



20.5.2 导管架平台制造工艺流程
20.5.2.1 导管架平台上部结构制造工艺
上部结构由各种组块组成,也可称为上层平台。上部结构可以是一个多层甲板组成的结构,也可以是单层甲板组成的结构,视导管架平台规模大小而定。组块结构的制造和船体平面分段的制造工艺流程相类似,即为钢材预处理→下料切割(钢板和型材)→理料→部件装焊→组块分段制造→分段涂装→滑道区总装及下水等工艺过程组成其制造工艺流程。
上部结构组块的建造目前有两种比较常见的方式,即组块分道装焊方式和分段装焊制造方式。
组块分道装焊方式:首先将组块分层,并按设备单元安装的要求将各层甲板组块或分段进行甲板结构制造。甲板分段结构建造的方法一般采用分段反造法,并完成部分反态预舾装工作,然后在总组装区进行分段翻身和部分预舾装工作后再进行滑道区总装。
分段装焊方式:按照组块的结构特点,将组块以相应结构为中心分成几个大型分段,先进行分段结构框架的预制,然后再焊接相应的甲板片(一般也是采用反造法),再进行相应设备的预舾装、分段涂装,然后在总组装区进行分段翻身和部分预舾装工作后再进行滑道总装等。就目前而言,我国海工建造中较多采用的为分段装焊的组块建造方式。
