



1.4 金属材料热处理
金属材料的热处理是将固态金属或合金采用适当的方法进行加热、保温和冷却,从而获得所需要的组织结构与性能的工艺。
热处理的基本工艺过程可用温度——时间关系曲线表示,如图1-2所示。钢在加热和冷却过程中的温度变化如图1-3所示。
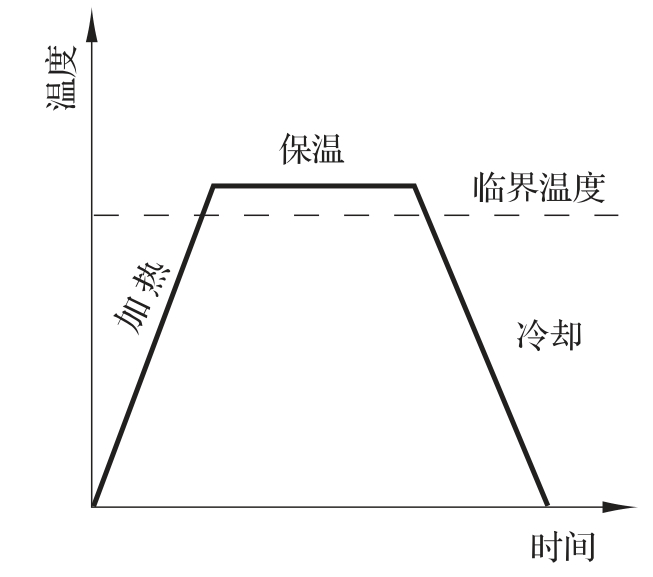
图1-2 热处理工艺曲线

图1-3 钢在加热和冷却过程中的温度变化曲线
热处理工艺可以消除上一工艺过程所产生的金属材料内部组织结构上的某些缺陷,改善切削性能,还可进一步提高金属材料的使用性能,充分发挥材料的潜力。因此,大部分机器零件都要进行热处理。
1.4.1 退火
退火是将金属或合金加热到适当温度,保温一定时间,然后缓慢冷却的热处理工艺。其目的是消除残余应力,稳定工件尺寸并防止其发生变形与开裂;降低硬度,提高塑性,改善切削加工性能;细化晶粒,改善组织,为最终热处理做准备。按金属成分和性能要求的不同,退火可分为如下几种。
1.完全退火
完全退火的加热温度为Ac3以上30~50°C,保温一定时间后缓慢冷却(一般随炉冷却),获得接近平衡状态组织的退火工艺。完全退火的目的是通过完全重结晶细化晶粒,降低硬度,改善切削加工性能。完全退火主要用于亚共析钢的铸件、锻件、热轧型材和焊接件等。
2.球化退火
球化退火的加热温度为 Ac1以上20~30°C,保温一定时间后缓慢冷却到600°C 以下出炉空冷,使钢件中碳化物球状化。球化退火主要用于共析、过共析钢的锻、轧件以及结构钢的冷挤压件,目的是使网状渗碳体球状化,降低硬度、提高韧性,改善切削性能,为淬火作组织准备。
3.去应力退火
去应力退火是把零件缓慢加热到 Ac1以下某一温度(一般为500~650°C),保温后缓慢冷却的热处理工艺。主要用于消除铸件、锻件、焊接件、冲压件和切削件的残余应力,以稳定尺寸,减少变形,防止开裂。
1.4.2 正火
正火是将金属或合金加热到 Ac3或 Accm以上30~50°C,保温一定的时间后,在静止空气中冷却的热处理工艺。把钢件加热到 Ac3以上100~150°C 的正火则称为高温正火。
正火与退火类似,但冷却速度比退火快。钢件在正火后的强度和硬度比退火稍高,但消除残余应力不彻底。因为正火冷却较快、操作简便、生产效率高,所以,在可能的情况下,一般优先采用正火。低碳钢件多用正火代替退火。
各种退火与正火工艺的加热温度范围和工艺曲线如图1-4所示。

图1-4 各种退火与正火工艺示意图
1.4.3 淬火
淬火是将金属或合金加热到 Ac3或 Ac1以上某一温度,保持一定时间,然后在水、油或其他无机盐溶液等介质中快速冷却获得马氏体和(或)贝氏体组织的热处理工艺。
淬火可以提高钢件的硬度和耐磨性,淬火与不同的回火工艺配合,可以获得各种需要的性能,是强化钢的主要方法。
1.4.4 回火
回火是钢件淬硬后,再加热至 Ac1以下的某一温度,保温一定时间,然后冷却到室温的热处理工艺。其目的是稳定组织,减少内应力,降低脆性,获得所需性能。表1-2所示为常见的回火方法及其应用。
表1-2 常见的回火方法及其应用

