



17.3.2 船体建造工艺
船体结构是舾装和涂装的基础。按照船体的作业阶段顺序一般为:钢板预处理、零件切割、小组立、中组立、大组立、分段涂装、总组、船坞搭载。根据不同的分段类型,可以分为平直分段和曲形分段两种。船体分段的制作在整个船体工程量中所占的分量极大,所以如何制作船体分段是船体建造工艺的核心。
17.3.2.1 船体建造基本要求
1)船体构件理论线
船体构件理论线是船体构件安装基准线,设计、结构装焊要严格按照船体构件理论线布置图进行。船体构件理论线确定的原则如下:
(1)船壳板理论线向内,即取板的内缘。
(2)水平方向构件(甲板、平台、内底板、水平桁材等)以靠近基线一边为理论线(即取构件厚度的下缘)。
(3)纵向构件以靠近中线面一边为理论线(即取构件厚度的内缘),但边水舱纵舱壁以扶强材布置(一般为远离中心线)一边为理论线,中纵构件取厚度中线为理论线,中纵舱壁以最下列板的厚度的中心线为理论线。
(4)横向构件以靠近舯剖面一边为理论线。
(5)骨材(包括型钢及折边构件)以其背缘为理论线。
(6)舱口围板及端梁以靠近舱口中心线为理论线。
(7)主机基座纵桁靠近主机中心线一边为理论线,位于主机基座纵桁下的内底板纵桁的理论线与主机基座纵桁的理论线一致。与基座桁材连接的旁桁材或旁内龙骨的理论线与基座桁材的理论线一致。
(8)封闭形对称型材以其对称轴为理论线,锚链舱以围壁外缘为理论线,烟囱、轴隧以板的内缘为理论线。
2)船体基准线
船体基准线是以分段为基本单位设计全船统一的肋骨检验线、中心线、直剖线、水线、对合线等,是作为船体形状及内部构件位置在分段制作、总组、搭载时起定位基准,也是确定构件形状的尺寸、分段制作的精度、总段合拢及船台合拢精度的基础,也是船体检验的基准。
3)船体建造基本原则
(1)从设计、放样开始,零件加工应为无余量、少余量。
(2)以加放补偿量逐步取代各组立阶段零部件的余量。
(3)线形复杂涉及冷热加工的零件,加工时必须加放余量,加工结束后按要求进行二次划线、切割工作。
(4)艉轴管等的大型铸件制作需经内场加工、装焊、再机加工等多道工序,各道工序应根据相应的加工、装焊、机加工图和工艺文件加放余量或补偿量。
4)钢材材质的控制
(1)钢材进入喷丸流水线前,须按设计要求核对供货钢材所标签的材料信息表,将有关钢材信息如:材质、规格、船级社钢级、数量,以及检验合格编号、生产炉批号等输入计算机系统以备跟踪、抽查。
(2)预处理喷丸质量、涂膜厚度必须符合质量标准和有关技术要求,未经预处理的材料不得流入工位,生产中发现不符合质量标准的钢材不得流入下道工序。
(3)材质的跟踪与传递以分段为单元,并且由作业负责人员将炉批号汇总,还应该将有关材质、规格移植到钢板余料上。
5)零件下料切割要求
(1)零件下料切割时,零件流程编码必须齐全,对合线、矫正线、构架线数控划线必须清晰。
(2)零件的坡口形式、企口上下、首尾、正反、左右等零件加工符号、尺寸、标注必须正确无误。
(3)下料后零件的减轻孔、人孔、透气孔、漏水孔、切口、面板的自由边都必须打磨。
(4)严格按分段小组立、中组立、大组立、散装件、标准件等,分阶段配套、堆放,确保分段零件配套完整及零件分流正确。
(5)切割材料严格按下料工艺单要求,材料规格、材质不准擅自替代。
