



第三节 喷砂与刷光
一、喷砂
喷砂是用净化的压缩空气,将砂粒通过喷嘴高速喷向金属制品表面,借助高速砂粒的动能,将工件表面的熔渣、毛刺、氧化皮及其他污物除去,使表面呈均匀粗糙状态,从而提高基体与电镀层或其他涂层的结合力,还可以对金属表面进行消光处理。
1.喷砂的目的
(1)去除工件表面上的毛刺、锈蚀、焊渣、旧涂层或其他油污。
(2)去除铸件、锻件或热处理后工件表面的砂粒及氧化皮。
(3)增大表面的粗糙度,提高涂装或涂层的附着力。
(4)在玻璃或陶瓷表面上喷花等。
(5)除去零件的毛刺或方向性磨痕。
(6)使零件呈漫反射的消光状态。
喷砂分为干喷砂与湿喷砂两种。两种应用方法相似,前者的加工表面比较粗糙,适用于上述1~6项的加工目的。后者常用于较精密的加工,污染较小。油污重的零件在喷砂前应先脱脂。
2.干喷砂
干喷砂用的磨料可以是钢砂、氧化铝、石英砂、碳化硅等。应用比较广的是石英砂。加工时根据零件材料、表面状态和加工的要求不同,应选用不同粒度的磨料。见表1-19。
表1-19 零件、砂粒尺寸与压缩空气压力的关系
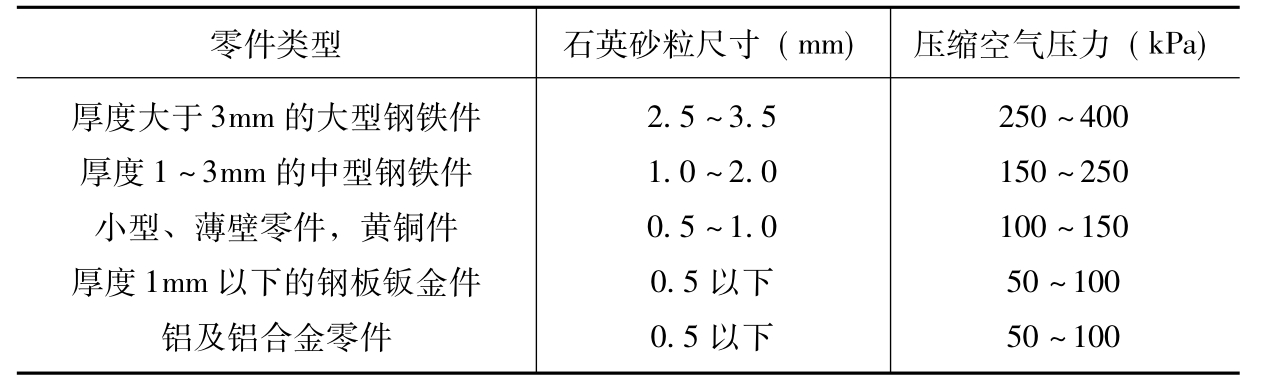
干喷砂又分为机械喷砂与空气压力喷砂两种类型,每一类又包含手工、半自动或连续自动等多种方式。手工空气压力喷砂适用于各种复杂形状的中小型零件,被广泛使用。
