



6.4.2 已加工表面质量
已加工表面质量(quality of machined face)又称表面完整性,包含两个方面内容:
1)表面几何学,指工件外表面几何形状,常以表面粗糙度(surface roughness)表示。
2)表面层材质变化,指表面层内出现的晶粒组织发生严重畸变,金属的力学性能、化学性质均发生变化的变质层。其特性可以用塑性变形、硬度变化、微观裂纹、残余应力、晶粒变化、热损伤区以及化学性能、电特性变化等形式来表示。
表面质量对工件成为机器零件后的使用性能有很大影响。此处主要介绍表面粗糙度和表面残余应力的影响。
表面粗糙度大的零件,因实际接触面积小,单位应力大,耐磨性差,容易磨损;装配后,接触精度低,运动平稳性差,影响工作精度;对液压件,则影响密封性,甚至不能正常工作;易产生应力集中,降低疲劳强度,凹谷和细裂缝处,腐蚀性的物质容易吸附和积聚,易使零件腐蚀。但并不是粗糙度越小越好,如机床导轨,若粗糙度太小,既提高了制造成本,又不利于润滑油的储存而加速磨损。
工件加工后,其表面硬度常高于工件材料原来的硬度,这个现象称加工硬化。它使后继工序加工困难,增大切削力,加速刀具磨损;它常伴随着大量显微裂纹,降低了零件的疲劳强度和耐磨性。
已加工表面还常有残余应力。它使加工好的零件逐渐变形,影响工件的形状和尺寸精度;使表面产生微裂纹,降低零件耐磨性、疲劳强度、耐腐蚀性。
1.表面粗糙度
切削加工中刀具的几何形状、切削用量、切削液、振动等工艺因素,都会影响表面粗糙度。
外圆车削时切削的轨迹为一螺旋线,切削后工件表面留下的残留面积,形成了表面粗糙度。残留面积的高度H可计算如下:
对于尖刃车刀(见图6-18a),
H=f/(cotκr+cotκr′)
对于圆弧刃车刀(见图6-18b),
H≈f2/(8rε)
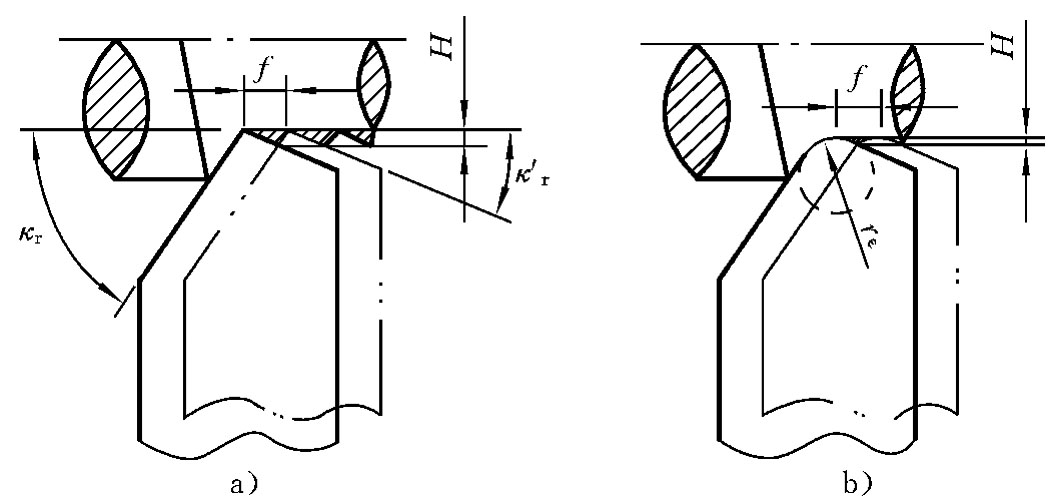
图6-18 车削后的残留面积
a)尖刃车刀 b)圆弧刃车刀
由此可见,进给量f、主偏角κr、副偏角κr′越小,刀尖圆弧半径rε越大,则加工表面粗糙度越小。上述计算仅考虑了影响表面粗糙度的几何因素,是个理论值。在实际切削中,由于刀具刃口的钝圆及后刀面与工件的挤压摩擦,工件材料发生塑性变形,从而使理论残留面积挤歪或使沟纹加深,于是增大了表面粗糙度。
