



3.6 典型贴片机的运行维护
任务要点
☆SONY G200贴片机的运行与维护
☆FUJIXP-143E贴片机的运行与维护
3.6.1 SONY G200贴片机的运行与维护
1.系统简介
SONY G200是以常年销售的机种SONY G200系列为基础,在满足客户各种需要的同时,成功地使装机效率达到极限。
SONY G200贴片机可以单独为多品种小批量生产使用,并且若将数台连接使用时,能够提高安装速度和效率。因为提升了小型高速化和连接性能,其生产性、空间利用率、生产灵活性都得到大幅度的提高,能够满足客户的多种需要。
SONY G200的特征有以下几个方面。
(1)实现世界最高水平的COST/SHOT,具体特点如下。
●改良了超小型旋转式吸嘴头的运行顺序,加速了贴装节奏。
●与从前直线排列型复合吸嘴机相比,产品目录上登载的节奏和实际节奏的差距明显减小,这是旋转式吸嘴头的特征。
●因为采用了新专利构造,使基板的更换时间大幅度减少。并连同使用零件的预取功能,可使基板的实际更换时间无损失。
(2)因其设计紧凑,实现了世界最高水平的空间利用率。机器的宽度仅有1.2m,而且SONY G200很好地实现了将机器高度限制在1.45m以内的要求。又因为其体积小且强度高,故移动设备也很容易进行。
(3)对应不同目的的使用形式。可以用多台SONY G200/F209组合成生产线,其生产性、空间利用率、生产的灵活性都得到大幅度提升,尤其适应短交货期的生产要求。
(4)丰富的选配零件满足各种各样的要求,包括基板的搬送方向、全体交换台车、对应中型精密零件的固定摄像头及图像处理、废弃输送带等,准备了配合使用的有效的选配零件。
(5)虽然体积小、结构紧凑,但它与大型高速零件安装机具有同样的高品质生产性能。它装载了检查吸着、透射与反射两种方式认识零件的性能。
(6)Windows界面、15英寸大画面加上触摸屏性能,操作方便。不但画面表现充实,更因为采用了大型画面加触摸屏,可操作性也显著提高。
(7)可用单触式操作将表示内容切换成其他语言。单触式操作,能够立即将表示内容切换成日文、英文、中文(繁体)、西班牙文等文字。