(6)型材加工必须控制其直线度、水平度、角尺度,拼板切割零件,其直线度精度、对角线精度达到质量标准。
17.3.2.2 典型分段制造工艺
散货船船体结构的划分,根据各个船企自身的软硬件情况,具体的分段划分会有所不同,但总体划分原则还是相同的。一般可以划分为双层底分段、货舱下(底)边水舱分段、货舱上(顶)边水分段、舷侧分段、甲板分段、机舱分段(双层底分段、机舱半立体分段)、艉部分段(艉轴管分段、挂舵臂分段)、槽形舱壁分段、艏部分段(艏底部分段、球鼻艏分段、艏部半立体分段)、上层建筑分段(甲板桅屋、烟囱、机舱棚分段)等。
1)双层底分段制造工艺和工艺要点
双层底分段根据其结构形式和对建造精度的控制要求,可以采用正造法、反造法、框架式建造法和拉入法等方法,各种建造方法的优缺点是:
正造法。能保证船体线型正确性,薄板结构及高速船的底部分段可采用此建造法,并可少翻一次身。但施工所需的辅助材料(胎架)及人工耗费较大,不能重复使用,制造成本高。
反造法。一般适用于平底(内底)分段和甲板分段,由于分段为水平状态建造,各类结构在施工中无倾角和斜率计算,因此,能加快施工进度,并且胎架只要经过简单修正即可投入后续分段的施工,能重复使用。最大的优点是能上平面分段流水线进行制造,大大提高了建造的质量和效率。
框架式建造法。即将双层底分段分为外板片段、内底片段和中间框架结构,随后合拢为整个分段。由于框架结构可以由标准的部件组装而成,适合于成批生产,效率很高。因而可适用于批量建造的船舶。
肋板拉入法。其主要优点是肋板与纵骨之间的连接为直接连接,不需要设置大量的补板,节约了材料、减少了补板切割和焊接的工作量,是目前先进的分段装配工艺,但切割和装配精度要求很高。
(1)反造法工艺流程和工艺要点。目前,国内船厂双层底分段大部分采用反造法,双层底分段反造法装配工艺流程见图17.3-3。
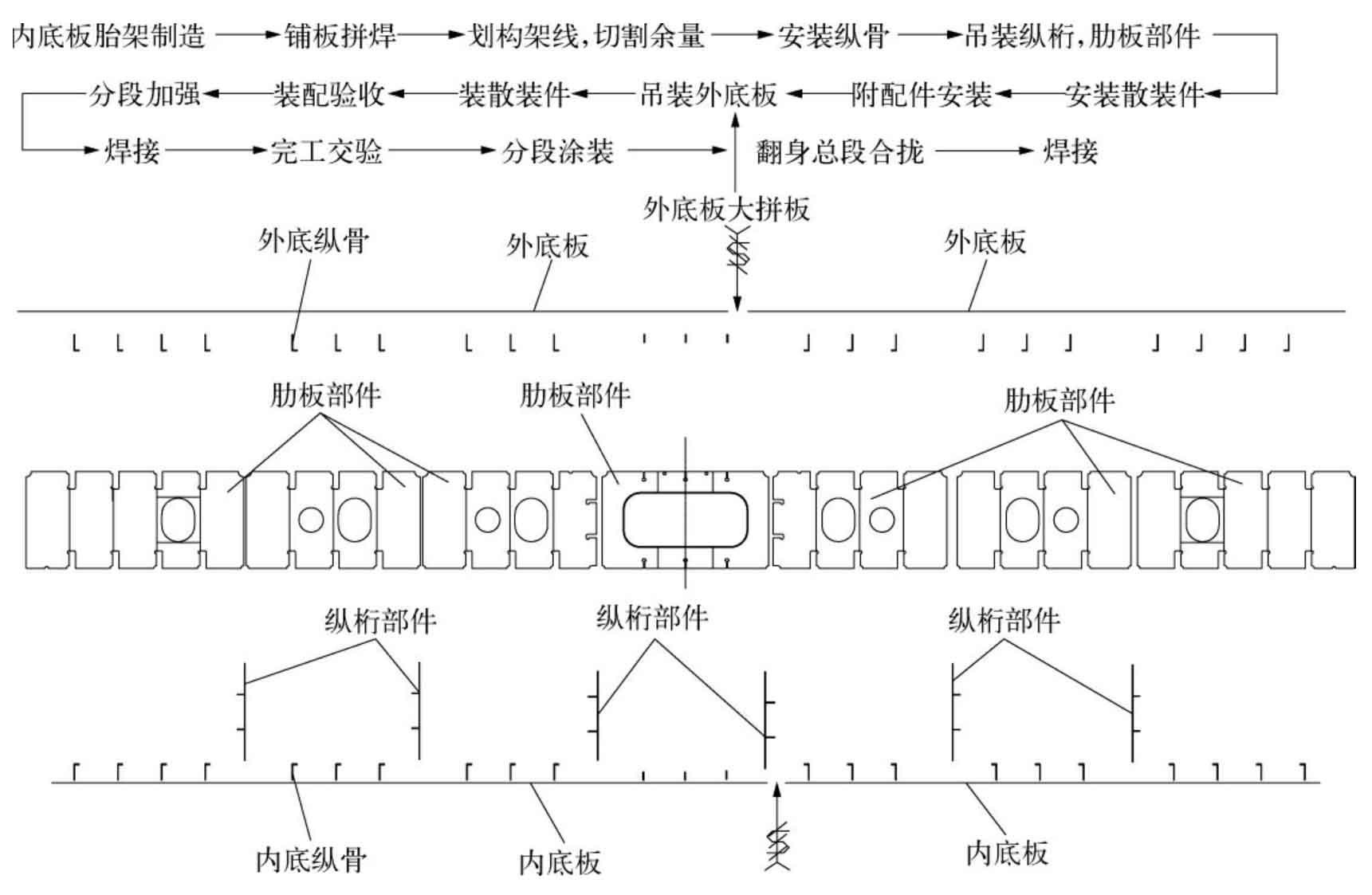
图17.3-3 底部分段装配工艺流程图
—外板接缝边缘必须除污、除锈(30mm范围内)以提高焊接质量;
—第一块定位板要选用带有中心线的K行板,定位时,用线锤荡对胎架地脚线(中心线、肋位线);
—大拼板时,要测量拼板对角线距离,保证分段完工后的精度标准;
—后续板的吊装要在前一块板材与胎架模板经吻合后才能进行装配;
—定位焊要符合工艺要求(长度一般为30mm,高强度钢为50mm,间距为200~300mm),定位焊应焊在剖口反面;
—外板与胎架模板不能直接固定,要采用固定马;
—拼板结束后,要在接缝端部按规定加放引、熄弧板(同厚,同材质),在丁字缝和十字缝等较易引进变形的接缝部位要采取加强措施;
—凡有放水塞时,应在装焊构架前将放水塞和水密人孔盖装焊结束。
(2)框架式建造工艺要点:
—框架组装时,应保证各构架间位置的正确性及相互之间的角度;
—在吊运、翻身和堆放过程中,要防止框架扭曲变形;
—框架在吊上内底板或外底板时,各构架要对准其相应的安装位置线。
(3)平面分段流水线工艺流程:
拼焊内底板→装焊纵骨→肋板拉入→吊装纵向构件及肘板等→焊接→预舾装→密性、跟踪油漆→提交验收。