湿喷砂所用的磨料与干喷砂相同,磨料一般占20%~35%(体积比),先将磨料和水混合成砂浆,最好在水中加入缓蚀剂,以避免钢铁零件锈蚀,为防止沉淀混合,要不断搅拌,用压缩空气压入喷嘴喷向加工部件。
二、刷光
刷光是使用金属丝、动物毛、天然或人造纤维制成的刷轮,对零件表面进行加工的过程。刷光分为干刷和湿刷两大类。
1.刷光的目的
(1)表面处理:去除零件表面的氧化皮、锈蚀、旧涂装层、焊渣及其他污物。也可用于去除零件侵蚀后的浮灰。
(2)去毛刺:去除机械加工后留在零件表面棱边上的毛刺。
(3)丝纹刷光:在零件表面上制造出有一定规律的、细密的装饰性丝纹。
(4)缎面修饰:使用细而软的刷轮,在零件表面获得类似缎面般的光泽。
2.刷轮种类
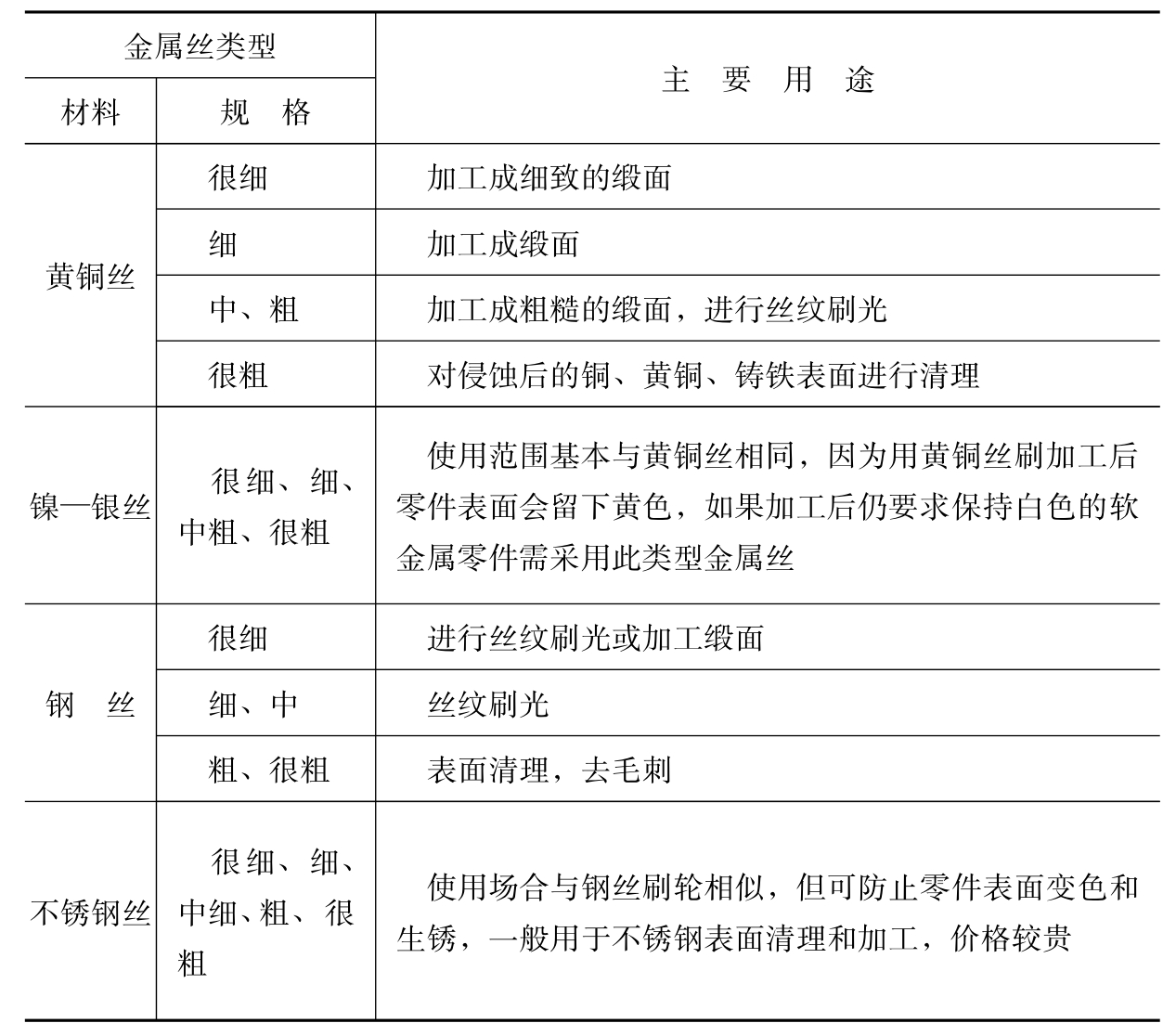
不同种类刷轮的特点及其主要用途见表1-20。决定刷轮性能的主要是材料的种类及粗细。常用的材料是金属丝,不同金属丝刷轮的主要用途见表1-21。
表1-20 不同刷轮的特点和用途
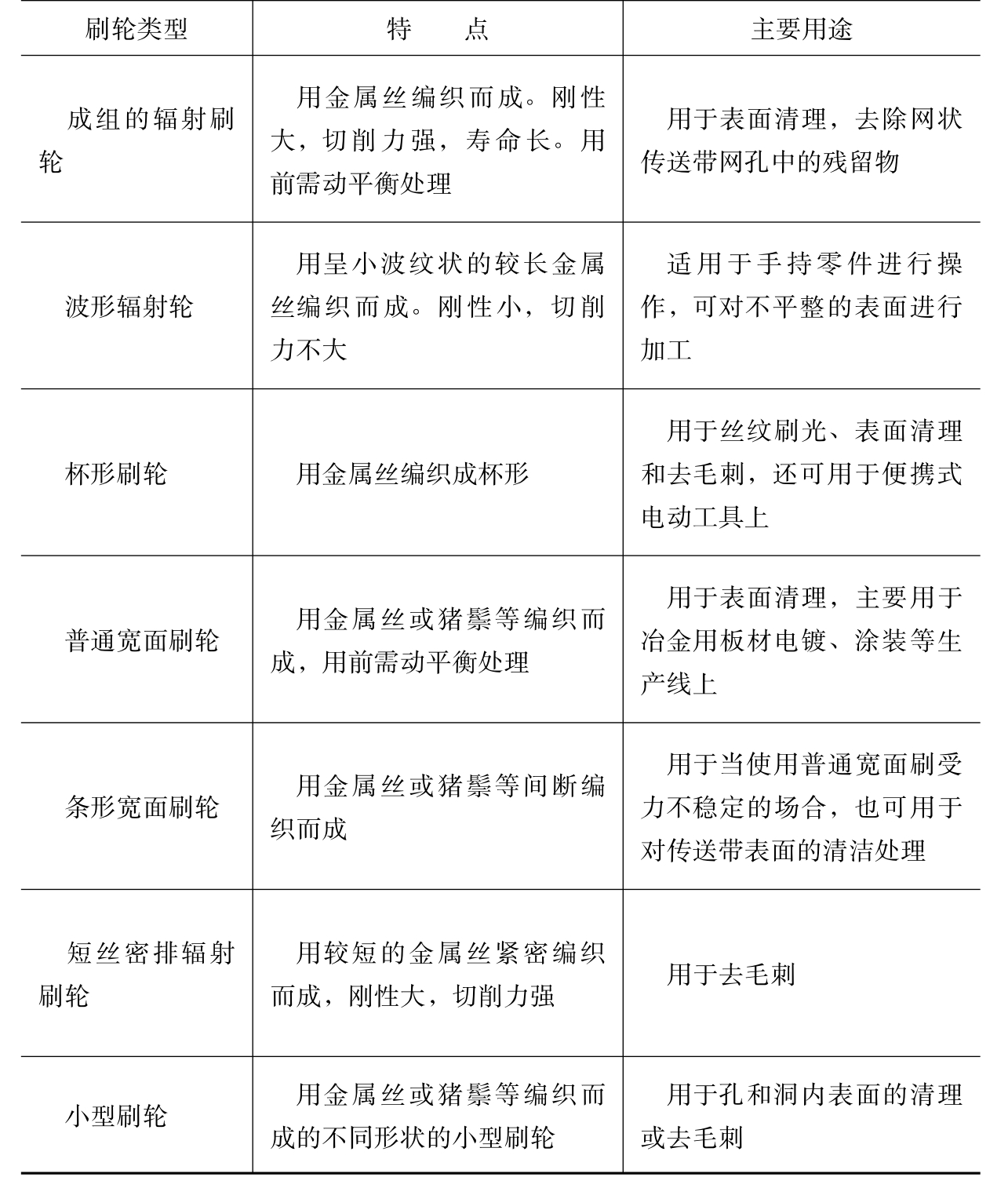
表1-21 不同金属丝刷轮的主要用途
3.刷光工艺
(1)表面清理。
清除零件表面氧化皮、锈蚀、焊渣、旧漆层时,一般选用刚性大的钢丝刷轮,同时采用较高的转速进行清理。
清除零件表面的一般污物或侵蚀后残留的浮灰时,一般选用刚性小的黄铜丝、猪鬃或纤维丝刷轮。采用干刷或湿刷均可,注意转速与压力要适中,以防划伤零件表面。如果采用湿刷去浮灰,可以用自来水,但去污物时,应采用有脱脂能力的清洗剂。