(8)追求安全性与舒适性的设计,具体如下。
●基本设计上采用了各国安全基准,将使用人员的安全作为首要考虑因素。
●因采用震动解析技术,提高了框架、Y轴、架台的刚性,减少了振动,提高了可靠性。
●实行机器本体的紧凑化,以及操作部件的大型、触摸屏化,实现了更高的舒适性。
2.操作篇
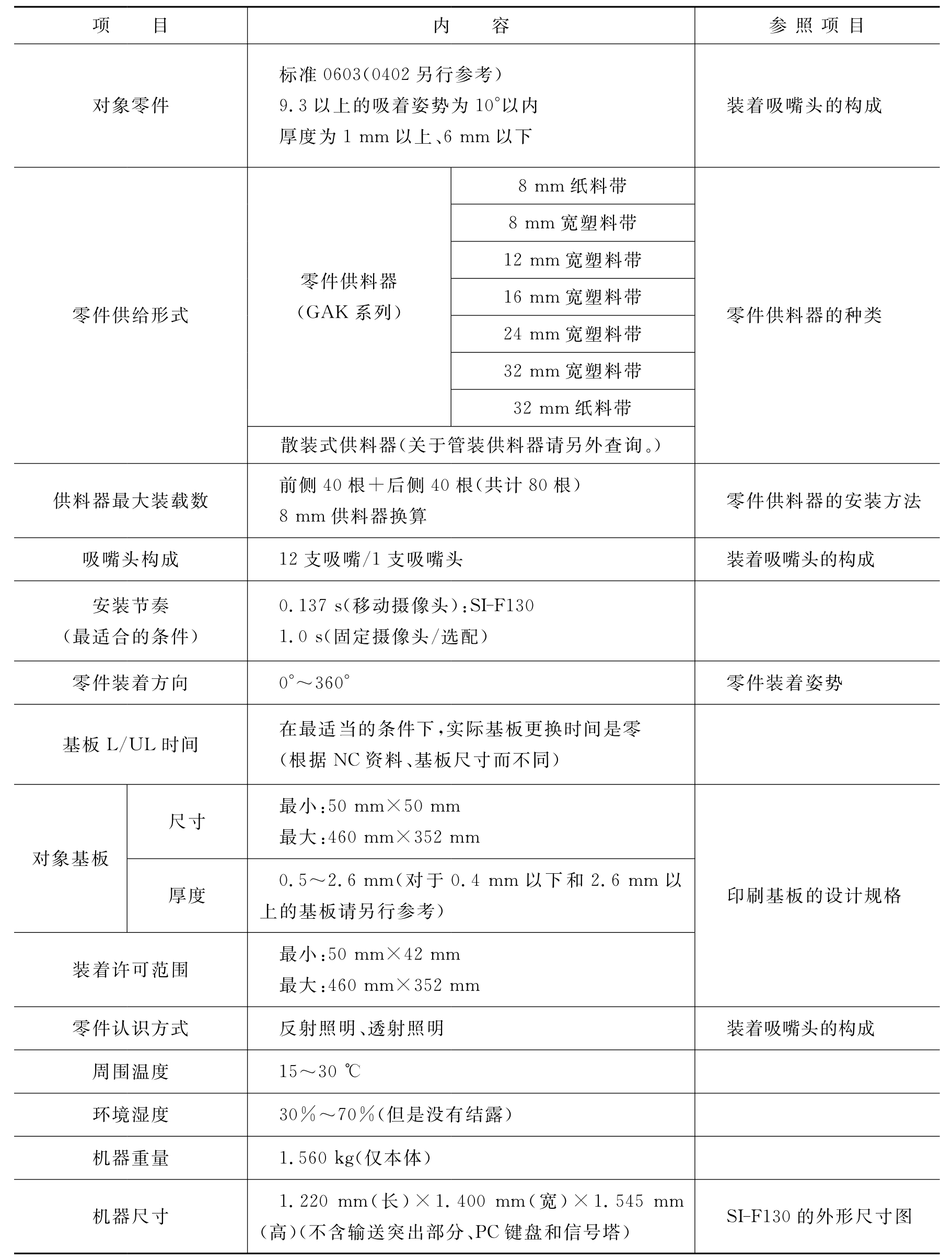
1)设备规格
(1)机器规格如表3-21所示。
表3-21 机器规格
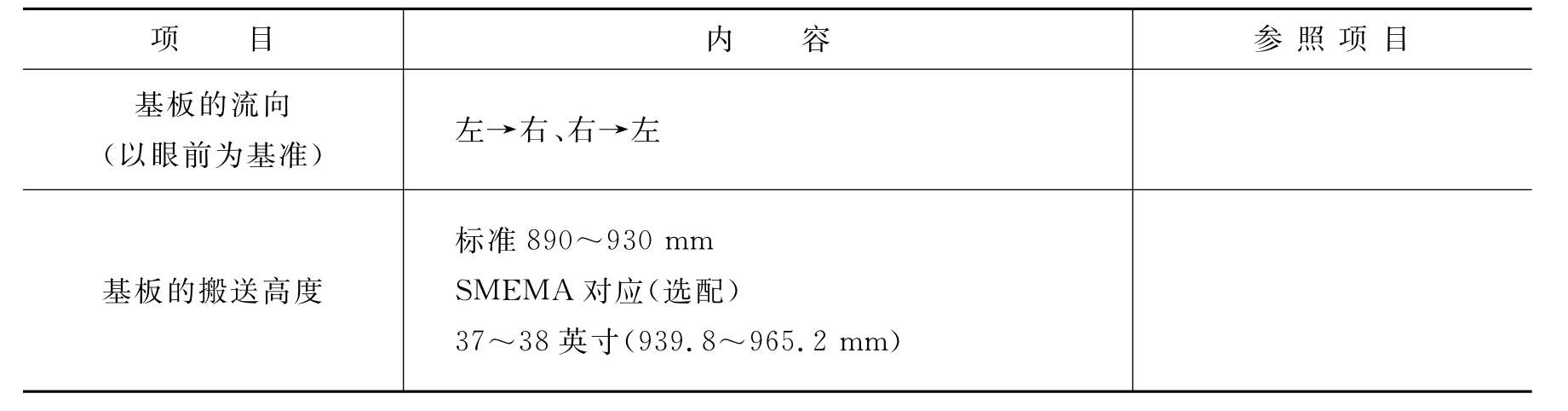
续表
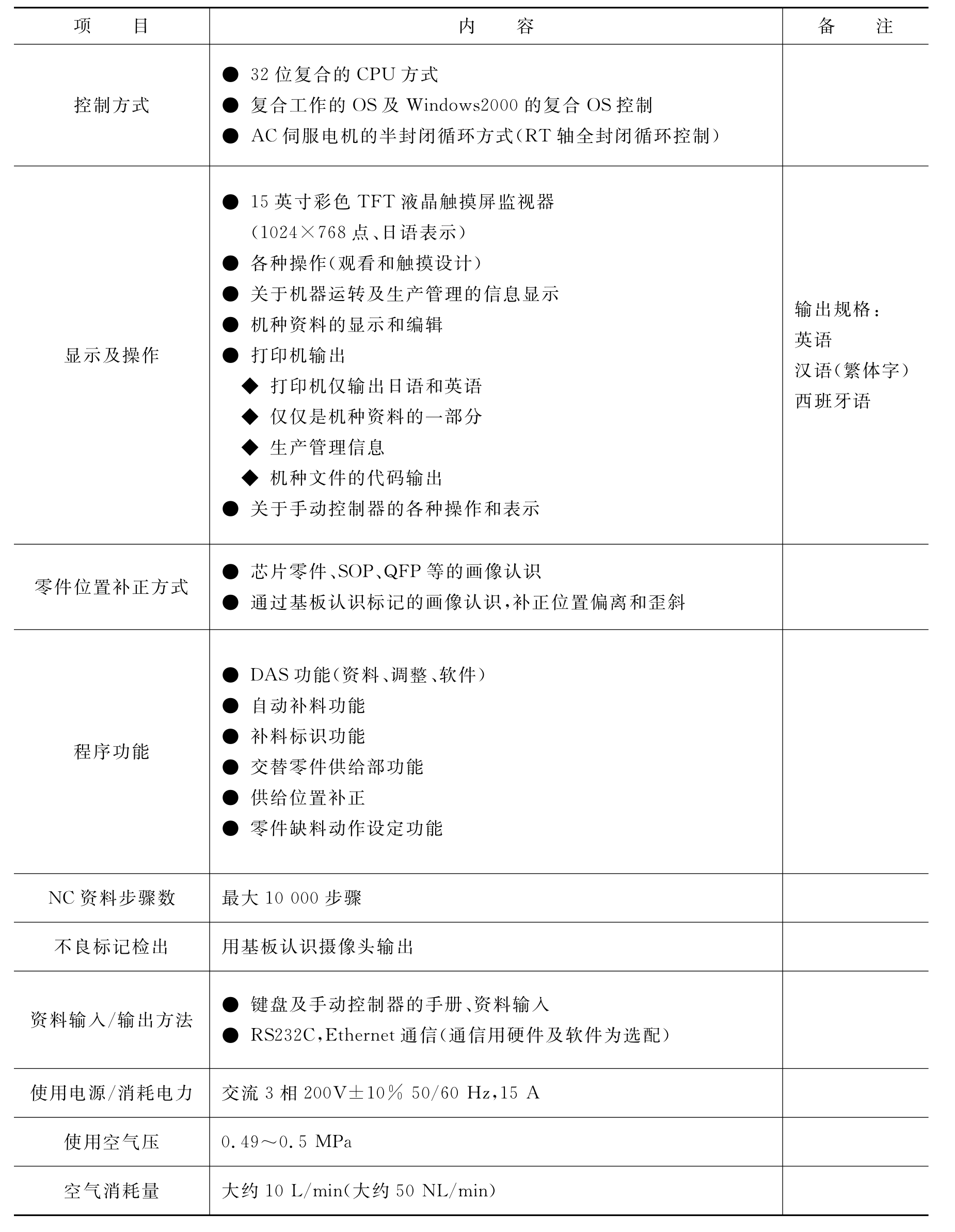
(2)电器控制规格如表3-22所示。
表3-22 电器控制规格
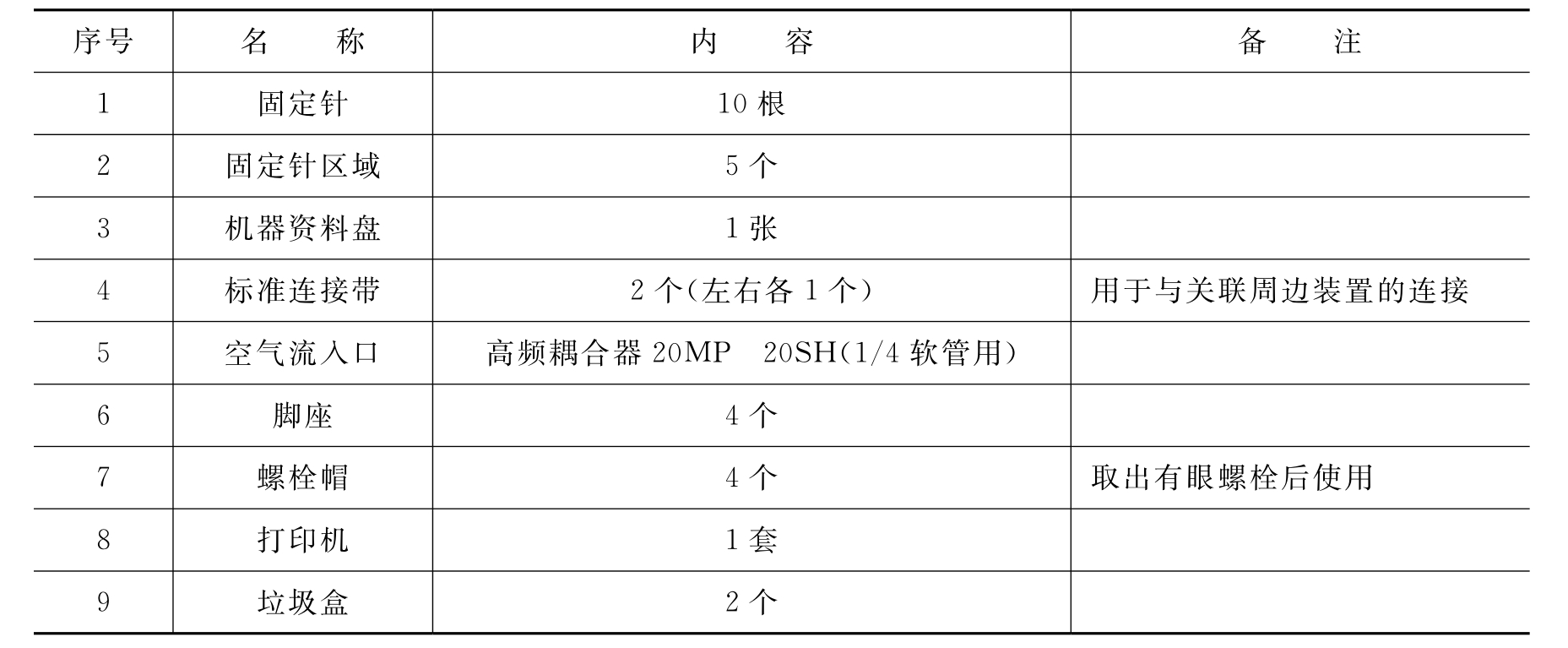
(3)标准附件如表3-23所示。
表3-23 标准附件
2)机器构成
(1)整体图如图3-87所示。
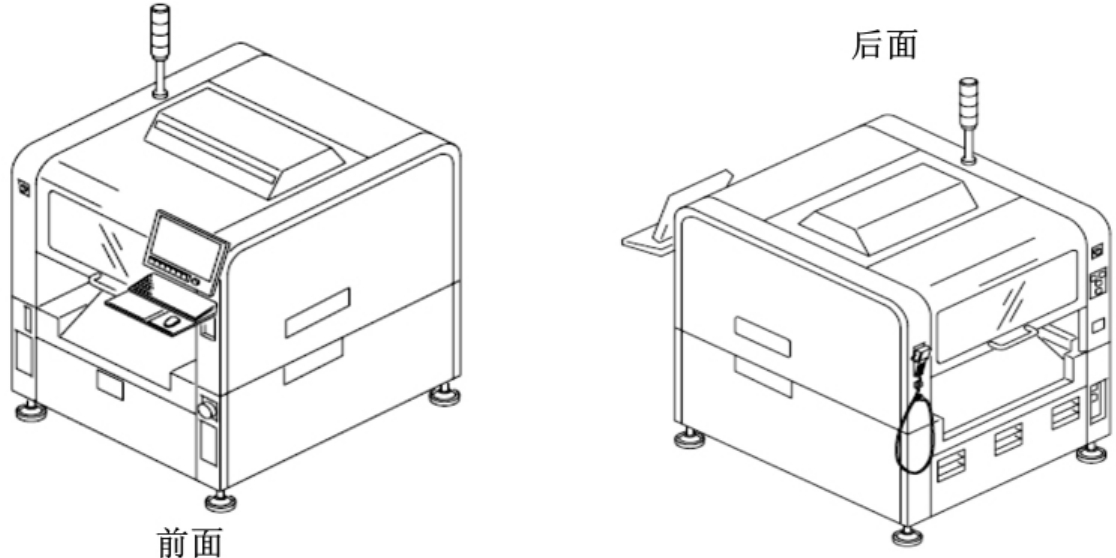
图3-87 整体图
(2)装置构成如图3-88所示。
3.系统操作
1)上电前注意事项
●电源工作前的注意事项。将工厂侧总电源电缆连接到SONY G200前,请一定要关闭工厂侧总电源。若在主电源打开状态下,将工厂侧总电源电缆接到SONY G200上,会引起意想不到的危险,结果将可能导致人员严重受伤甚至死亡。
●总电源规格。总电源规格为三相200V±10%,50/60Hz,15A。请不要使用其他规格的电源,否则,会引起意想不到的危险,结果将会导致严重受伤甚至死亡。
●关于工厂侧总电源电缆。工厂侧总电源电缆,请使用4芯AWG14或比其更粗的橡胶绝缘电缆。使用细电缆,将引起意想不到的危险,其结果是可能发生火灾等事故。
●关于总电源电缆端子。工厂侧总电源电缆的电线端部,应安装与电线形状相应的圆形的夹紧端子。使用裸电线或其他形状的端子,电线很容易从端子接头漏出,将引起意想不到的危险。其结果是可能发生火灾或触电等事故,甚至导致严重受伤或死亡。