20.5.2.2 导管架平台总装工艺
1)上部结构总装工艺
上部组块的滑道区总装工艺:根据分道装焊或分段装焊的要求,将来自车间或外场的上部结构分段,利用履带吊或大型龙门吊进行分段翻身,使上部结构分段呈正态放置在滑道边的平台上,如图20.5-2所示。然后将来自上部结构配套车间的机、管、电仪设备利用塔吊或汽车吊安装到位,最终以分段形式将完整的上部结构分段利用大型履带吊安装在滑道的总装工位上。
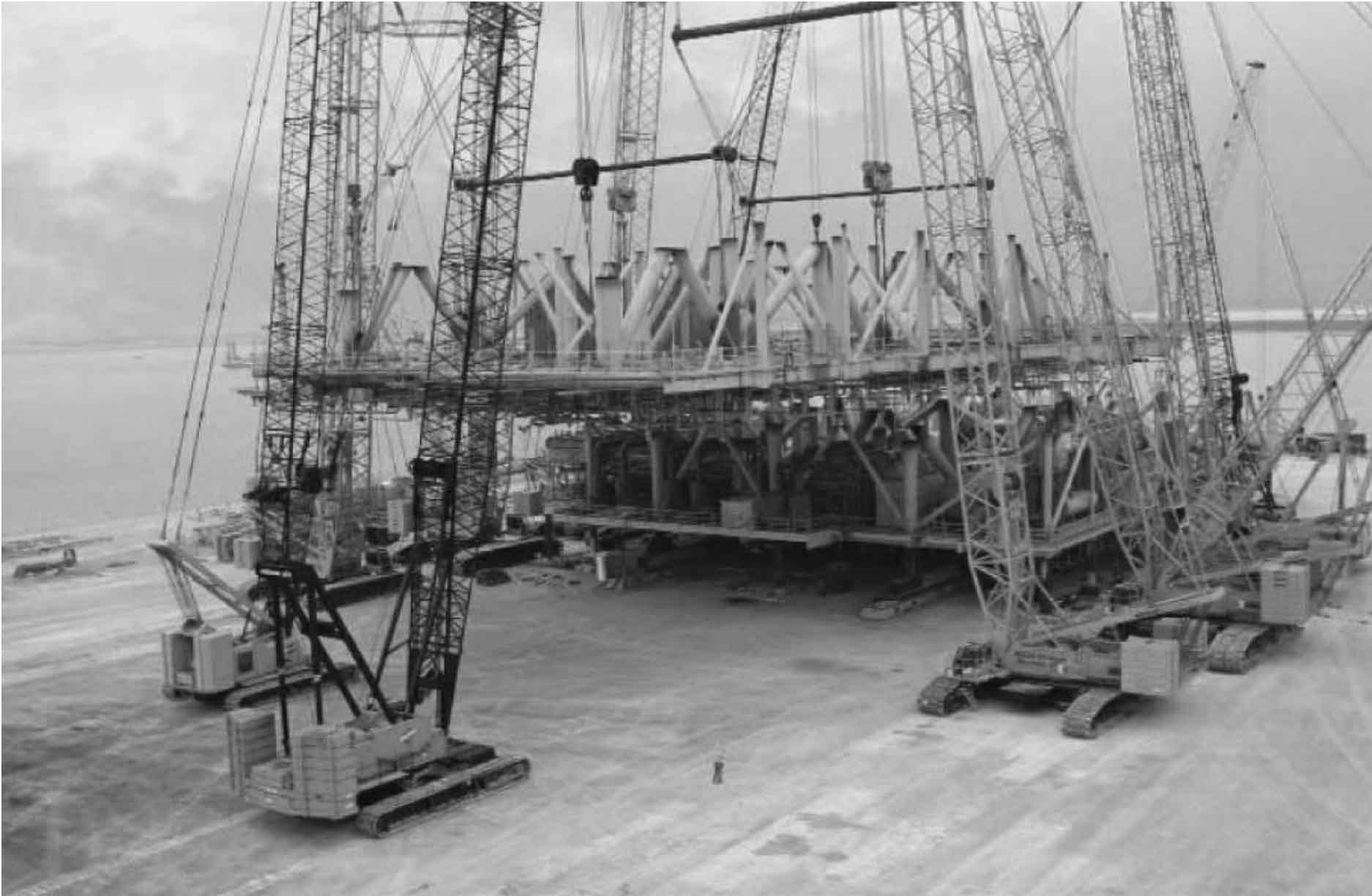
图20.5-2 上部结构总装图
2)上部结构下水和装船工艺
上部结构的下水一般为滑移下水方式,即上部结构的每根腿柱上设有滑靴,滑靴面积视上部结构大小而定。滑靴通过钢板和混凝土垫块接触,混凝土垫块铺设在两条滑道上,在滑靴和混凝土垫块之间涂抹牛油。上部结构装船时,采用牵引滑移装船方式,利用固定在驳船上的绞车将上部结构牵引到驳船上,如图20.5-3、图20.5-4所示,并随着上船的上部结构重心转移及潮位的变化对驳船进行适时压载调整,见图20.5-5。待整个上部结构安全滑移到驳船上之后再对结构进行适当稳固,最后,经海上运输到海上吊装,见图20.5-6。

