在固态收缩阶段,铸件在各个方向上出现尺寸缩小。因此,铸件在这个阶段容易产生应力、变形和裂纹。
2.铸件的收缩
由于铸件在铸型中冷却收缩,因此受到铸型条件的阻碍,这样的收缩称为受阻收缩。没有阻碍的收缩称为自由收缩。很显然,同一种合金的受阻收缩率小于自由收缩率。
铸件在铸型中收缩时受到的阻力主要来自于铸型结构和砂芯的机械阻碍。当铸件比较复杂,铸型具有突出部分或内腔部分有砂芯,铸件收缩便会受到砂型和砂芯的阻碍而不能自由收缩,这种阻力称为机械阻力,该阻力的大小,取决于砂型和砂芯的强度、退让性、箱带和芯骨的位置以及铸件本身的厚度和长度。机械阻力使铸件收缩量减小。所以,在进行铸件工艺设计时模样尺寸,要按受阻后的实际收缩率选取。表6-4是几种常用合金的铸件线收缩率可供参考选用。
表6-4 几种合金的铸件线收缩率

六、铸件的缩孔和缩松
铸件在凝固过程中,由于补缩不良而在最后凝固的部位产生的孔洞,称为缩孔。容积较大而且集中的孔洞称为集中缩孔,简称缩孔。细小而分散的孔洞称为分散性缩孔,简称缩松。缩孔孔洞的形状不规则,表面不光滑,甚至可以看到发达的树枝晶末梢,因此与气孔有明显的区别。
在铸件内存在任何形态的缩孔,都会减少铸件受力的有效面积,并在缩孔处产生应力集中现象,使铸件力学性能显著降低,气密性也降低。对于承受压力的铸件,在试压时因缩松而产生渗漏,导致报废。因此,必须设法加以防止。
1.缩 孔
了解缩孔的形成过程,在工艺上就能采取措施加以防止。
(1)缩孔的形成。现以圆柱体铸件为例,分析缩孔的形成过程。如图6-23所示。在金属液充型的初期,由于液态收缩及铸件薄壁处已有部分发生凝固结壳,使液面下降,见图6-23(a),但整个固态壳层尚未形成,金属液仍能通过浇口补充型腔;当金属液达到液相线温度时,铸件整个壳层形成,壳层内的金属液由于收缩和重力作用而下降,与顶壳脱离,见图6-23(b)和图6-23(c);凝固继续进行,由于凝固金属液的体积收缩远大于固态的收缩,随着壳层的增厚,液面不断下降,全部凝固后,铸件上部就形成一个漏斗形缩孔,图6-23(d);如果合金中的含气量甚少,缩孔内就形成一定真空度,壳层就会在大气压下向缩孔方向缩凹进去图6-23(c)和图6-23(e),因此,缩孔的体积还应包括表面缩凹的体积。
由此看来,铸件产生集中缩孔的原因,是合金的液态收缩和凝固收缩大于固态收缩值。条件是逐层凝固。
集中缩孔多发生在纯金属、共晶成分和窄结晶温度范围合金的铸件中。
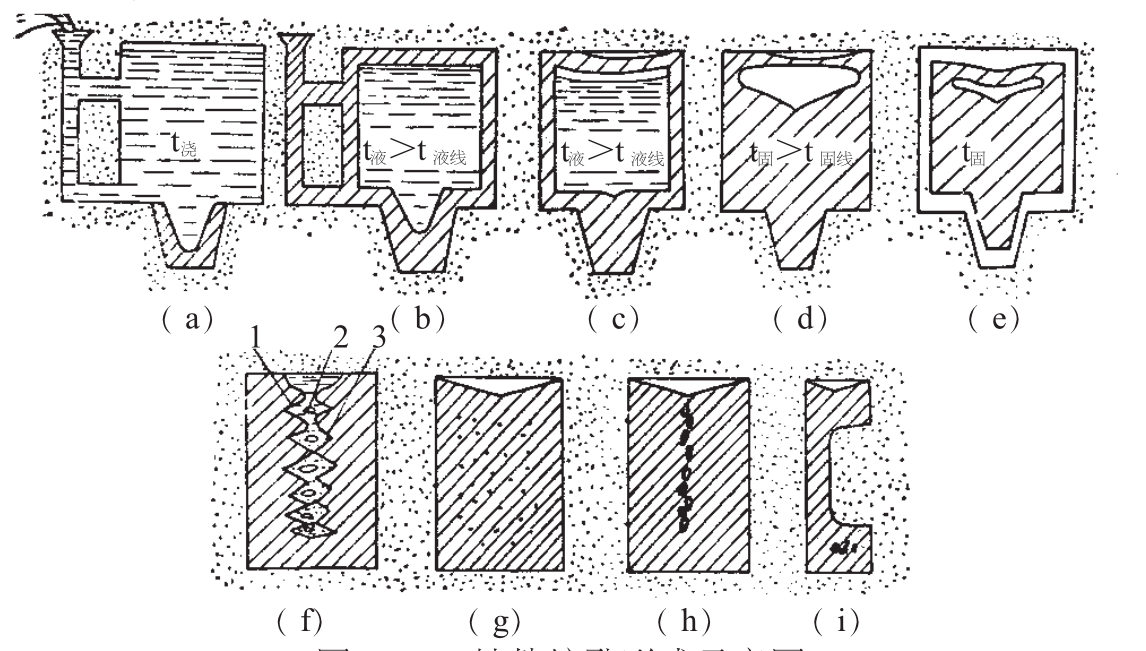
图6-23 铸件缩孔形成示意图
1-缩松 2-树枝晶间空隙 3-金属液
铸件中的缩松是由于合金凝固时,生长的树枝晶互相连接之后,将剩余的金属液分割成彼此隔离,也不与冒口连通的小熔池,这些小熔池凝固时,不能得到补缩,形成许多小缩孔,即缩松。缩松多出现在树枝晶的空间处,见图6-23(f)。
缩松可分为三种。
1)弥散的缩松(图6-23(g))。细小的孔洞均匀分布在铸件大部分体积内,容易在宽结晶温度范围合金,即体积凝固方式的铸件冷却缓慢的厚大部位发生。
2)轴线缩松(图6-23(h))。常在截面均匀的板状及柱状铸件中心发生,故称“轴线”缩松。
3)局部缩松(图6-23(i))。常发生在铸件的那些不能补缩的部分,如局部厚大、浇口和缩孔的附近。
(2)影响缩孔体积的因素。
缩孔体积的大小,决定了冒口的大小。因此,我们要了解各种因素对缩孔体积的影响。
1)合金的液态收缩越大,则缩孔体积越大。
2)合金凝固收缩越大,缩孔体积越大。
3)合金的固态收缩系数越大,缩孔体积越小。
4)铸型的激冷能力越大,缩孔体积越小,这是因为边浇注边凝固边补充的原因。
5)浇注温度越高,合金的收缩越大,则缩孔体积就越大。
6)浇注速度越慢,缩孔体积就越小。
7)铸件壁厚越大,缩孔体积就越大。
2.缩孔位置的确定
集中缩孔一般都产生在铸件最后凝固的位置。生产中,常用等固相线法来确定缩孔的位置。确定了缩孔产生的位置,并在此处安放冒口进行补缩,就可以防止铸件产生缩孔。
等固相线法就是在铸件截面上从冷却表面开始逐层向内绘制相互平行的等固相线,直至铸件最窄截面上的等固相线接触为止。此时,等固相线尚未连接的部位,就是铸件最后凝固区域,也就产生缩孔的部位。见图6-24。