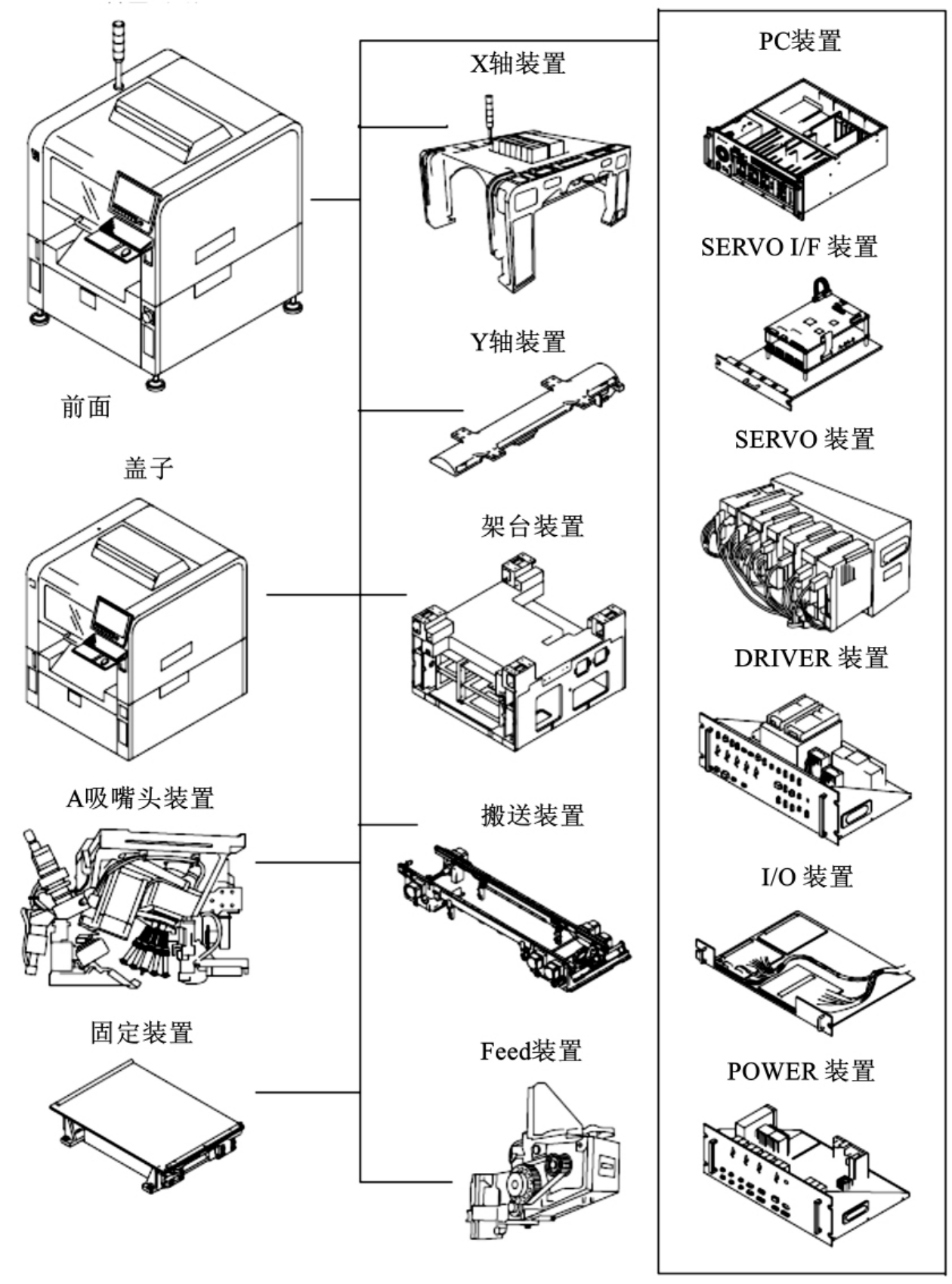
图3-88 装置构成
●关于接地。应将工厂侧总电源电缆按照有关电气设备规定的D型安全接地(接地阻抗100Ω以下)的方式接地。不完全接地不仅会引起机器的误运作,还会发生火灾和触电等事故,结果将可能导致人员严重受伤甚至死亡。
2)关于电源相位顺序
(1)有相位顺序限制。可按以下步骤检查。暂时接通电源,使真空泵用断路器ON。
●若短时间内真空压上升,相位顺序正确。则应马上使电源OFF,进行下一项工作。
●若短时间内真空压不上升,相位顺序错误。则马上使电源OFF,而且应使工厂电源OFF。
应将工厂侧总电源电缆的三相电源线内部的2根线交替连接。
(2)按照以上所述操作,可缩短相位顺序检查工作中的上电时间。
注意事项如下。
●关于干扰的对策。SONY G200控制体系是采用微型计算机控制方式。对于混入电源的干扰或波等有必要进行严格处理。SONY G200在设置前,应认真检查工厂内的电源环境。
●发生混入干扰和电源波时的对策方法有如下几种:①改变电源供给线;②使用AVR(恒定电压电源);③应在电源线和机体之间放置干扰过滤器。
3)关于空气压力的注意事项
(1)空气品质的注意事项如下。应使用经过压缩空气净化机器的干空气,作为工厂侧的总压缩空气。湿空气对零件吸着、装着有着负面影响,会导致SONY G200的误动作。
(2)空气压力的注意事项如下。应给SONY G200供给压力为0.49~0.92MPa(5~9.4 kgf/cm2)的空气。如果空气压力处于0.40MPa(4.1kgf/cm2)以下,即使投入电源,机器也会处于异常停止状态。
4)关于真空压力的注意事项
应确认真空泵在运转,SONY G200机器后面右下方的“VACUUMPUMP”真空压力计显示为-86.0kPa以下(当所有的机械阀切换至吹气侧时)。
4.上电时的顺序
上电时的操作顺序如下。
(1)确认没有障碍物。应确认没有妨碍各轴移动的障碍物存在。
(2)开启主断路器,如图3-89所示。此时电源面板通电灯亮。