图20.5-3 滑靴与滑道布置图

图20.5-4 上部结构滑移下水

图20.5-5 上部结构装船

图20.5-6 上部结构的海上运输
此外,上部结构的装船方式还有液压轨道小车载运上船、液压电动平板车拖运上船等方式,见图20.5-7、图20.5-8。当然,也有动用重型浮吊装船的方法。

图20.5-7 液压轨道小车载运上船

图20.5-8 液压电动平板车拖运上船
3)上部结构的海上吊装和合拢
上部结构的海上吊装方式取决于上部结构的吨位。对于功能较简单的小型上部结构而言,其海上安装可以采取整体吊装的方式,即借助于海上的浮吊将上部结构整体吊起,然后安装到相应的下部导管架或平台结构上去,如图20.5-9所示。

图20.5-9 上部结构的整体吊装
对于吨位较大的上部结构而言,比较常见的有多台浮吊联合起吊方法和浮拖法。此外,也可以采用分段吊装海上大合拢的方法,见图20.5-10。
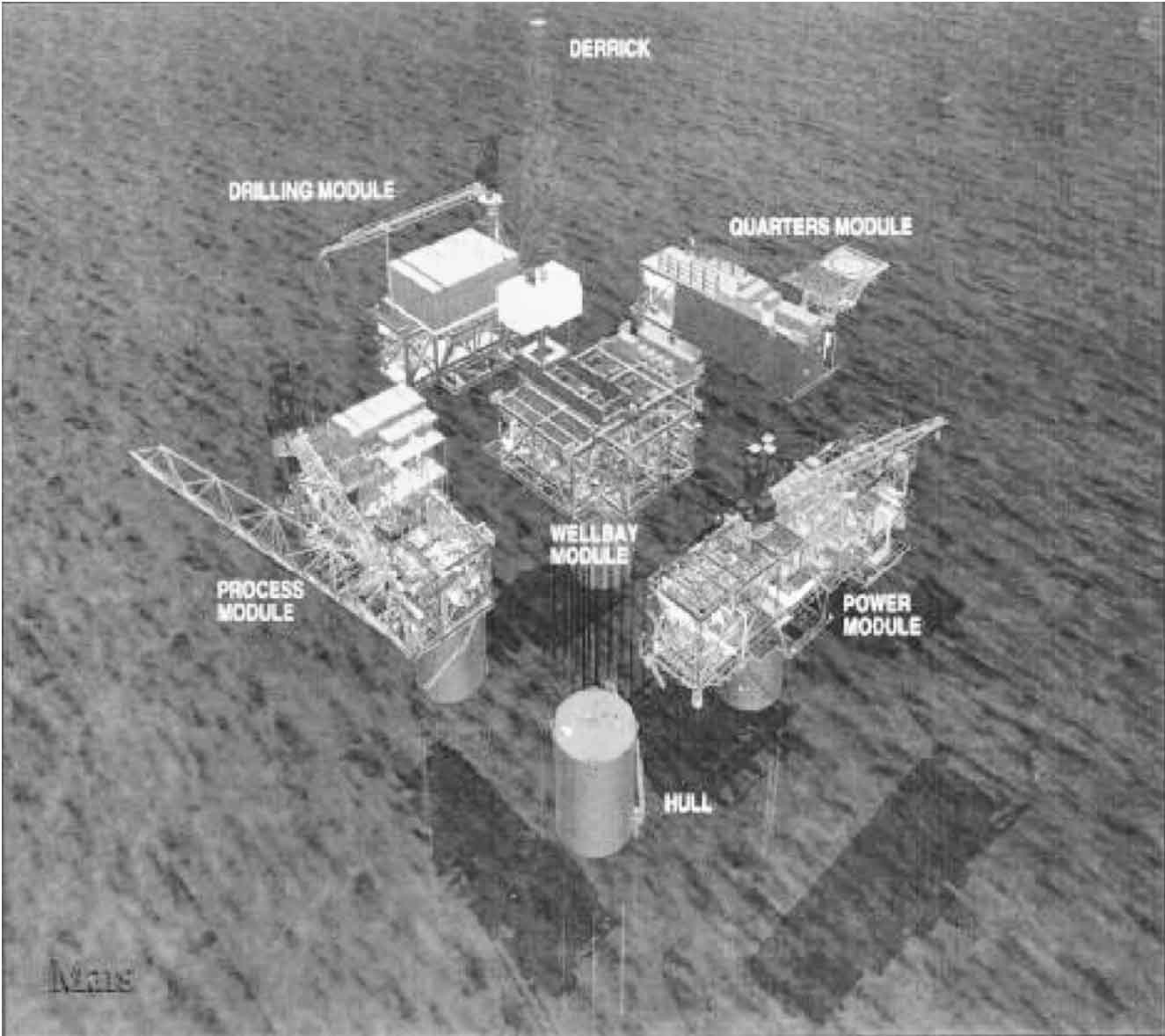
图20.5-10 上部结构分段吊装海上合拢
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