(2)去毛刺。
去外表面棱边的毛刺,一般采用直径为0.3mm的短丝密排辐射轮刷,刷轮的速度一般为33m/s。去圆孔棱边的毛刺,一般采用杯形刷轮,刷轮的速度为22~33m/s。去内螺纹的毛刺,一般使用小型刷轮。
(3)丝纹刷光。
零件材料、形状和装饰要求不同,选用的丝纹刷光刷轮类型和材料应不同。
加工较软的基材(铝、银、铜、黄铜等),一般选用黄铜丝或镍—银丝刷轮;反之,加工较硬的基材(钢铁、不锈钢),应选用钢丝刷轮。铝铭牌、面板,则常用含细磨料的织物或百洁布作刷光工具。
丝纹刷光时,压力不能太大,否则丝的侧面将与零件接触,难以产生丝纹效果。丝纹刷光的速度也不宜太大。丝纹刷光可以干刷,也可以湿刷。零件表面清洁,无锈蚀与油污时,可选择干刷;湿刷时,应使用无腐蚀作用的清洗剂。
(4)缎面修饰。
缎面修饰通常采用细而软的金属丝波形刷轮,也可用动物毛或纤维刷轮。刷轮速度为15~25m/s,压力要小,使金属丝轻轻擦过零件表面。加工时应注意使刷痕均匀一致,并与零件的轮廓线平行。也可采用浮石粉与水作磨削介质,进行湿法操作。
缎面修饰也可采用无油抛光膏的抛光轮,或用粘有很细磨料的人造纤维磨轮进行操作,操作方式与金属丝刷轮相同。如果使用人造纤维轮,则压力和圆周速度不能太高,否则人造纤维可能会因磨擦过热而熔化,并粘在工件表面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