(3)确认空气的压力。应确认空气压力计指向0.49~0.92MPa(5~9.4kgf/cm2)范围。
(4)按电源开关按钮,如图3-90所示。控制体系各部分被供电,操作面板画面显示初始画面。
图3-89 主断路器
![]()
图3-90 电源开关
注意
①从插上电源到主界面(自动生产)期间,应避免操作键盘或按手动控制器键,否则,会出现系统错误。
②在插着FD的状态下插上电源SONY G200也不会激活。如果发生这种情况,请将FD拔出,按ENTER键。
(5)应确认真空压力计指向-77.0kPa以下。因为系统激活要花费一段时间,应确认初始画面消失,切换到自动生产模式。
(6)自动生产模式。此时显示屏出现显示动作状况的画面。
(7)按操作面板的ORG键。开始原点归零,在归零过程中ORG键内的灯变亮。原点归零过程中其余所有操作都不能进行。原点归零一结束,ORG键内的灯熄灭,STOP键内的灯变亮。自动生产准备结束。
注意
①STOP键内的灯,在“自动运行”(自动运转)及“履历”(日志)模式以外的状态时,即使装置停止也不亮。
②若原点归零失败了,对话窗口中将弹出警告。单击窗口右下方的“详细”按钮,然后参考“明细”(明细)中的内容。
5.电源切断时的顺序
切断电源前请确认下述事项。
(1)确认运转停止时,操作面板的“STOP”灯变亮。在运转中,应等待运转终止或按STOP键。
(2)确认是否有残留基板。确认搬入基板输送带、搬出基板输送带上都没有基板残留。如果有基板残留,应通过搬出操作移出基板。
注意
虽然SONY G200主程序已经结束,但不应通过选择【开始】/【关机】命令来关机。
切断电源的具体操作步骤如下。
(1)按电源开/关钮 。
。
图3-91 主断路器
(2)系统开始关机。此时,系统发出警报,但不是SONY G200有异常。在操作界面上将显示正在关机的处理对话框,如果达到可以切断电源的状态,设备便会自动地切断电源。
(3)主断路器关闭,如图3-91所示。此时电源面板的通电灯灭。
注意
由于停电等原因,导致在按电源开关前主断路器已关闭的情况下,请关闭主断路器5min以上再激活SONY G200。