切削加工中出现积屑瘤、鳞刺等,也会对表面粗糙度有很大的影响。
鳞刺是经切削后残留在已加工表面上的鳞片状毛刺。它的成因简述为:在切削过程中,切屑与前刀面产生严重摩擦条件下,出现了粘结现象,在堆积的粘结层挤压下,加剧了金属层的塑性变形,致使刀刃前方的加工表面上产生导裂,当切削力超过粘结力时,切屑流出并被切离,而导裂层残留在已加工表面上形成如图6-19所示的鳞刺。
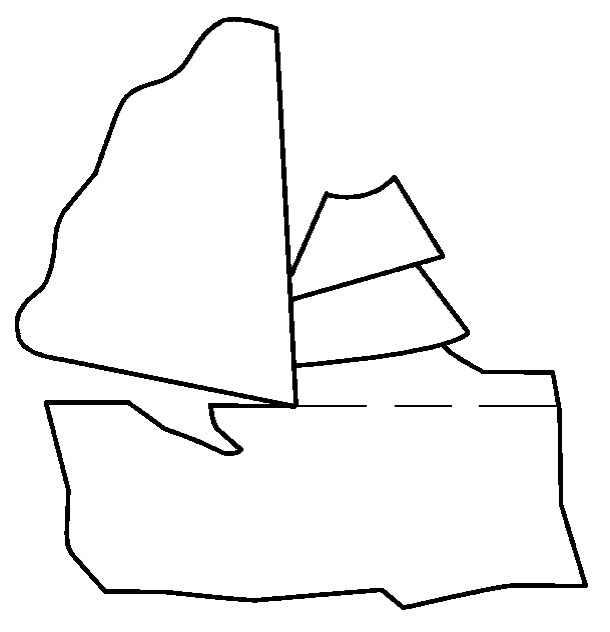
图6-19 鳞刺
通常在低速切削和选用小的前角、大的切削厚度,加工塑性和韧度较高的材料时易出现鳞刺。
增大刀具前角,可以减小切削时金属的塑性变形量,有利于防止积屑瘤和鳞刺的产生。增大刀具后角,可以减小刀具与工件的摩擦力,抑制积屑瘤和鳞刺的生成,因此刀具表面粗糙度应小于工件的表面粗糙度,Ra一般小于0.8μm。
图6-20所示为切削塑性材料时,切削速度对加工表面粗糙度的影响。在一定的切削速度范围内,容易生成积屑瘤和鳞刺,使表面粗糙度增大。因此,在精加工钢件时,常用低速(如铰孔、拉孔)或高速(精车、精镗)切削。
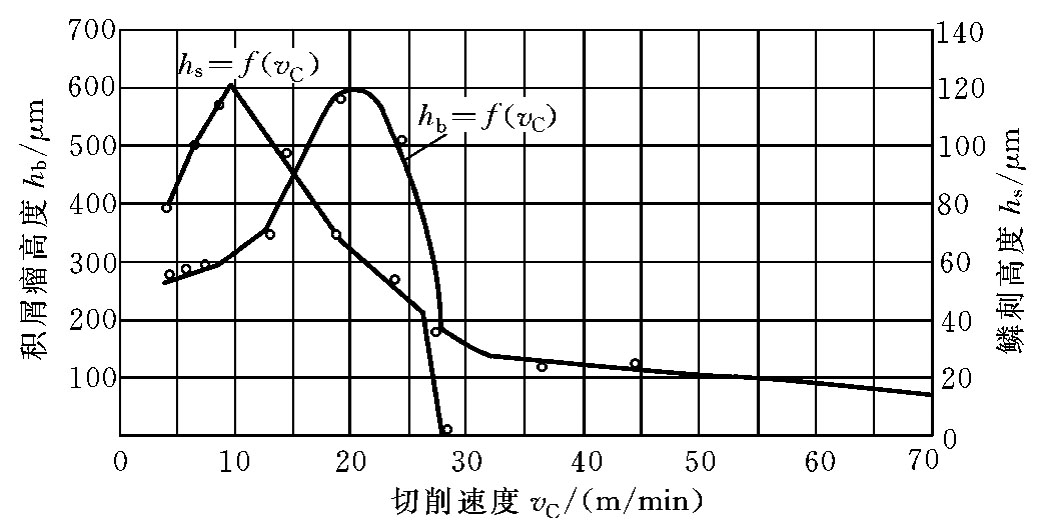
图6-20 鳞刺高度hs和积屑瘤高度hb与切削速度vC的关系
工件:45钢无缝管;刀具材料:W18Cr4V钢;r0=0°,α0=8°;ac=0.19mm,aw=2mm;管子端面直角自由切削,无切削液
切削钢件时,材料的塑性越大,越容易生成积屑瘤和鳞刺。材料的晶粒粗大和不均匀,都会增大表面粗糙度。因此,在切削低碳钢、低合金钢时,常对工件预先进行热处理(如调质),以适当提高硬度、降低塑性和得到均匀细密的晶粒。切削铸铁时,切屑是崩碎的,石墨易从工件表面脱落而形成凹痕,故一般经加工后,灰铸铁的表面粗糙度比结构钢要大一些。
切削加工时使用切削液,可以减小材料的变形量,减小刀具与工件的摩擦力,降低切削区和刀具的温度,抑制积屑瘤和鳞刺的生成,减小刀具的磨损量,有利于减小表面粗糙度。
切削加工时工艺系统的振动,不仅使加工表面产生明显的振痕,严重恶化表面质量,而且会缩短刀具和机床寿命,降低生产率。振动产生的噪声还危害工人健康。
