



【摘要】:铸件内腔的设计应当简单适用,避免不必要的复杂造型。内腔多用型芯来形成,复杂的型芯在制造上比较困难,而且在合箱和浇注时容易损坏,因此要求注意以下几点:型芯的固定主要依靠型芯头。有的铸件内腔与外边相通的孔很小或者根本就是一个封闭结构。这一点必须引起足够的重视。遇到这种情况可以增设工艺孔。如图2-23所示,φ50的孔洞就是为了铸件清理方便而设置的工艺孔,否则型芯根本就无法清出。
2.4.2 铸件内腔的设计
铸件内腔的设计应当简单适用,避免不必要的复杂造型。内腔多用型芯来形成,复杂的型芯在制造上比较困难,而且在合箱和浇注时容易损坏,因此要求注意以下几点:
1.尽量不用或少用型芯
2.必须考虑到铸型装配中型芯的安装和稳固性以及型芯排气的可能性
型芯的固定主要依靠型芯头。在某些情况下可以应用型芯撑,但必须考虑到排气的可能性和型芯放置的稳固性。滑动面不允许用型芯撑,因为型芯撑处硬度高,容易造成硬度不均的现象。图2-22所示为轴承架铸件,图2-22(a)所示的结构需用两个型芯,其中大的型芯呈悬臂状,必须用型芯撑A作辅助支撑。按图2-22(b)所示改进设计后,采用一个整体型芯,型芯的稳固性大大提高,装配也简单且易于排气。
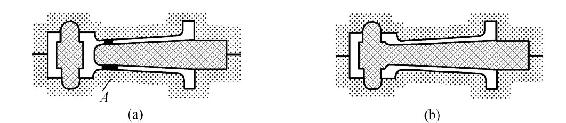
图2-22 轴承架铸件
3.必须考虑清砂方便
有的铸件内腔与外边相通的孔很小或者根本就是一个封闭结构。这样,在下芯、合箱和清理时都有困难,尤其是清理型芯时更为困难。这一点必须引起足够的重视。遇到这种情况可以增设工艺孔。如图2-23所示,φ50的孔洞就是为了铸件清理方便而设置的工艺孔,否则型芯根本就无法清出。假如零件结构上不允许有此孔,则可以用螺丝把它堵住。
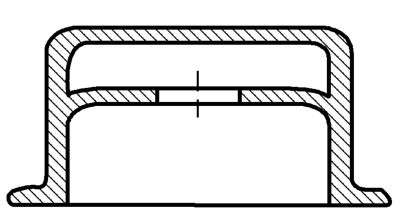
图2-23 φ50工艺孔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