6.操作界面的构成
界面的操作方法简单介绍如下。
1)界面的基本操作
【操作功能】 学习SONY G200电源接入后的界面基本操作。
【操作顺序】 遵照“系统操作”中的相关内容接入SONY G200电源,出现下列界面,如图3-92所示。

图3-92 操作界面
待设备启动完毕,将出现如图3-93所示的界面。

图3-93 【自动生产】界面
注意
在图3-93中,位图和功能按钮显示为灰色,表示该按钮不能使用。
2)菜单操作
SONY G200是以对话的形式来进行操作的,即通过菜单操作和按钮操作所弹出的对话框来实现的。菜单由下面3层构造组成。
(1)主菜单 主菜单位于菜单构造的最上层,包含子菜单和本地菜单。主菜单经常在菜单最右端以纵向排列的形式来显示。单击相应的按钮,就可以弹出那个主菜单对应的界面。
(2)子菜单 子菜单位于主菜单的下层,通常,在界面上部横向排列的标签中进行选择。只要主菜单不变化,则总是显示相同的子菜单。单击某一个标签,则其对应的界面就显示出来。
(3)本地菜单 本地菜单是子菜单界面的内部的按钮和标签等。单击某一按钮或标签,则显示对应的弹出菜单。
3)子菜单的直接选择
【操作功能】 在SONY G200中,大多数的菜单是以逐级展开的形式打开的。但是,从主菜单中逐级寻找必要的菜单需要花费不少时间。打开各级菜单界面有以下几种方法。
【操作顺序】 子菜单的直接选择用单击右键的方法。单击鼠标的右键,弹出如图3-94所示的快捷菜单。从主菜单中再单击子菜单,则弹出相应的子菜单界面。
注意
按Function键选择也可以弹出子菜单界面。
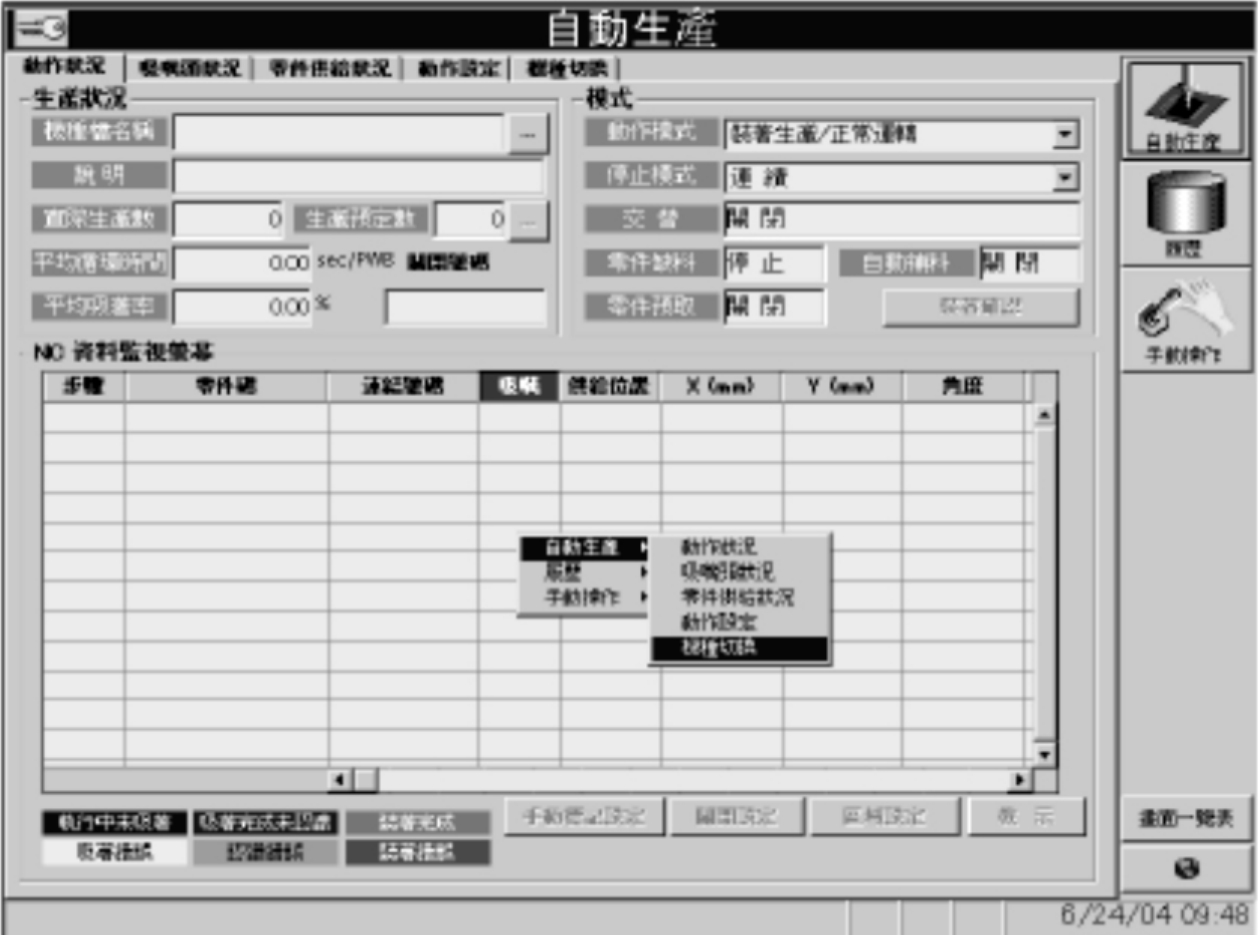
图3-94 快捷菜单
4)用键盘进行菜单操作
【操作功能】 用键盘操作,可以打开菜单的界面,如图3-95所示。

图3-95 【自动生产】界面
【操作方法】 各菜单的选择有以下的操作方法。
(1)主菜单 可以使用Function键和Ctrl键进行选择。从上面的标签开始依次为Ctrl+F1、Ctrl+F2……。菜单一览表对应的快捷键是Ctrl+F11、语言切换对应的快捷键是Ctrl+F12。