建造货舱双层底分段时,应考虑到分段完工后,二次除锈时砂粒清除方便与否,并为减少分段制作过程中的翻身次数,常以外底为基面正造,待外底构架装毕(含内底纵骨)交验焊接后,将内底大拼板吊上装配定位交验后,分段翻身、焊接、测量和验收;或将分段翻身与内底大拼板中组立,焊接、测量和验收。随后可交涂装施工。
2)货舱边水舱分段制造工艺和工艺要点
(1)上边水舱分段制造工艺流程(见图17.3-4):

图17.3-4 上边水舱平面分段组立程序图
—以甲板为基准,纵骨装焊。
—以斜板为基准,纵骨装焊;肋板位入,并装焊;管子舾装件等装焊结束。
—斜板180°翻身与甲板合拢成三角仓,以分段端部对合线作为三角仓合拢定位基准,装焊结束;三角仓检查验收。
—以外板为基准,安装纵横构件,并装焊结束。
—斜板+甲板三角仓与外板合拢成完整性分段。以斜板、平板、外板端部对合线作为分段合拢定位基准,测量纵桁前后水平、外板冲势、装焊结束;分段检查验收。
(2)下边水舱分段制造工艺流程:
—下边水舱分段以外傍片状组立为基面吊装斜底、外底合拢后的组合体,制成完整的下边水舱分段。
—对于艏、艉外板有线型的下边水舱分段以斜底为基面进行建造,采用外板反贴进行装焊定位,然后吊出胎架,翻身回转焊接。胎架形式由建造方法确定,片状体由内场平直中心流水线生产或采用支柱式胎架生产,外场采用有型值的搁墩或支柱式胎架。
(3)工艺要点:
—每个片状分段在切割前必须划出合拢对合线;
—分段合拢以对合线为基准;
—所有装焊工作平地做,大量采用平面纵骨焊机和CO2自动角焊机;
—实现以中间产品为导向,体现部件化、并行作业特征。
3)机舱区双层底分段制造工艺和工艺要点
大型运输船舶的主机均采用低速柴油机,机身大,重量达数百吨以上,所以主机基座一般均为相应底部分段结构的一部分。其结构特点是带有大厚度的基座面板,基座纵桁、基座区域设有油底壳,循环滑油舱和隔离空舱的纵向结构,基座两侧为横向肋板结构。
(1)工艺要领:
—以内底板为基面反造;
—采用桁架平台胎架,横向按1.5mm‰放上翘反变形(也可采用支柱式胎架或主机座附近设计桁架式胎架);
—分段整体建造或左右舷分开建造,应根据分段建造区域的起重生产要素而定。但基座结构必须完整地在一个片段中。分开建造时必须在同一胎架上,且胎架不必放反变形。
(2)制造工艺流程:
辅板定位→划线切割→基座区纵、横构架混合式装焊→基座二侧构架部件混合式装焊→预舾装件装焊→贴盖外板→吊环安装并加强→翻身施焊→船壳标志装焊及完整性切割→完工测量→结构性验收→提交船东和船检。
—内底板铺板 铺板的顺序是先铺设滑油舱顶板,然后铺设基座面板,最后装焊左右两侧内底板并矫正。
—铺板划线及切割 用经纬激光仪或荡锤法划出铺板的船体中心线和肋骨检验线,并敲出冲印;以肋检线减100mm为起始点标出肋位号,并用经纬仪划出肋骨线;距舯船2 000mm的左右两侧作辅助中心线,该中心线作为内底板型值的丈量的基准线(见图17.3-5),并根据图表标出底板半宽,用匀质木条攀出底板迹线并进行周边切割。
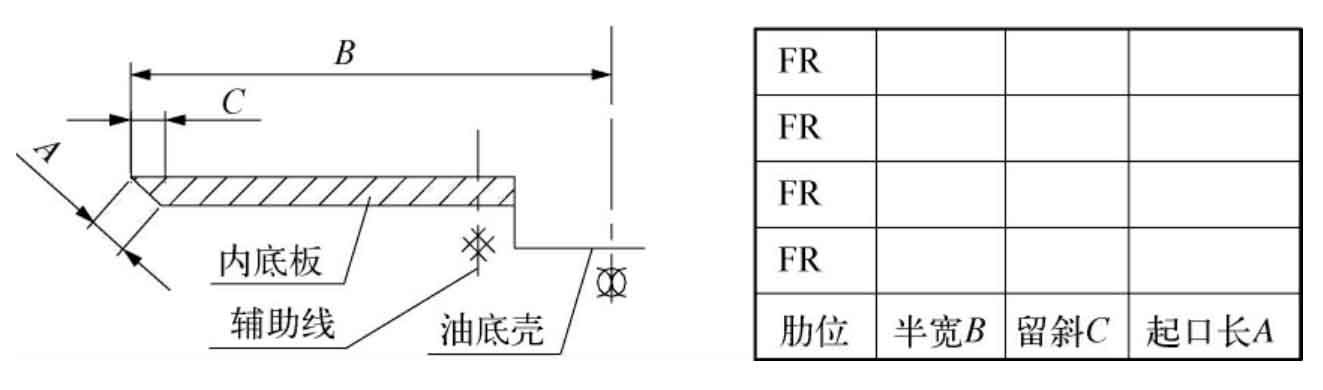
图17.3-5 辅助中心线及型值表
—纵横构架装焊 中间循环滑油舱和隔离空舱构架装焊顺序:
吊装基座一侧内纵桁→安装滑油舱同侧肋板和舯纵桁→安装另一侧肋板和另一侧基座内纵桁→焊接→吊装隔离空舱顶板及定位焊→安装空舱左右两侧肋板→吊装空舱舯纵桁→吊装两侧基座纵骨及肋板→隔离空舱内纵横构架焊接(见图17.3-6)。
