



3.5.2 板料冲压基本工序
板料冲压基本工序可分为分离工序和变形工序两类。
分离工序是使坯料的一部分与另一部分相互分离的工序,如剪切、落料、冲孔和修整等。
变形工序是使坯料的一部分相对另一部分产生位移而不破裂的工序,如弯曲、拉深,成型和翻边等。
1.剪切
剪切是使坯料按不封闭轮廓分离的工序。
2.落料及冲孔
落料及冲孔是使坯料按封闭轮廓分离的工序。
落料是为了获得冲下的材料,而冲孔则是为了冲去中间的废料,周边为所需的零件。但落料和冲孔的变形过程完全相同。
如图3-11所示为落料和冲孔时金属变形示意图。当冲头1压住坯料3向下运动时,首先使坯料弯曲,接着由于冲头和凹模2的刃口对坯料作用,使坯料与刃口接触处首先产生裂纹,当冲头继续向下时,上、下两处的裂纹很快地连在一起而使坯料分离,完成落料或冲孔工序。
在落料前,应考虑将料件合理地排列在板料上,使废料最少。
为了获得较光洁的切口以及减少坯料的毛刺和歪曲,应用有接边的排样法,如图3-12(a)所示。只有对坯料切口的精度要求不高时,才可以应用无接边的排样法,如图3-12(b)所示,以节省金属。
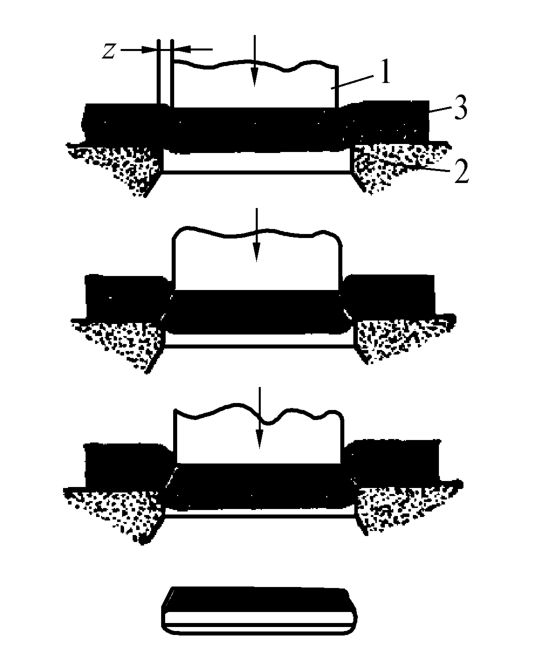
图3-11 落料和冲孔时金属变形示意图
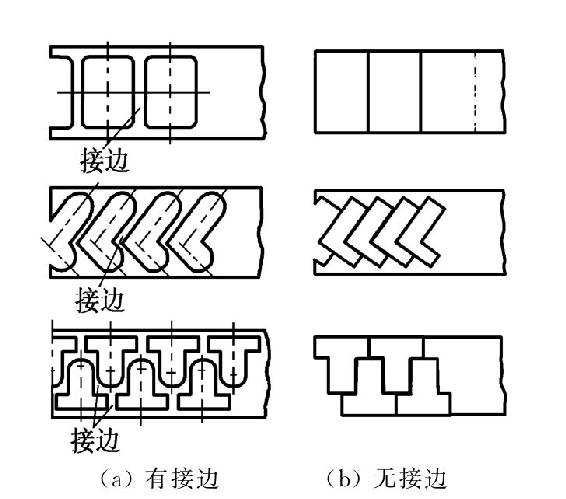
图3-12 有接边和无接边的排样法
3.修整
当零件的精度和表面光洁度要求较高时,在落料和冲孔后,可进行修整工序,以消除切面的粗糙和斜度,使它成为平的和光滑的切面。
4.弯曲
弯曲是坯料的一部分相对另一部分弯成一定角度的工序。弯曲时金属变形简图如图3-13所示。从图中可以看出,在弯曲时坯料内侧受压缩而外侧受拉伸,当外侧拉应力超过一定极限时,即会造成金属破裂。板料愈厚,内弯曲半径愈小,压缩及拉伸应力便愈大。
弯曲时应尽可能使弯曲部分的拉伸和压缩应力顺着板料的纤维方向,如图3-14所示。否则容易造成破裂。
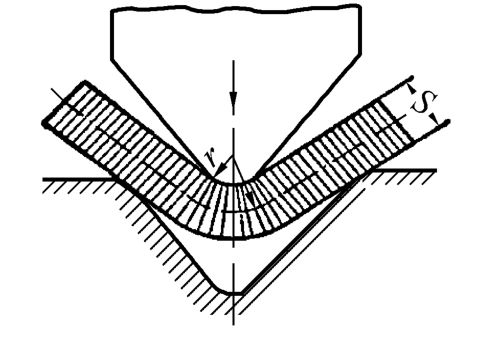
图3-13 弯曲过程金属变形简图
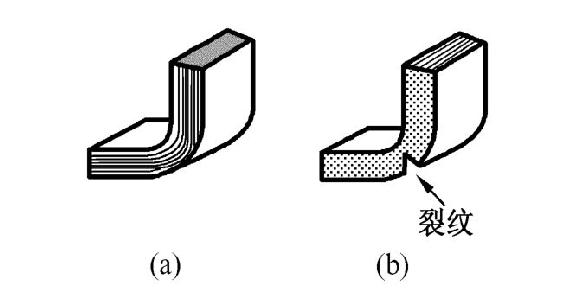
图3-14 弯曲时的纤维方向
5.拉深
拉深是使平板状坯料变成中空形状零件的工序。拉深操作如图3-15所示,即利用凸模将平板坯料压入凹模,使之变形。
在拉深时,由于坯料边缘在切线方向受到压缩,因而可能产生波浪形,最后形成折皱。拉深所用坯料的厚度愈小,拉深的深度愈大,愈易产生折皱。

图3-15 拉深工序图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