(2)子菜单 可以使用Function键进行选择,如图3-96所示,从界面左边开始依次对应为F1键、F2键、…、F12键。若子菜单有12个以上,则第13个子菜单对应的快捷键是SHIFT+ F1,后面的子菜单依次对应,直至第24个为止。
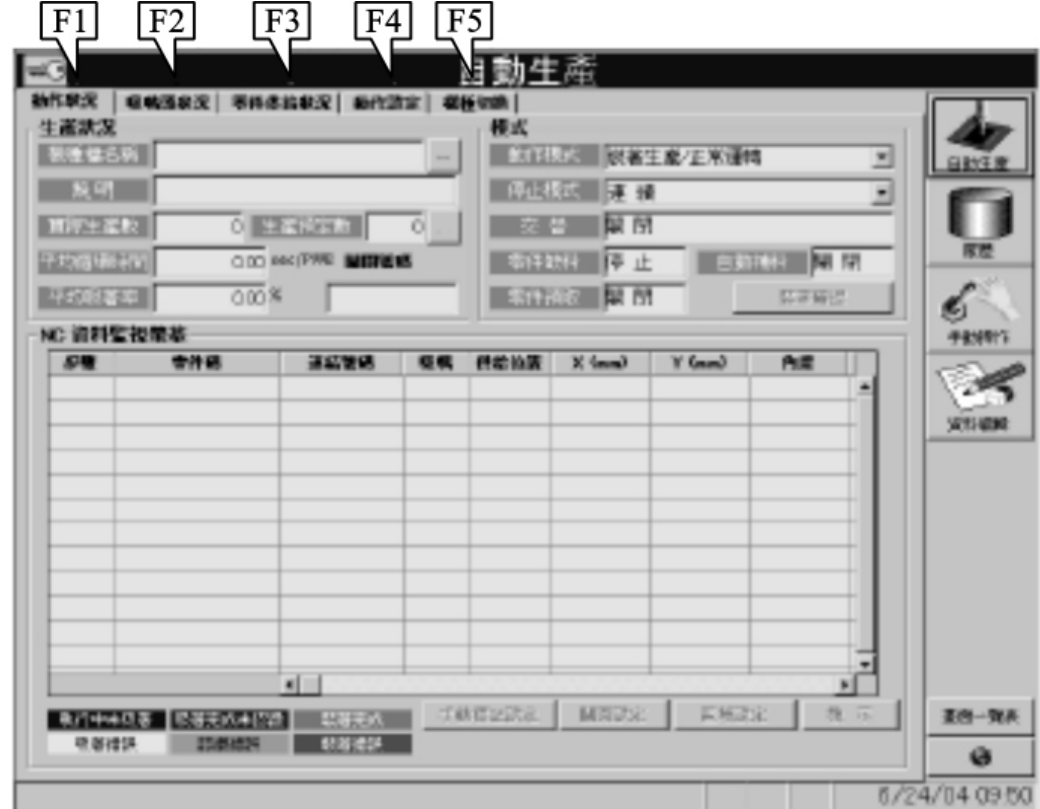
图3-96 【自动生产】界面
(3)本地菜单 关于【自动生产】界面中的几个标签:【动作状况】、【吸嘴头状况】、【零件供给状况】、【动作设定】、【机种切换】,都可以通过键盘进行操作。项目用TAB键移动。各项目的切换(如ON/OFF等)用鼠标键进行选择,如图3-97所示。若要显示其他对话框,可按Enter键或Space键。
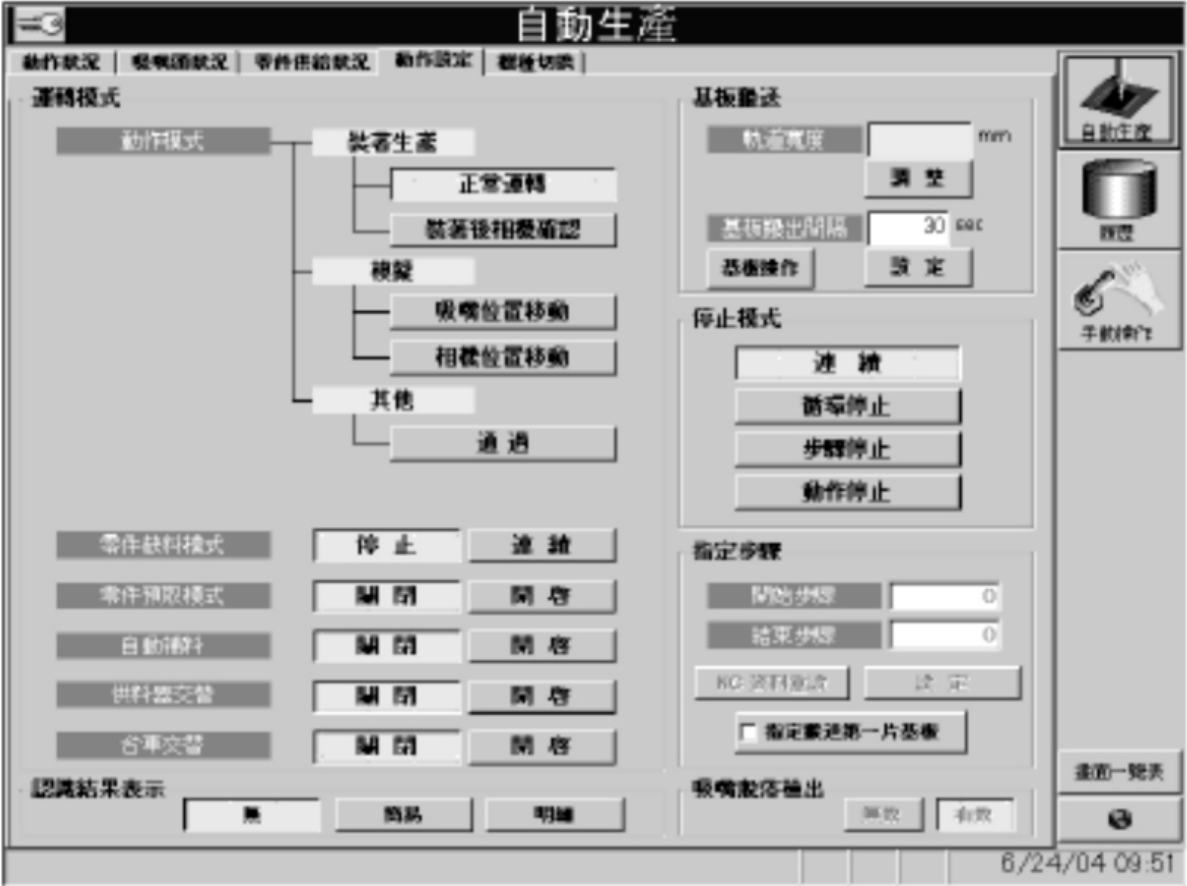
图3-97 【自动生产】界面
【界面说明】 用TAB键按照以下顺序进行。
停止模式→开始步骤→结束步骤→NC资料重设→设定→指定搬送第一片基板→动作模式→零件缺料模式→零件预取模式→自动补料→供料器交替→台车交替→轨道宽度→调整→基板搬出间隔→设定→基板操作。
其中【指定搬送第一片基板】按钮用空格键切换【ON/OFF】。【NC数据重设】按钮,用快捷键ALT+R直接移动。
7.各个菜单的构成
在SONY G200中,有自动生产、履历、手动操作、数据编辑4种模式,每个模式都和一个相同名字的主菜单相对应。如前面所提到的,各个主菜单下面是由子菜单所构成,图3-98显示出了菜单的构成。

图3-98 菜单的构成
8.关于与多种语言的对应
【操作功能】 在SONY G200所显示的界面中,任何时候都可以选择想要显示的语言,如图3-99所示。
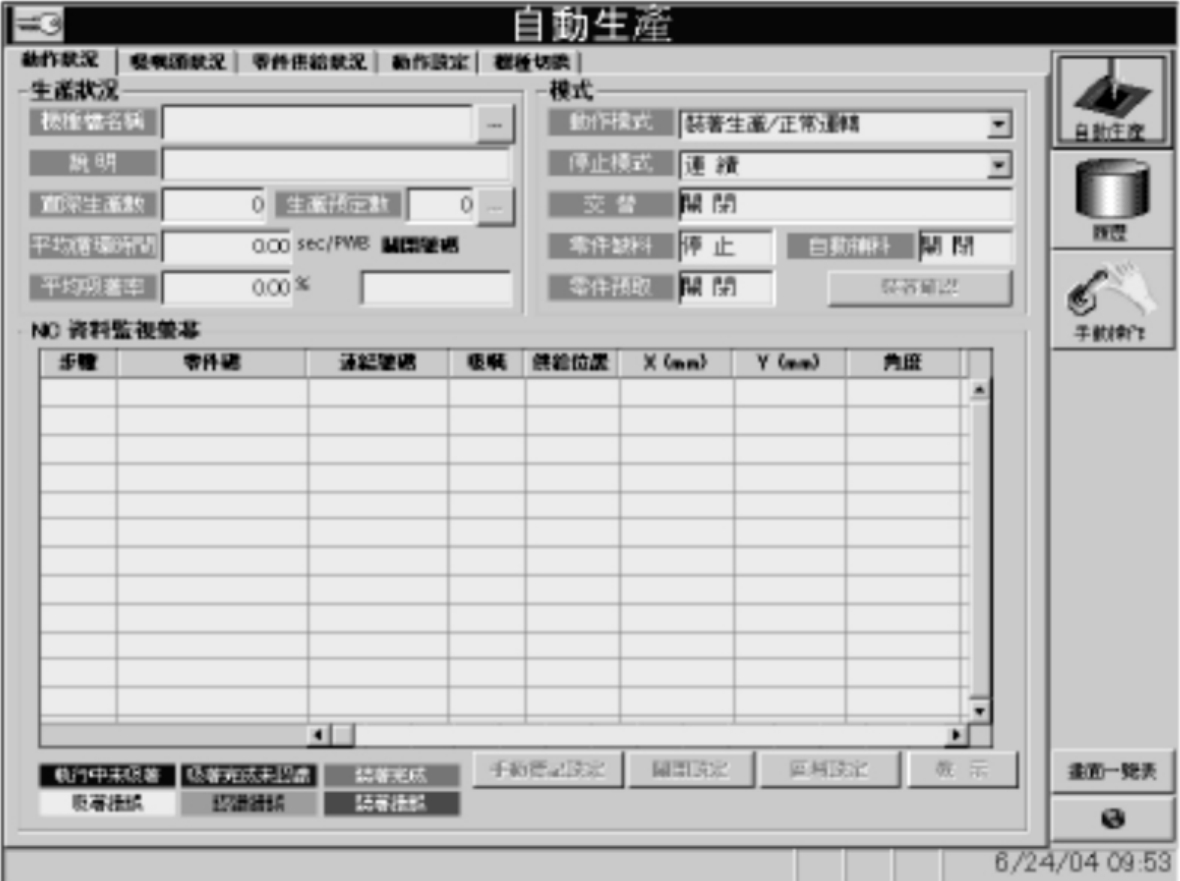
图3-99 【自动生产】界面(一)
【操作顺序】 如果不是在对话框显示进行中,则任一界面都可以操作。单击画面右下的 按钮。登录的语言相互之间可以切换。
按钮。登录的语言相互之间可以切换。
9.关于界面的操作安全