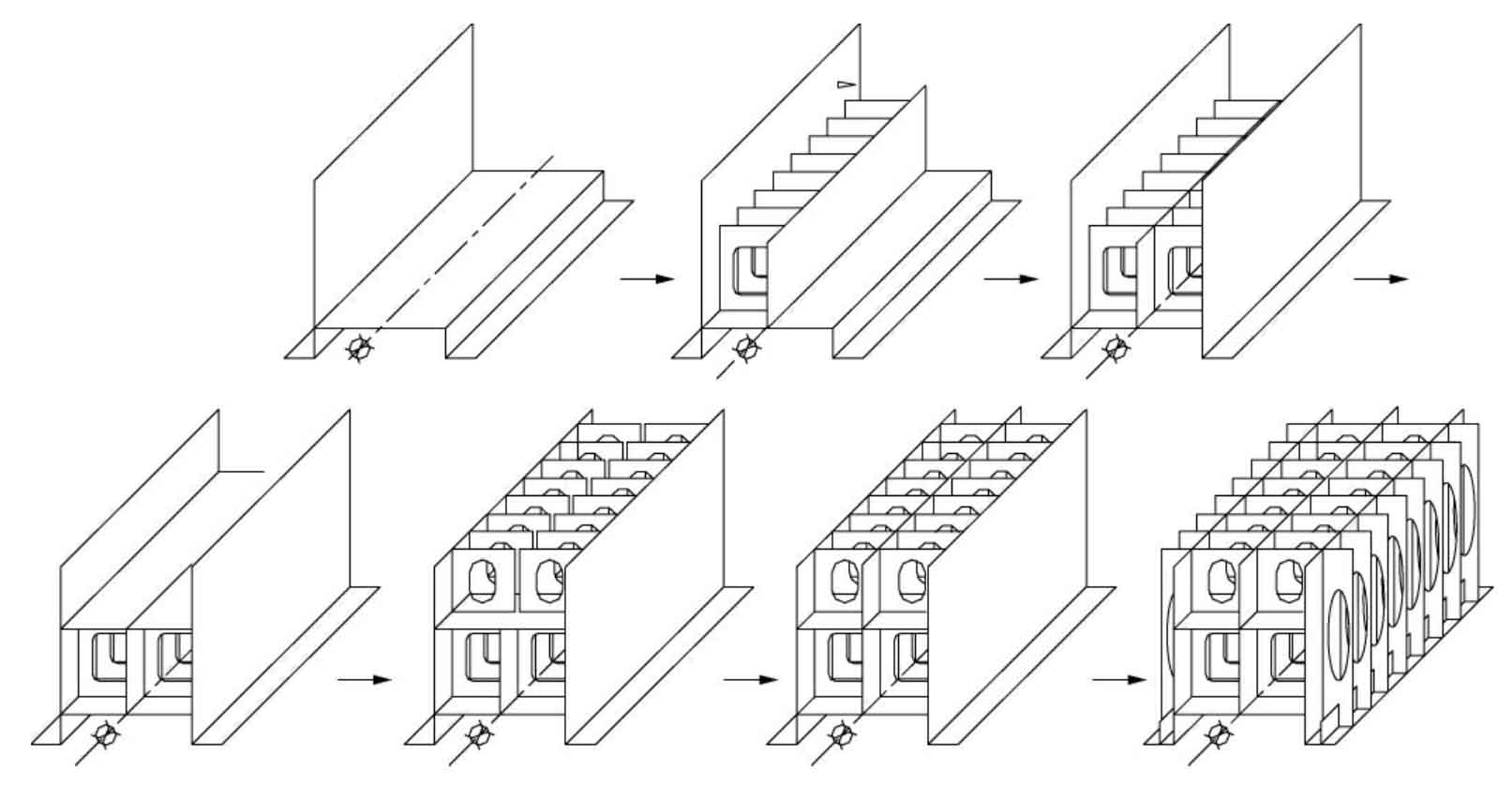
图17.3-6 中间滑油循环舱和隔离空舱构架装焊流程图
(3)工艺要点:
—基座内、外纵桁及肋骨均为厚板,应保证内外坡口角度及留根值;
—安装基座外侧纵桁,纵桁与外板的坡口应按图纸的节点要求修割;
—肋板吊装应识别构架理论线;肋板吊装必须垂直,肋距必须相等,并作适当的保距加强;修整肋板的和顺度;
—构架焊接程序是先焊基座内、外纵桁间纵骨与各肋板的立角焊;次焊基座内外纵桁间各肋板的立角焊,再焊两纵桁与基座面板的填角焊和肋板与面板的平角焊;最后焊两侧“刀形”肋板与基座外纵桁的立角焊和内底板平角焊,完成后提交焊接验收;
—舱内预舾装;
—贴盖外板(见图17.3-7) 贴盖顺序:K行外板→起口外板→中部外板;

图17.3-7 两侧纵桁及肋板安装,再贴盖外板示意图
—外板焊接;
—完整性安装(含吊环、脚手耳板、快速搭载工装件);
—翻身焊接及提交分段内部纵、横构架焊接;分段内底外板起口焊接及火工矫正和余量修割;舱内外结构性验收及完整性提交。
4)机舱半立体分段制造工艺
可分为两部分制造后再总组,一部分是外板组立,采用支柱式胎架。胎架一般都为双斜切,胎架底脚线有四角定位点及板缝线。外板在胎架上拼板以肋骨检验线为准,外板需采用二次划线来安装外板组立构件,之后构件焊接;另一部分是以平台(或甲板)为基面反造,根据图纸要求划构件线,安装构件,随后吊装外板组立,焊接各构件,并安装各类舾装件后进行完工测量。由于是机舱分段,外板是有线型的,在分段制造过程中,应该时刻注意分段的精度控制。
5)艉轴管分段制造工艺
一般分两部分建造,之后合拢成一个整分段。
(1)艉轴管装焊。一般包含前、后轴壳和中间接管三段。前、后轴壳为铸钢件,中间接管可以为钢板轧制焊接成形或为铸钢件;艉轴管以后轴壳的艉端为基面,竖直立在水平平台上,安装中间接管,再安装前轴壳(前轴壳也可以放在另一部分的舱壁上安装)。在安装中间接管、后轴壳的过程中必须保证其中心十字线与后轴壳的中心十字线重合,并且保证中间接管与前、后轴壳端面的同圆度。可以采用荡线锤的方法校验,还可以用此方法来监控焊接过程中的变形趋势,还必须保证前轴壳前端面,后轴壳后端面的加工余量;焊接中间接管与前、后轴壳的对接缝时,焊前对焊缝预热后,要采用偶数焊工采用相同的焊接规范对称焊接。尽量避免在焊接过程中产生变形,如果产生了变形,应当及时调整焊接顺序。
(2)分段结构装焊。以冷却水舱的前壁为基面卧造,采用水平支柱式胎架或水平桁架式胎架。首先铺设冷却水舱前壁板,装焊后,划出构架的安装线和艉轴管的中心十字线,逐块安装各道肋板小组立,焊接构件。在焊接与艉轴管铸钢件部分相接的构件时,焊前需要预热,之后安装舾装件,并散贴外板,外板与前、后轴壳相接的部位也需要焊前预热;每道焊接作业完成后,按照要求进行无损探伤,发现缺陷后及时修补;待全部焊接修补工作完成后,需要采用一定的热处理手段来消除焊接过程中产生的应力,例如焊后热处理,全部工作完成后进行完工测量并提交。由于艉轴管分段涉及的钢板板厚较厚,又含有铸钢件,各类焊接的接头型式多为全熔透或深熔透,所以各个节点型式都应依据相应的焊接工艺评定(WPS)操作,并且对焊工素质的要求、焊接的过程控制和焊后热处理消除应力都很有相应的规定。