图6-24 用等固相线法确定铸件中缩孔位置
图6-24是用等固相线法确定工字型截面铸件缩孔位置。图6-24(b)是铸件内缩孔的实际位置和形状。图6-24(c)表示铸件底部设置外冷铁使缩孔位置上移的情况。图6-24(d)表示冷铁尺寸适当,并在铸件顶部设置冒口,使缩孔移入冒口的情况。这种情况铸件不产生缩孔。
3.灰铸铁和球墨铸铁件的缩孔和缩松
灰铸铁和球墨铸铁在凝固过程中都析出石墨,发生体积膨胀,缩孔和缩松产生的过程较复杂。
亚共晶灰铸铁和球墨铸铁的凝固过程都分为两个阶段:一是从液相线到共晶转变温度阶段,两种铸铁都由于凝固区域较宽,凝固时间较长,使初生奥氏体枝晶布满整个截面,形成骨架,使补缩难于进行。因此,这个阶段这两种铸铁都有产生缩松的可能。二是从共晶转变开始温度到共晶转变终了温度阶段,发生奥氏体和石墨的共晶转变,两种铸铁都有大量石墨析出,产生体积膨胀,并将剩余的金属液压向枝晶间,起到填充补缩作用,降低了缩松的程度,甚至不产生缩松。这种填充补缩作用称为“自补缩能力”。但是球墨铸铁的这种“自补缩”作用需要铸型的刚度足够大,因球墨铸铁是体积凝固方式,凝固时铸件表层没有固态的硬壳,如铸型刚度不够,会把铸型胀大,而铸件内部依然产生缩松。对于球墨铸铁,只要碳当量质量分数≥3.9%,经过充分孕育,铸型刚度足够,就可实现无冒口铸造获得健全的铸件。
4.实例分析
[实例1]如图6-25所示,铸件为铸钢件,其浇注位置是较厚大的法兰面朝下,在铸件顶部放一出气冒口,结果在铸件的凹角处产生了缩孔,称为凹角缩孔。
经分析是由于铸造工艺选择不当,浇注位置不合理造成的。改为大法兰朝上,并放足够大的冒口补缩,或者原浇注位置不变,而在法兰面下安放冷铁,可消除这类缺陷。
[实例2]如图6-26所示,铸件为灰铸铁件,分型面及浇注位置在铸件的加强筋的中心线上平做平浇,法兰较厚并在其顶部放一冒口,铸件经机械加工后,在法兰上钻孔时发现缩孔(图中箭头所指处)。
通过分析,缩孔产生的原因是冒口过小,先于铸件凝固而未起到补缩作用。后来加大了冒口(其根部尺寸与法兰厚度一样),并在浇注后立即在冒口上加覆盖剂保温,以提高冒口的温度,增加冒口补缩能力,铸件缩孔得以排除。

图6-25 铸钢件凹角缩孔
1-缩孔 2-出气冒口

图6-26 铸铁件厚壁处的缩孔
缩孔的防止措施:由以上两个实例得知,铸件产生缩孔的原因是铸件的收缩没有得到补充而产生了缩孔,因此,可以用以下方法来防止。
1)在工艺设计时,要确保铸件在凝固过程中能从冒口不断地补充液态金属,力求做到顺序凝固。
2)冒口的尺寸和数量要适当,必要时可采用高补缩效率的保温冒口。
3)采用外冷铁或内冷铁,使铸件中的孤立厚断面快速冷却。
4)对缩松可强化铸型的冷却能力,使体积凝固方式的合金的凝固区域变窄,造成顺序凝固的方式。
5)严格控制砂型、砂芯的紧实度,保证铸型有足够的刚度。
6)选择合适的浇注温度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。