1.4.5 表面淬火
表面淬火是将钢件的表面层淬透到一定的深度,而心部仍保持未淬火状态的一种局部淬火方法。可以获得高硬度、高耐磨性的表面层和有利的残余应力分布,提高工件的硬度和耐磨性。
表面淬火加热的方法很多,如感应加热、火焰加热、电接触加热、激光加热等。目前应用最广的是电感应加热法,如图1-5所示。在一个感应线圈中通以一定频率的交流电(有高频、中频、工频三种),使感应圈周围产生频率相同的交变磁场,置于磁场之中的工件就会产生与感应线圈频率相同、方向相反的感应电流,这个电流叫作涡流。由于集肤效应,涡流主要集中在工件表层。涡流所产生的电阻热使工件表层被迅速加热到淬火温度,随即向工件喷水,将工件表层淬硬。

图1-5 电感应加热表面淬火
感应电流的频率愈高,集肤效应愈强烈,故高频感应加热用途最广。高频感应加热常用频率为200~300kHz,其加热速度极快,通常只有几秒钟,淬硬层深度一般为0.5~2mm。主要用于要求淬硬层较薄的中、小型零件,如齿轮、轴等。
1.4.6 化学热处理
化学热处理是将金属或合金工件置于一定温度的活性介质中保温,使介质中分解出的一种或几种元素的活性原子渗入工件的表层,以改变其化学成分、组织结构和性能的热处理工艺。根据渗入元素的不同,可分为渗碳、渗氮、碳氮共渗和渗金属元素等,其中以渗碳应用最广。
渗碳是向钢的表层渗入碳原子,渗碳件都是低碳钢或低碳合金钢。其目的是提高钢件表层的含碳量和形成一定的碳浓度梯度。渗碳后工件表层的含碳量将增到1% 左右,经过淬火和低温回火后,表面可以获得高硬度,而心部因仍然是低碳钢,故保持其良好的塑性和韧性。可以看出,渗碳工艺可使工件具有外硬内韧的性能。
渗碳的方法可以分为固体渗碳、盐浴渗碳和气体渗碳三种。应用较为广泛的为气体渗碳,如图1-6所示。渗碳时,通常是将钢件放入密闭的渗碳炉中,通入气体渗碳剂(如煤油、丙酮、甲醇等),加热到900~950°C,经较长时间的保温,使工件表层增碳。