【操作功能】 在SONY G200的界面操作中,在操作者这一层级,具备安全功能。
操作者一般分为以下几个层级。
●操作者:指在通常的生产操作SONY G200的客户端的操作者。其权限有自动生产、日志管理、手动操作等内容。
●管理者:SONY G200运用管理者进行自动生产、日志管理、手动操作、资料编辑等项目的管理。
●保养:指在保养作业中操作SONY G200客户端的维修者。
●服务:指在保养作业中操作SONY G200生产端的维修者。对操作者来说,不需要特别的操作,但是由于有管理者,因而有必要输入用户设置的密码。
下面简单介绍一下SONY G200运用管理者的密码输入方法和变更方法。
【操作顺序】
(1)输入密码的方法,如图3-100所示。
单击左上角的 按钮,弹出以下对话框,如图3-101所示。
按钮,弹出以下对话框,如图3-101所示。
单击【管理者】按钮。进入文本框可输入状态,输入密码。
单击【设定】按钮。输入正确的密码,然后在对话框右侧出现【自动生产】、【履历】、【手动操作】、【数据编辑】等各个按钮。
(2)变更密码的方法,如图3-102所示。
单击【密码变更】按钮。弹出以下对话框,如图3-103所示。
在【旧密码】文本框中,从键盘输入原始密码。
在【新密码】文本框中,从键盘输入新密码。

图3-100 【自动生产】界面(二)
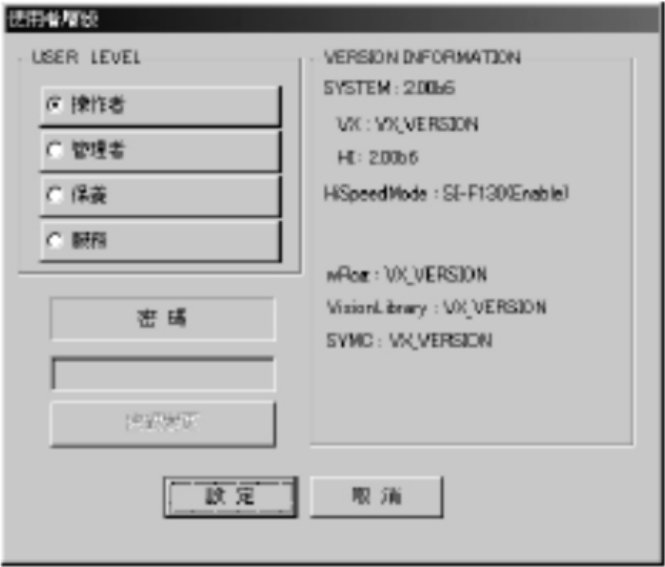
图3-101 【使用者层级】对话框(一)
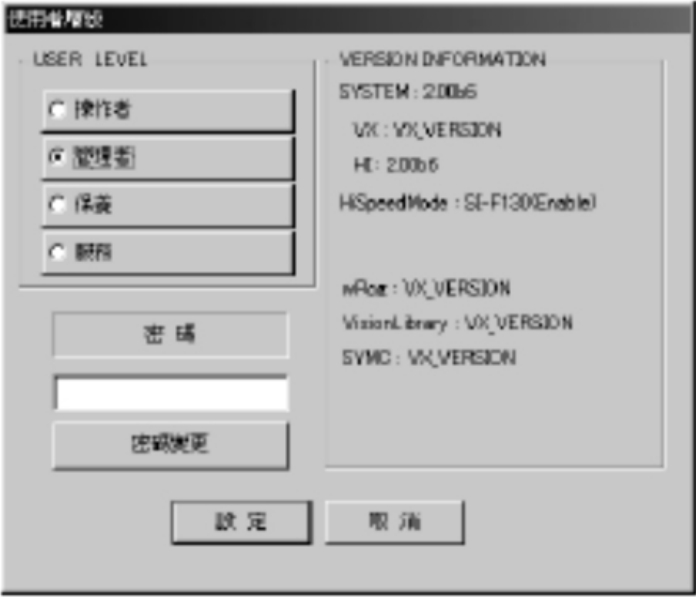
图3-102 【使用者层级】对话框(二)
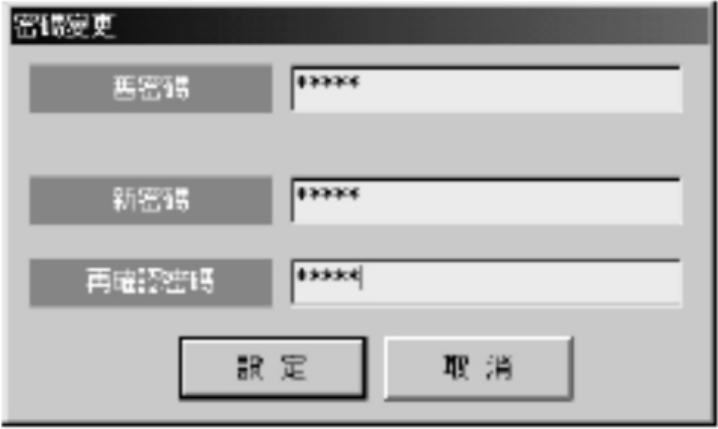
图3-103 【密码变更】对话框
在【再确认密码】文本框中,从键盘再次输入新密码。
单击【设定】按钮。原始密码输入一致,新的密码输入被确认之后,则新密码生效。
10.维修保养篇
1)安全作业及注意事项
保养检查时的安全作业及注意事项
(1)禁止安全管理责任者以外的人使用及保管连锁钥匙。