6)舵柱(挂舵臂)分段制造工艺
一般分两部分建造,之后合拢成一个整分段。其中一部分为舵柱(挂舵臂),另一部分为舵柱分段。舵柱一般有整体铸钢件和局部铸钢件连接钢板两种。整体铸钢件的舵柱外壳为铸钢件,而其内部结构为板材;而另一种为在上、下舵钮采用铸钢件,其他构件都采用钢板与它们连接。
(1)整体铸钢件舵柱的制造可以放在平台上直接安装内部构件,焊接单面(左舷或右舷)后翻身,焊接另一面。
(2)局部铸钢件舵柱的制造采用侧造的方式,选择左舷或右舷的一侧作为基面。由于除了上、下舵钮为铸钢件外,舵柱的外壳和内部构件都是采用钢板,而舵柱的外壳板都是需要轧制的。为了保证舵柱的线型,必须采用有线型的几道胎板,来保证舵柱的线型;首先定位胎架基面的外壳板,要保证外壳板的外轮廓与胎板密贴,焊接胎架面的外壳板之后在构架面划出肋板、支撑板、筋板的安装线,安装支撑板后,逐块安装各道肋板零、部件;焊接各类构件,应当选取各档构件的中间一档开始,向艏、艉和左、右对称焊接,如果焊缝长度超过3m时,应当采用分中逐步退焊法,并要求采用偶数焊工对称施焊,以控制舵柱的变形;一侧的平角焊缝及立角焊缝焊接结束后,盖另一侧的外壳板,同时,要到舵柱内部检查这一侧外壳板与内部构件的密贴状况。焊接这一侧的外壳板焊缝后整体翻身,焊接内部构件的平、立角焊缝,封舵柱底板。
(3)舵柱分段制造是以平台板为基面反造(见图17.3-8),采用支柱式胎架,铺设定位平台板后,拼板焊接,构件划线,逐个安装构件(构件如有对接焊,则在平台上先拼装焊接,校平后安装)后,先焊接立角焊、后焊接平角焊,散贴部分外板并焊接;接着吊入舵柱,使舵柱竖立在分段平台上,并且使舵柱端面平行于胎架基面,并作出舵轴孔上端面与下端面圆心,在两个端面各装焊一根扁铁条,开一个小圆孔,用线锤通过两个圆心荡一根垂线,延伸至基面的对准点,划得一个十字线点,找出舵轴孔中心线,以便焊接过程中可测量舵轴孔的偏移情况。在舵柱定好位后,焊接舵柱与各道肋板的焊缝,应当选取各档肋板的中间一档开始,向艏、艉对称焊接,左、右舷同时也对称施焊,焊接时采用上行焊,不允许下行焊。在焊接过程中要不断测量舵轴中心走向,当偏离中心时,测量人员应立即通知焊工改变焊接顺序,使舵轴孔保持圆度。随后,焊接舵柱与平台板的角焊缝,内侧焊接后再到外面焊接。内部肋板与平台板的角焊缝,也应当从各档肋板的中间一档开始向两端焊接,之后散贴剩余的外板,焊接外板的对接缝及外板与舵柱的焊缝,再焊接外板与肋板的角焊缝,最后完工测量。整个舵柱分段钢板多为中厚板,又涉及铸钢件,大都是熔透或深熔透节点,所以涉及铸钢件、厚板区域在焊接之前都要采用预热,多层多道焊时,要有效的控制各层各道的层间温度,而且每层熔敷金属的厚度不宜过厚,焊道不宜过宽,在焊接工作结束后,要采用焊后热处理的方式,消除应力。

图17.3-8 挂舵臂分段建造流程图
7)艏底部分段制造工艺
以平台为基面反造,采用水平支柱式胎架。首先平台板铺板,装配定位后进行单面焊接,划构架线,安装构件(构件如有对接焊,则先在平台上拼装焊接,校平后安装),焊接构件,先焊接立角焊后焊接平角焊,如果焊缝长度较长,可以采用分中逐步退焊的方法,以便有效的控制焊接变形;随后安装各类舾装件,定位后焊接各类支架、复板等构件;散贴外板,装配好后焊接,之后整体翻身到正态位置,焊接肋板、纵桁等构件的角焊缝,最后进行完工测量。