图1-6 气体渗碳法
渗碳主要用于既受强烈摩擦、又承受冲击或疲劳载荷的工件。如汽车变速箱齿轮、活塞销、凸轮、自行车和缝纫机零件等。
1.4.7 其他热处理工艺
1.表面覆层处理
表面覆层热处理实质上是一种表面硬质材料沉积处理。通常用化学气相沉积法(CVD)和物理气相沉积法(PVD),在工件表层涂覆一层 TiC、TiN 等,能显著提高硬质合金及高速钢工具的耐磨性能,并获得优良的减摩性能。
2.真空热处理
在真空中进行的热处理称为真空热处理。它包括真空淬火、真空退火、真空回火和真空化学热处理(真空渗碳、渗铬等)。
真空热处理是在1.331~0.0133Pa 真空度的真空介质中加热工件,可以有效地减少钢件变形,使钢脱氧、脱氢和净化表面,使钢件表面无氧化、不脱碳,表面光洁,可显著提高耐磨性和疲劳强度。
真空热处理操作环境好、污染少、能耗少,适用于机械化和自动化生产,发展前景广阔。但因真空热处理设备投资大,其应用受到很大限制,目前主要用于加工模具、精密零件和某些特殊金属零件的热处理。
3.可控气氛热处理
可控气氛热处理是指在炉内通入一种或几种一定成分的气体,通过对这些气体成分的控制,使其保护钢件不发生氧化、脱碳的一种热处理工艺。其目的是防止钢件表面氧化脱碳,进行可控制的气体渗碳或碳氮共渗,对已脱碳的钢件进行复碳处理,实现光亮热处理。可控气氛热处理按照炉气氛围可以分为渗碳性、还原性和中性氛围等。
目前常用的可控气氛主要有三大类:放热型气氛、吸热型气氛和氨分解气氛。
4.形变热处理
形变热处理是将钢的塑性变形同热处理有机结合在一起,获得形变强化和相变强化综合效果的工艺方法。形变热处理不仅可以提高钢的强韧性,还可以大大简化金属材料或工件的生产流程。形变热处理的方法较多,目前常用的主要有低温形变热处理、高温形变热处理、等温形变热处理、形变时效和形变化学热处理等。
5.离子化学热处理
离子化学热处理是在真空炉中通入少量与热处理目的相适应的气体,在高压直流电场作用下,稀薄的气体放电、起辉加热零件。与此同时,欲渗入的元素从通入的稀薄气体中离解出来,渗入零件表层。离子化学热处理比一般化学热处理速度快,生产效率高,表层组织可自由选择,零件变形开裂倾向小,具有良好的力学性能和物理性能。离子化学热处理可进行离子渗氮、离子渗碳、离子碳氮共渗、离子渗硫和离子渗金属等。但离子化学热处理设备投资费用较高。
6.电子束淬火
电子束淬火是利用电子枪发射出电子束作为能源,轰击工件表面,使之急速加热,而后自冷淬火,使工件表面得到强化的热处理。其能量利用率大大提高,约达80%,大大高于激光淬火。此种工艺不受钢材种类的限制,淬火质量高,基本性能不变,是很有发展前途的新工艺。如对现代汽车的离合器、凸轮、挺杆等零件的表面处理。
1.4.8 热处理常用设备
1.加热设备
常用的加热设备有箱式电阻炉、盐浴炉、井式炉、火焰加热炉等。
(1)电阻炉 主要由电阻体作为发热元件的电炉。根据热处理工艺的要求,可进行退火、正火、回火、淬火、渗碳氧化和氮化,也可解决无氧化问题。
(2)感应炉 通过电磁感应作用,使工件内产生感应电流,将工件迅速加热。感应炉加热是热处理工艺中的一种先进方法,主要用于表面热处理淬火,后来逐步扩大为用于正火、淬火、回火以及化学热处理等,特别是对于一些特殊钢材和有特殊工切要求的工件应用较多。
2.冷却设备
常用的冷却设备有水槽、油槽、盐浴、缓冷坑、吹风机等。其中水槽和油槽是热处理生产中主要的冷却设备。
1.4.9 热处理实习安全操作规程
1.学生进入实习(训练)场地要听从指导教师安排,穿好工作服,扎紧袖口,戴好工作帽;认真听讲,仔细观摩,严禁嬉戏打闹,保持场地干净整洁。
2.首先要熟悉热处理工艺规程和所使用的设备,在掌握相关设备和工具的正确使用方法后,才能进行操作。
3.不得私自乱动场地内的电器开关、设备、仪表、工件等。
4.操作时必须穿戴必要的防护用品,如工作服、手套、防护眼镜等。
5.拿取工件要使用工具,严禁徒手触摸训练场地内的各种工件,以免被烫伤。
6.操作电炉时注意不要触及电炉丝,开启炉门时要切断电源。
7.工件冷却时要遵守操作规程,不准乱扔乱放,以免被烫伤。
8.发生事故时,立即切断电源,保护现场,并向指导教师报告事故经过。
9.实习(训练)结束应作好仪器设备的复位工作,关闭电闸,把试样、工具等物品放到指定位置。保养好仪器设备,清理好场地卫生。
思考题
题1-1 材料的力学性能包括哪些?
题1-2 画出低碳钢拉伸曲线,并简述拉伸变形的几个阶段。
题1-3 什么是硬度?布氏硬度和洛氏硬度分别如何表示?
题1-4 常用的金属材料有哪些?如何进行合理的选用?
题1-5 退火的主要目的是什么?生产上常用的退火有哪几种?
题1-6 何谓淬火?淬火的主要目的是什么?温度如何选择?
题1-7 何谓化学热处理?试述化学热处理的基本过程?
题1-8 正火和退火有何异同?试说明二者的应用有何不同?
题1-9 回火的目的是什么?工件淬火后为什么要及时回火?
题1-10 渗碳的目的是什么?为什么渗碳后要进行淬火和低温回火?
题1-11 用低碳钢和中碳钢制造齿轮,为了获得表面具有高的硬度和耐磨性,心部具有一定的强度和韧性,各采取怎样的热处理?热处理后组织和性能有何差别?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