(2)安全管理责任者不在时,禁止进行贴片机的检查﹑修补﹑调整﹑清扫及上油等维护保养作业。
(3)连锁钥匙(见图3-104)应交给安全管理责任者管理,保养作业打开连锁时一定要有管理责任者在场。
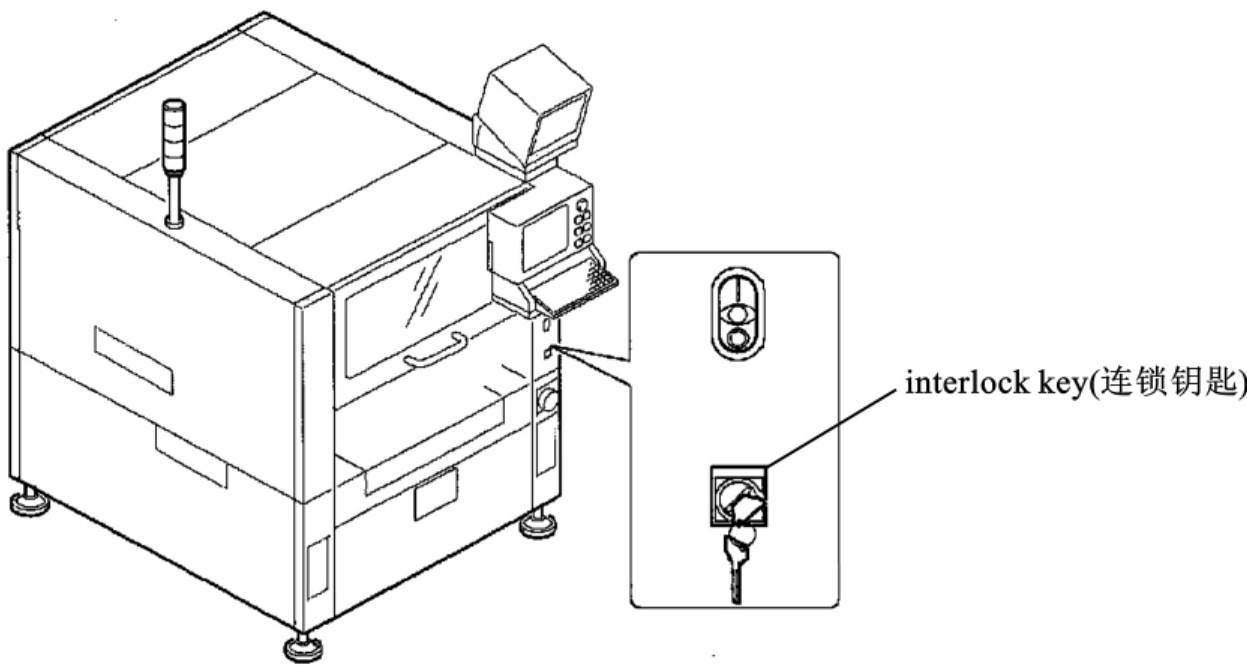
图3-104 联锁钥匙
(4)保养作业时,不应将夹具﹑工具﹑零件等放在机器的可动范围内,如图3-105所示。
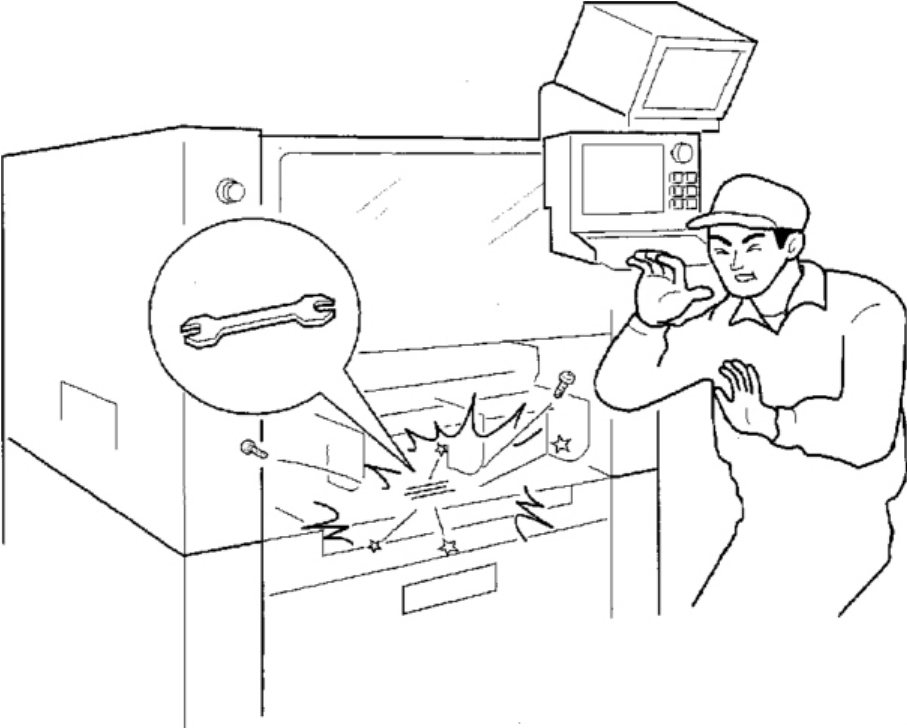
图3-105 保养时应注意的事项
(5)保养作业中绝对不应进入自动生产菜单,如图3-106所示。
(6)一次气压的供给状态下,绝对不要拔下气管,如图3-107所示。
(7)两名以上工作人员同时保养时,请边互相确认边作业,如图3-108所示。
(8)检查时,如果在不充电的状态下作业,请将“不要接电”的警告标志粘在贴片机的主制动器及现场的一次电源开关上,如图3-109所示。
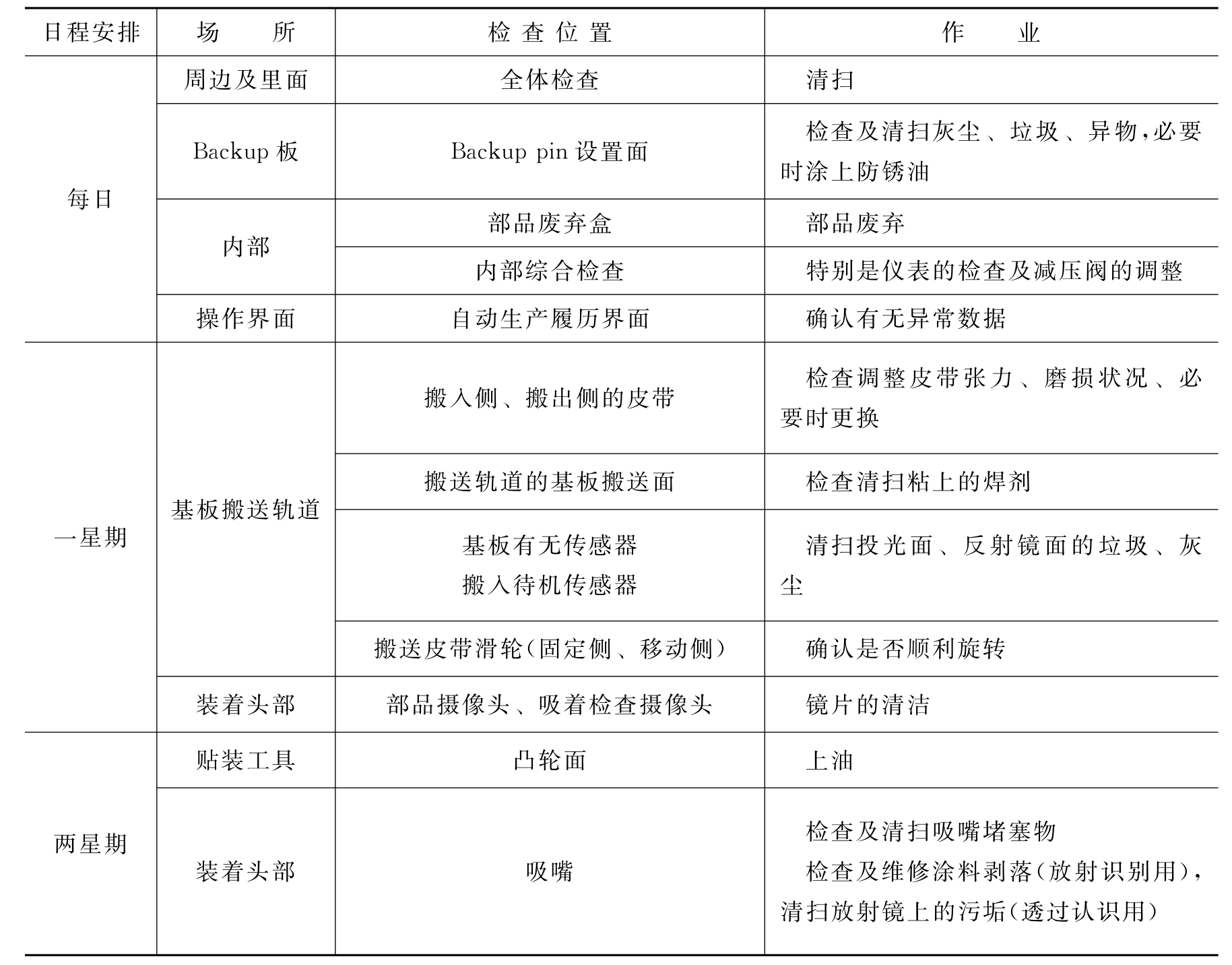
2)保养检查
保养和检查是为了在长时间内每日的生产活动可以顺利进行,并维持高品质而进行的作业。除每天的检查作业外,还需进行以一星期﹑两星期﹑一个月﹑六个月﹑一年为周期的保养检查作业如表3-24所示。
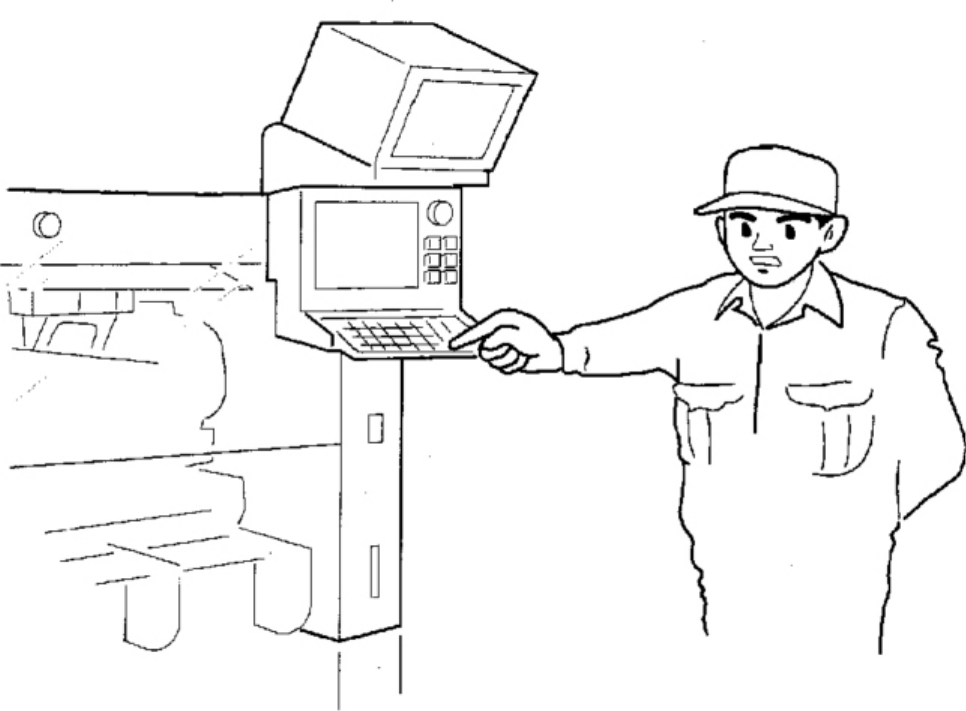
图3-106 不应进入自动生产菜单
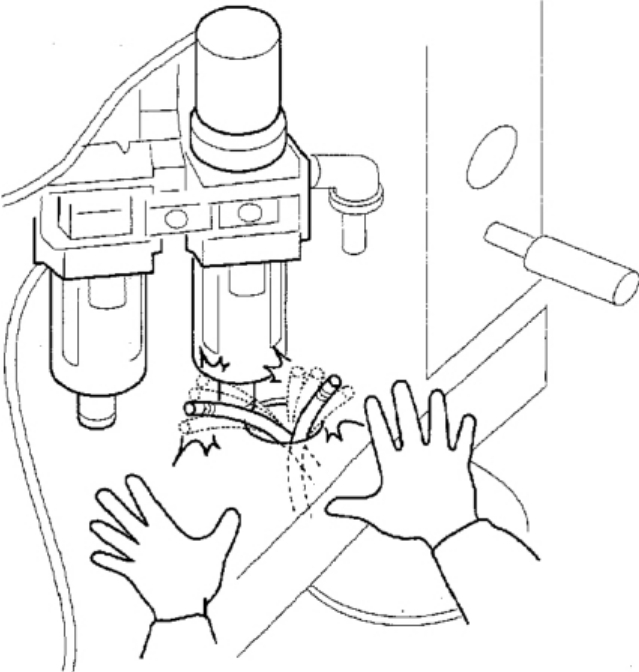
图3-107 不要拔下气管

图3-108 两个人同时保养时的注意事项
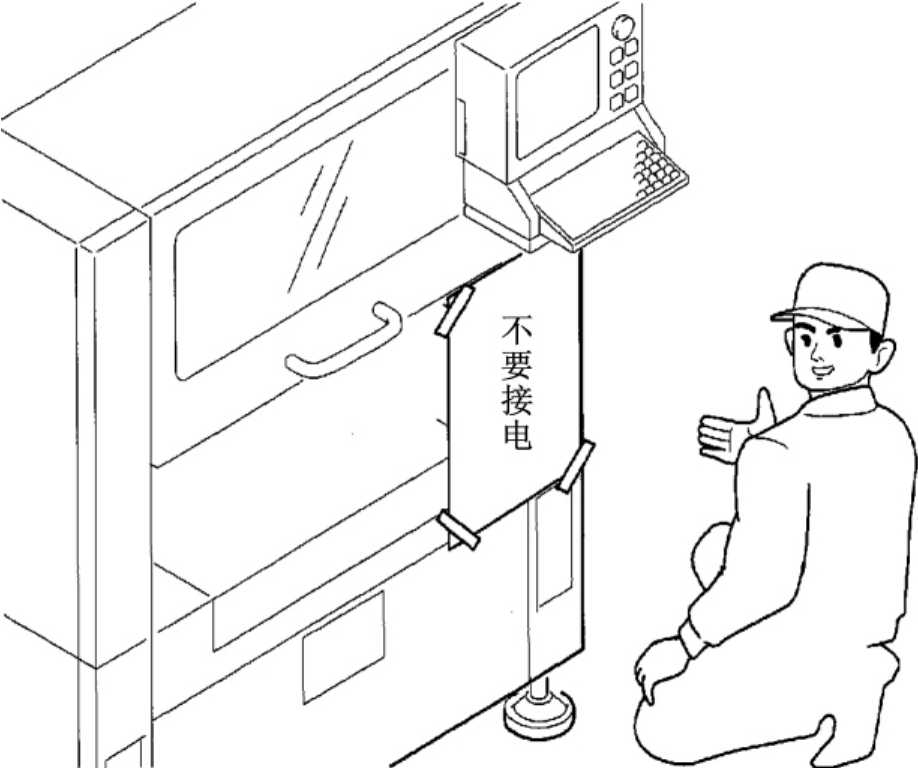
图3-109 不充电操作时需提示
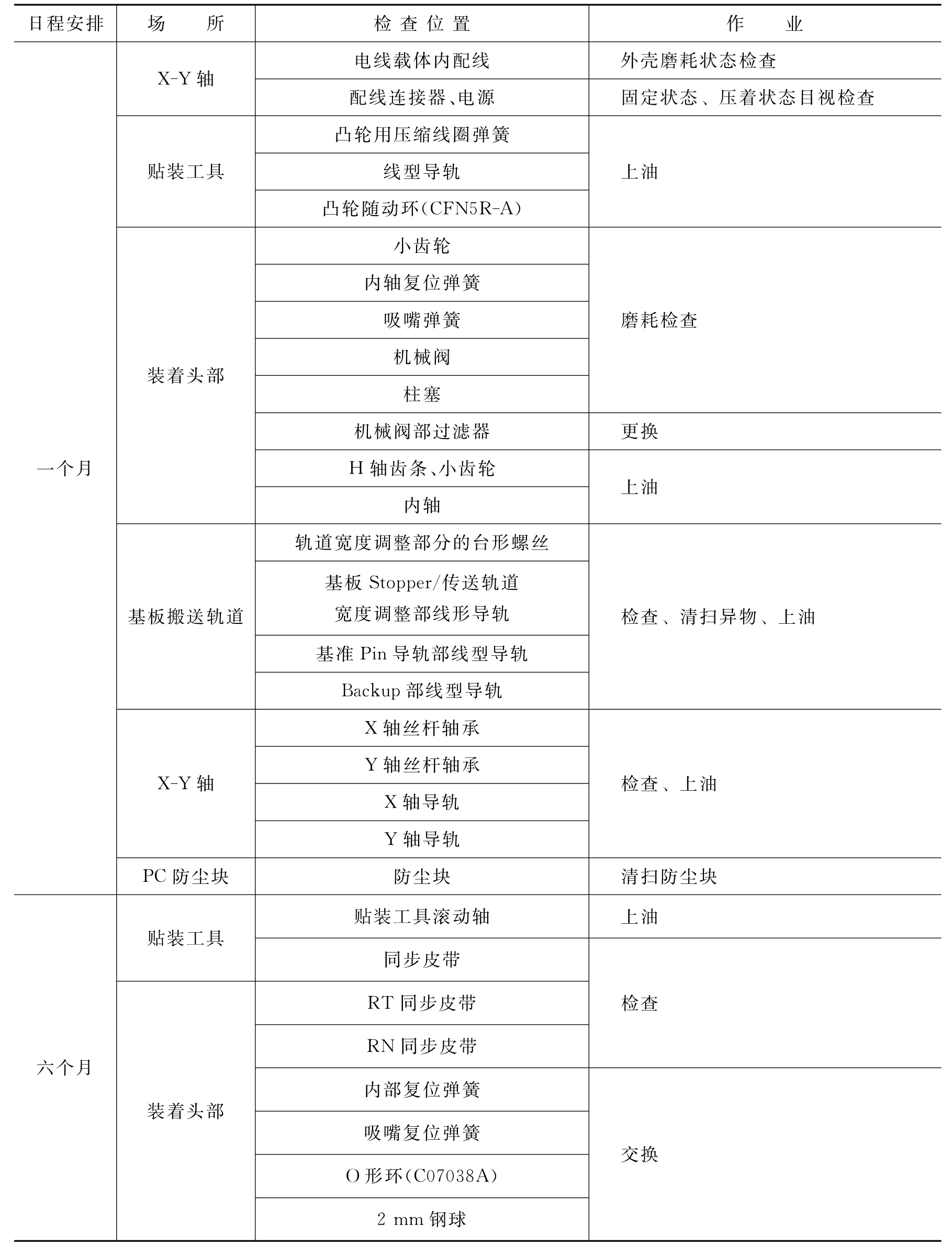
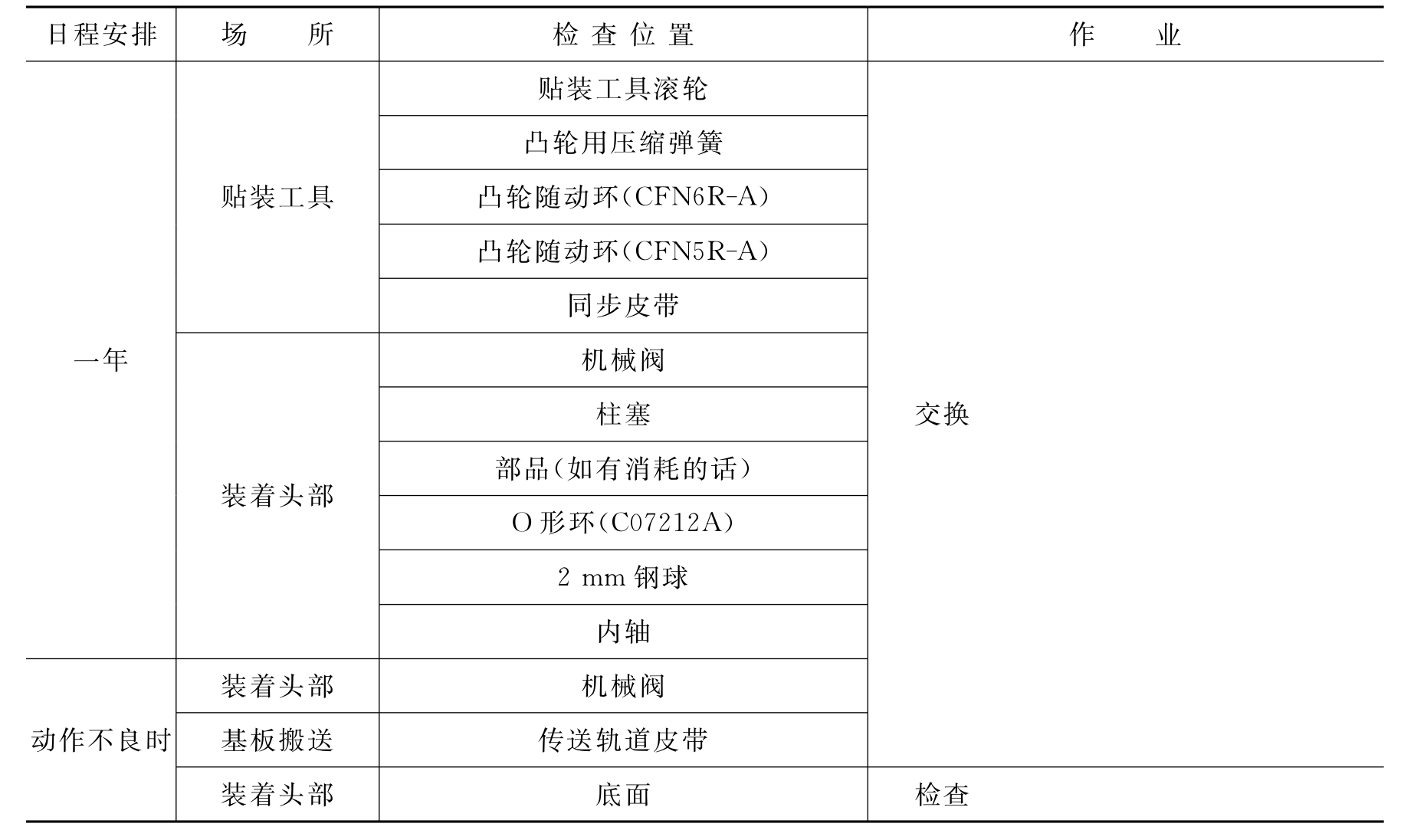
表3-24 保养检查作业
续表
续表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