8)球鼻艏分段制造工艺
运输船舶的航速在14~25海里范围的船艏多为球鼻艏结构,球鼻艏线型及结构较为复杂。球鼻艏的大小不同,制造的方式也有很大的差别。2万~8万吨级球鼻艏分段采用整体制造,大型船舶的球鼻艏较大,采用正、侧、正三态制造后再正态组合而成为大型球鼻艏分段。为使球鼻艏分段制造工艺有普遍性,本节以4万~8万吨级散货轮鼻艏制造工艺为例进行叙述。
(1)制造方法。以分段艉端横舱壁为基面竖造,采用平面支柱式胎架或桁架式空心平台。
(2)安装原则。间断构架先装,连续构架后装,纵、横构架采用交叉安装法,头龙筋拼装后可进行构架焊接。
(3)工艺流程。基面横舱壁装焊定位及构架划线→交叉安装纵横构架→安装艏柱(撑板)→焊接→安装首柱包板→焊接→装贴一侧外板→预舾装→安装另一侧留空外板→焊接→划中心、肋检及余量线并切割→吊环及船壳标志装焊→吊离胎架翻身→焊接→结构性验收及提交。
(4)内部构架安装顺序。球鼻艏分段制造的关键在于其内部纵、横构架的安装。其结构特点为纵、横混合结构,纵壁为纵向连续,船高方向以平台为界间断;水平台为全宽型连续;肋板框架以纵壁为界左右间断层间间断的特点,其安装顺序如下:
—竖装时以舱壁为底,逐层往上吊装(见图17.3-9);
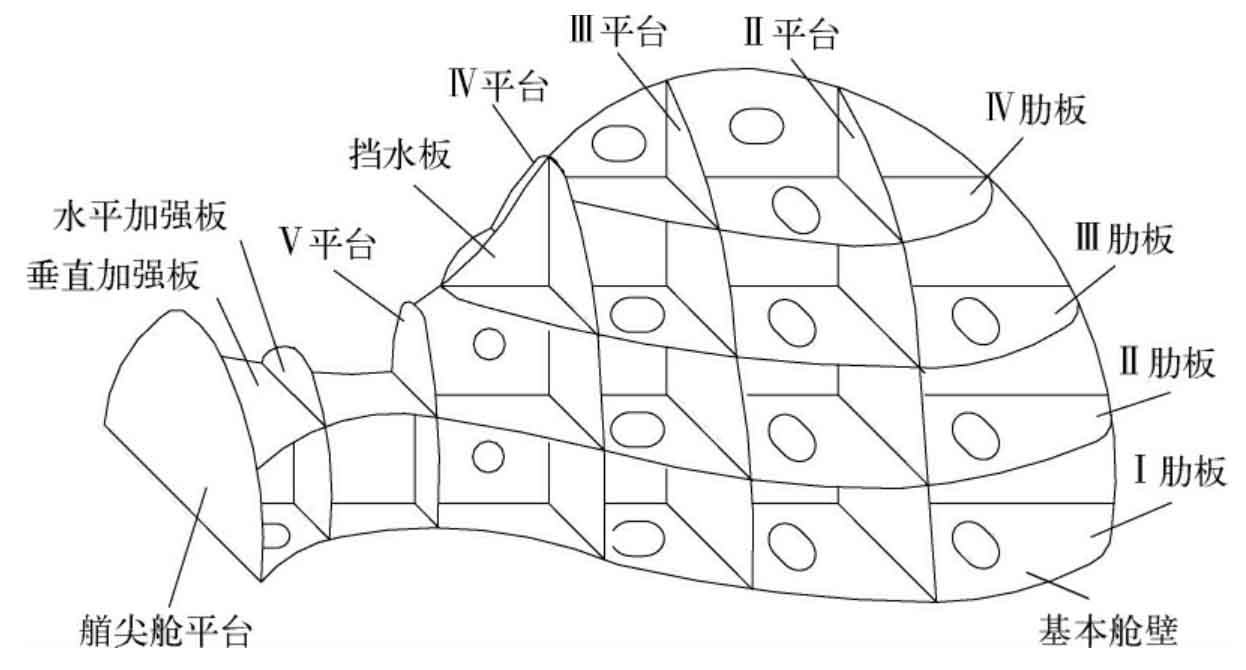
图17.3-9 球鼻艏分段构架装配顺序图
—先吊各层纵向隔(档)水板,再分别吊装连续的平台、Ⅱ平台、Ⅲ平台和Ⅳ平台;
—再分别吊装间断的Ⅱ肋板,Ⅲ肋板及Ⅳ肋板;
—最后分别吊装首柱的各水平隔板、水平加强板、垂直加强板和艏尖舱平台。
纵横构架的安装精确将能确保艏柱撑板(沿首柱纵壁外缘的板条),包板(撑板两侧的板条见图17.3-10)和外板装焊的顺利进行,并最终确保球鼻艏分段的制造质量和线型的光顺。
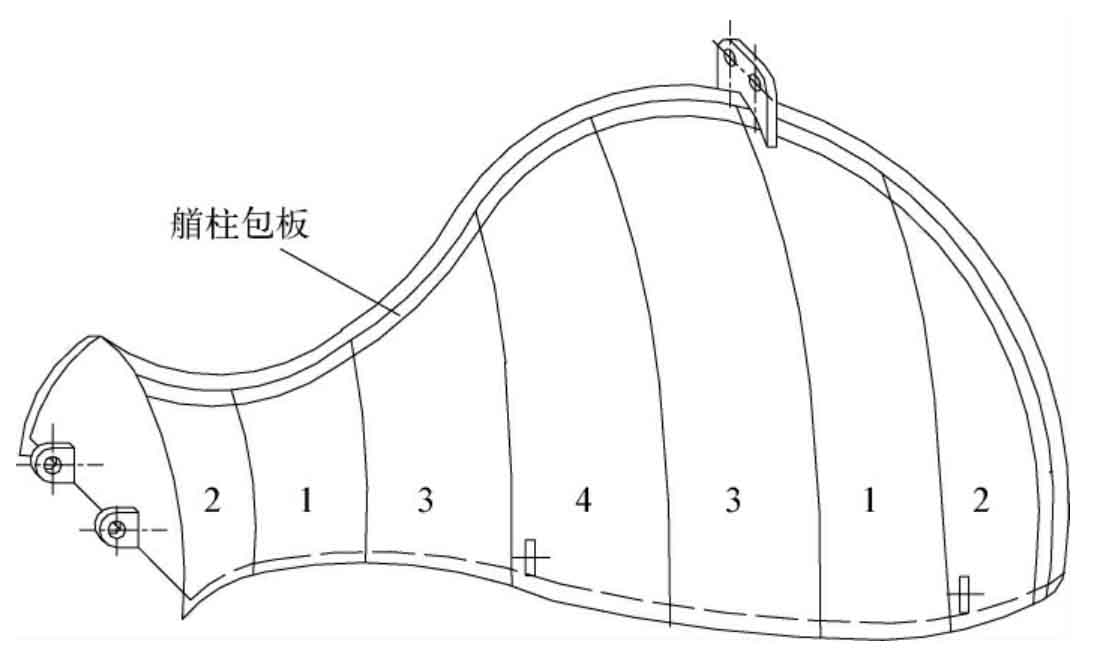
图17.3-10 球鼻艏分段外板焊接程序及吊环设置图
(5)工艺要点:
—各层肋板框架定位后,上下中心线必须对准。
—各挡水板两端必须对准相应平台板中心,上下各层挡水板定位后必须在同一平面内。
—各层平台板中心线必须与相应的肋板中心线对准,构架安装结束后,将各构件端部相交处按分段线型修磨整齐、光顺。
—外板装焊按图17.3-10所示程序进行。板3应待板1、板2装配焊好后再装。其中板1与内部构架及首柱仓板的接缝在距板3对接缝约500mm范围留焊,以免焊后影响板3的安装。
9)艏部甲板(平台)半立体分段制造工艺
一般分外板及甲板结构两部分建造,一部分是外板组立(片段),以外板为基面,采用支柱式胎架,胎架一般都为双斜切,胎架底脚线有四角定位点及板缝线,外板在胎架上拼板以肋骨检验线为准,外板需采用二次划线来安装外板组立构件,之后构件焊接;另外一部分是甲板结构以平台为基面反造,采用支柱式胎架,胎架上铺设甲板(平台)板,拼板后焊接,在甲板(平台板)上进行划线,随后依据划线吊装并定位横梁、甲板纵骨等构件或构件小组立,焊接这些构件;然后吊装外板组立到平台上,装配定位后焊接,最后进行完工测量。
10)槽形舱壁分段制造工艺
