



10.3.1 磨损机理分析
对于燃煤锅炉来说,由于大量的灰粒子流经尾部受热面,因此,这些受热面的磨损几乎是不可避免的。
分析颗粒对受热面的磨损可由两个方面来进行。
如图10.8所示,粒子碰撞壁面,A处所受到的力R可分解成为法向力PN和切向力PZ,若粒子速度、大小等一定,PN和PZ主要随α角(即碰撞角)而变化。
显然
PN=Rsinα, PZ=Rcosα
PN的作用是使金属显微颗粒克服分子之间的结合力,使碰撞点的温度升高引起该处金属变软。PZ的作用是把该处变软的金属撕下来,表征切削能力的大小。显然,PN越大,该处的温度越高,越容易被撕下来,即α越大越好;而PZ越小,切削能力越小。可以看出,PN增加,必然PZ减小。
研究表明,被撕下来的金属的体积可表示为
![]()
式中:B为与管子有关的常数;ξ为与管材有关的常数。
对上式求极值可得到磨损最为严重时的α角。
令 =0,则
=0,则
![]()
对于碳钢,ξ=0.78,则α=38°。即α=38°时,管子的磨损最为严重。实际锅炉管子磨损最严重发生在α=36°~40°处。见图10.9。
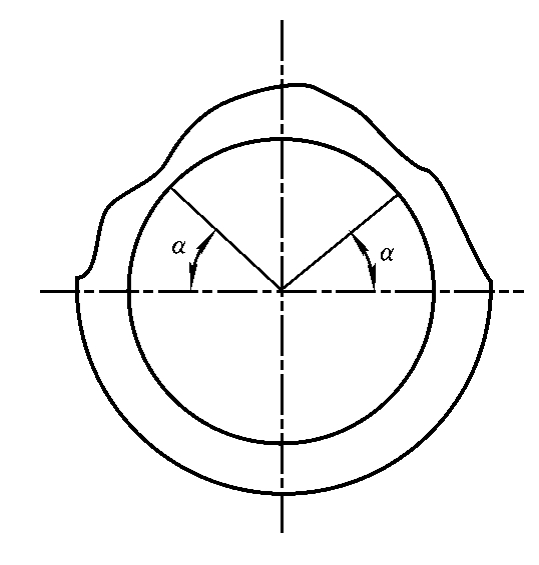
图10.9 管子磨损情况
一般来说,撕下金属必然需要一定的能量,这个能量必与灰粒子的所具有的能量有关。一般说,灰粒子的所具有的能量主要为灰粒子所具有的动能,其中的势能可忽略。
很容易理解,粒子的动能越大,被撕下来的金属的量越大。即
![]()
式中:T为管壁表面的磨损量,g/m2;w为灰粒速度,可近似地认为等于烟气速度,m/s;τ为作用时间,h;G为每秒钟通过每平方米烟道中灰的质量,g/(m2·s);显然,G=μw,μ为烟气中灰粒浓度,g/m3;式中η为灰粒撞击在受热面上的撞击率。
引入系数得
![]()
这里,C与灰粒的磨损性能、金属材料的抗磨性能、受热面的结构特性等有关。可以看出,磨损与烟气流速的三次方成正比。实验结果表明,磨损与烟气流速的3.22次方成正比。
实际应用中,常用磨损厚δ度来表示磨损量,则
![]()
式中:ρm为金属的密度,g/m3。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