槽形舱壁分段可分为槽形舱壁、下墩和上墩三部分:但根据各个船厂的生产能力不同和生产工艺要求的不同,可以把槽形舱壁、下墩划分为三段,也可以成为单一分段,也可以带在底边舱分段上和舷部分段上,也可以把槽形舱壁和下墩作为一体,划为左中右三部分;上墩一般分左中右三部分,左右部分可以分别带在顶边舱分段上,中间部分可以划成一个分段。
一般槽形舱壁以平直面为基面建造,采用落地式支撑,各个水平支撑上端撑在槽形内部,下部用型钢连接固定,保证上下部之间的高度值为一个槽的深度;吊装轧制好的槽形零件,一般为“Z”字形,拼成整个槽形,可以为单槽也可以为多槽;有的槽形的零件不用轧制,直接用单个零件拼焊成槽形;下墩一般以垂直面为基面建造,采用水平支柱式胎架,垂直面铺板后,在拼板上划出构件线,之后吊装扶强材、肋板小组立、下墩顶板,最后吊装下墩斜板;把整个下墩吊到槽形舱壁处进行总组,随后安装直梯、管系等铁舾件,焊接工作完成后整体翻身,安装直梯、盘梯、管系等铁舾件,完成所有焊接工作,最后进行完工测量。下墩顶板与槽形舱壁、下墩顶板与下墩垂直板、下墩顶板与下墩斜板的节点非常重要,需要采取有效的工艺方法、手段来控制它的装配精度。(可参阅本章17.4.3.2节)
11)上层建筑分段制造工艺
均以甲板为基面反造,采用水平支柱式胎架。烟囱采用卧造,胎架采用支柱式。甲板铺设定位后拼板焊接,划构架线,吊装纵、横构件小组立,吊装纵、横围壁,焊接各构件,装焊铁舾件、支架、管舾件等,完工测量。由于上层建筑分段的板材厚度都较薄,装配时,有条件的情况下采用CO2半自动焊作为定位焊,焊接时,严格控制焊脚高度,采用合理的焊接方法和焊接顺序,局部构件的角焊缝可以采用单面或双面间断焊,以便有效的控制焊接变形;对于洗衣房等湿房间要采用双面连续焊;所有的围壁下口自由端应设置加强材,以有效防止在分段建造过程中出现分段变形的情况。
17.3.2.3 典型分段总组及船坞搭载工艺
1)货舱区域分段总组工艺
根据各个船企的总组工艺要求和硬件设施条件的限制,双层底分段总组工艺也各有不同。有的采用双层底全宽型总组(双层底分段和底边水舱分段总组),有的仅双层底总组,把底边水舱分段放到舷侧分段一起总组,例如“C”型总组、“D”型总组(如图17.3-11所示)。
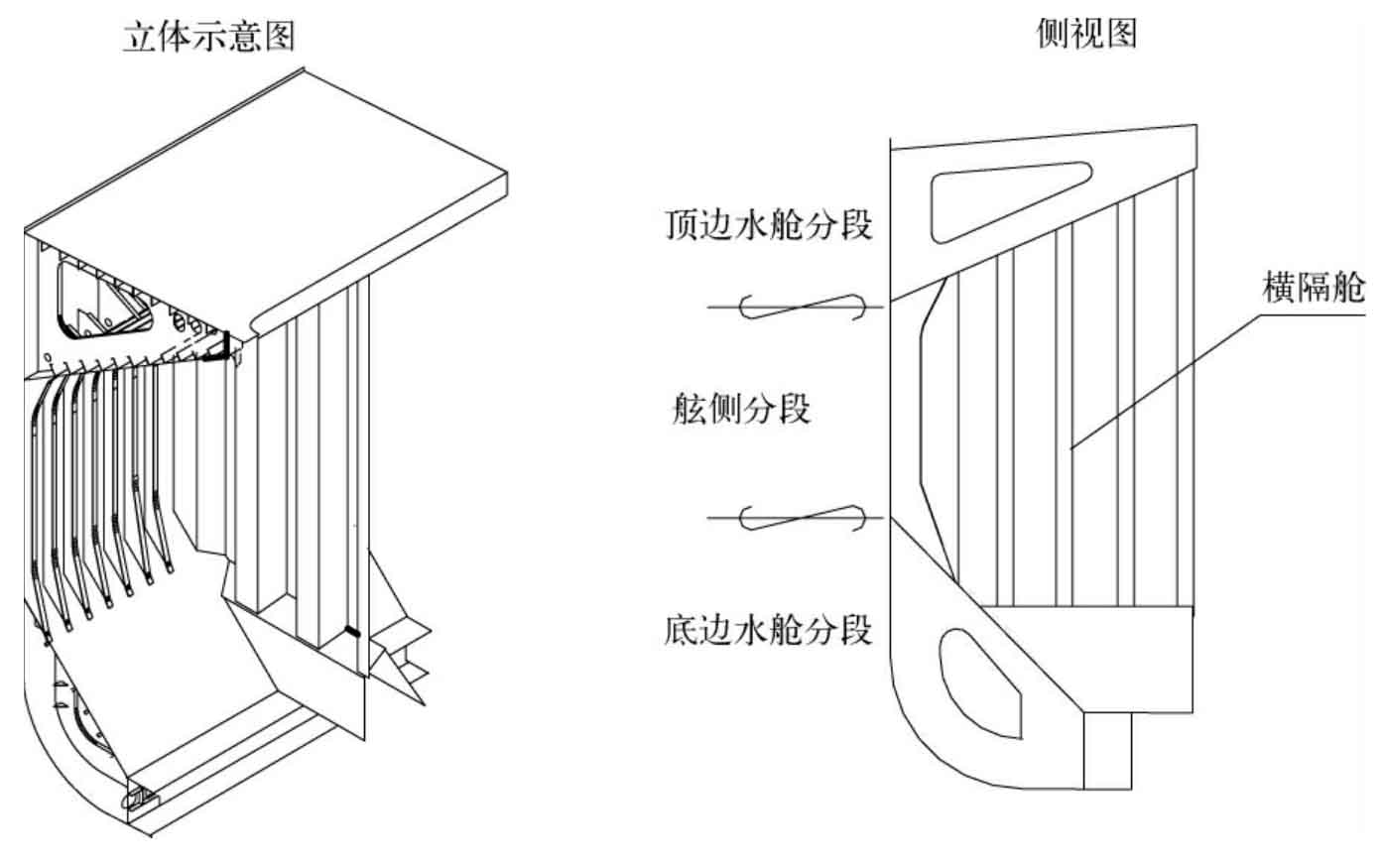
图17.3-11 货舱区“D”型总组示意图
双层底分段总组采用正态总组,选用搁墩为总组胎架;搁墩必须用激光仪器撩出水平,总组分段基本到位后,用激光撩出肋骨检验线、分段中心线和艏艉、左右端端缝线,测量分段的对角线,并在端口划出100mm检验线,还要测量总组分段的四角水平度;总组焊缝装配后焊接,随后安装舾装件。
舷侧分段总组以舷侧外板为基面侧造,采用搁墩为总组胎架。舷侧分段总组一般分为“P”、“C”、“D”三种型式:
(1)“P”型总组,首先分别在平台或胎架上制作顶边水舱分段和舷侧分段,然后将顶边水舱分段以舷侧外板为基面定位,分段艏艉大接缝处采用荡锤的方法,测量艏艉端的甲板抛势,并测量分段的高度(型深),校核分段的肋骨检验线,最后吊装舷侧分段。
(2)“C”型总组,在“P”型总组的基础上,再吊装定位底边水舱分段,也需要在分段艏艉大接缝处采用荡锤的方法,测量整个总段的型深,校核肋骨检验线,在内底与上甲板之间设置保距梁,以有效控制该总段的型深,保证前后总段搭载的顺利进行。
(3)“D”型总组,在“C”型总组的基础上,吊装定位局部槽形舱壁和局部下墩,安装相关舾装件。
2)机舱分段总组和艏部分段总组工艺
采用正态总组,选用搁墩作为胎架,根据总组工艺要求和各船企的硬件设施条件的限制,可以选用同一层前后(左右)分段总组,也可以选用上下分段总组。首先选取带有分段中心线的分段先定位,随后定位另一只分段,采用荡锤的方法测量甲板前后大接缝处的各个半宽值,校核肋骨检验线,甲板的水平、层高;总组后,在机舱开口处和总段下端口处增设临时加强材,焊接后再安装相关的舾装件。艏部分段总组与机舱分段总组类似。图17.3-12所示为全宽型立体机舱总组。
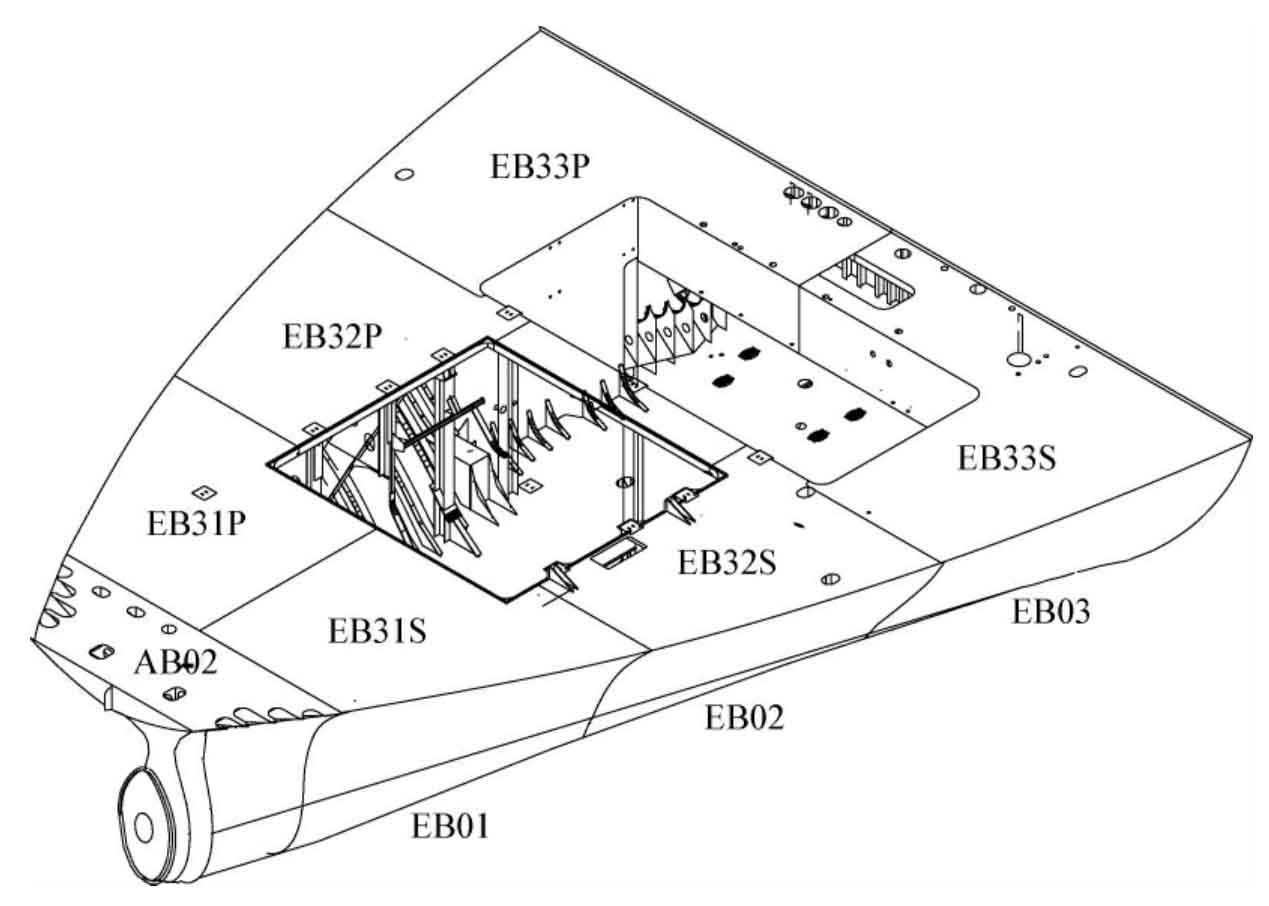
图17.3-12 全宽型立体机舱总组图
3)上层建筑分段总组工艺
采用正态总组,在组装平台上进行。总组时以肋骨检验线、中心线为准,每层、每个分段都要测量甲板的水平度、层高。在吊装上一层分段前,下层甲板都要划出围壁的理论线,设置靠山,以方便定位;在每层甲板吊装前,还需要把下层甲板上的设备等提前吊到位;所有焊接工作完成后,甲板、围壁需要采用火工矫正,一般先矫正变形大的地方,其次矫正中度变形处,最后矫正小变形处,而且由上至下矫正,还需反复循环矫正。
4)船坞(船台)搭载工艺
(1)船坞搭载前,必须在坞底采用激光仪器划出设定的船体中心线、直剖线、肋骨检验线、半宽线,并要用色漆标出。
(2)底部基准总段入坞,作为船坞搭建的基准段,其中心线、水平线、肋检线、端缝线与船坞格子线应相吻合。基准总段调整定位后,坞墩木枕应敲紧,核对基线高度,并调整基线标杆上的基线刻度,敲上冲眼标志,作为后续分段或总段的定位标准基线;基准底部分段必须与船坞作刚性连接。
(3)搭载后续相邻底部总段时,尽量靠近基准段,必须以相邻两总段肋检线间长度尺寸及二分段间肋距公差为依据,两段间结构基本对准,然后划出余量并切割,双层底总段船体中心线从艏至艉且统一在一根直线上,肋骨检验线与船体中心线互为90°,分段艏、艉端缝线须垂直船体中心线。
(4)槽形舱壁分段搭载,首先应在双层底总段上划出槽形舱壁垂直板和斜板的构架线和它们的100mm检验线,固定好槽形舱壁的定位板,并且划出其内部的构件线,吊装定位槽形舱壁分段,安装船坞散装件。
(5)艉轴管分段(总段)搭载,需要保证艉管的镗孔的机加工余量,保证轴线与主机面板、基线的高度。
(6)挂舵臂分段(总段)搭载需要保证0#肋位的位置,上下舵钮的镗孔机加工余量,舵机平台的水平度。
(7)甲板分段翻身后搭载,肋骨检验线需与顶边水舱总段的肋骨检验线一致,甲板分段管弄板还要和槽形舱壁分段的理论线重合。
(8)上层建筑总段(机舱棚总段)搭载前需要在机舱分段的主甲板上划出上层建筑的地脚线,把相关设备等事先吊入,并且设置定位靠山,以方便上层建筑总段搭载定位。
(9)舱口围分段搭载可以分几个片段搭载,也可以在总组平台上把几个片段总组在一起后搭载,但是不管散吊后在船上拼还是总组拼后搭载,都要保证舱口围面板的水平度,还有舱口围板与舱口围面板的垂直度,舱口围板与顶边水舱分段舱口纵桁的重合度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