切削振动有强迫振动和自激振动两类。强迫振动是由外界周期性作用力引起的。例如机床运动的不平稳,包括主轴径向跳动,安装误差造成的离心力作用,工件材质不均匀,间断切削和崩碎切屑的作用等,都可以引起强迫振动。当强迫振动产生的频率接近工艺系统的固有频率时,就会形成共振。此时,由振动造成的破坏性更大。自激振动是由于切削过程中作用力的变动而引起的。例如切屑与刀具间摩擦力变化,刀具磨损产生作用力,积屑瘤不稳定导致切削厚度的变化等,都可以引起自激振动。自激振动主要是由背向力引起的。在工艺系统刚性不足情况下,背向力使切削厚度发生变化,在刀具与工件间产生振动。
一般来说,凡是能够减少切削力(特别是背向力)、避免切削力周期性变化以及加强机床、工件、刀具工艺系统刚性的措施都有利于减轻振动。为减轻或消除切削过程中的振动,可从以下几方面采取措施:
1)提高毛坯质量。铸、锻件毛坯,要尽量使表面规整,避免因余量不均匀或连续冲击而引起振动。同时要注意坯件硬度及组织的均匀性,否则会引起切削力的波动,从而引起振动。
2)合理选择刀具几何参数。适当加大刀具前角可以减小切削力,有利于减轻振动。增大主偏角、副偏角,减小刀具圆弧半径,都能使背向切削力降低,从而减小了产生振动的可能性。
3)合理制定切削用量。适当减小背吃刀量,加大进给量,可以减轻振动。如在加大背吃刀量的同时,沿刀刃宽度加磨分屑槽可以取得减轻振动甚至消除振动的效果。
振幅在某一切削速度范围内达到最大值,低于或高于这个速度,振动都能减轻。所以应根据机床、工件、刀具工艺系统的刚性及其自振频率选择产生振动可能性较小的切削速度。
4)加强工艺系统刚性,提高机床的运动精度。机床、工件、刀具工艺系统刚性差,是产生振动的根本原因。工艺系统刚性强,机床运动精度高,产生振动的可能性就较小。提高机床和刀具的刚性,固然是加强整个工艺系统刚性的主要环节,但更重要的是加强工件的刚性。工件的刚性除与工件自身的形状有关外,夹固方式也有很大影响。如加工轴类零件时,一端用三爪卡盘夹持,另一端用顶尖支撑,要比两端都用顶尖刚性要好。对弱刚性零件还往往需要采用一些辅助措施来加强刚性,避免振动,如车削细长轴时常采用跟刀架或中心架,铣弱刚性零件时要加辅助支撑等。
5)采用必要的消振措施。在刀具的后刀面上磨出消振倒棱,可以得到消除振动的效果。在加工刚性较差的轴类零件时,使刀尖高于工件中心,和加磨消振棱一样,也能够在一定程度上减轻振动。
改善冷却润滑条件可以降低切削力,减小刀具与工件间的摩擦,也有一定的减振作用。
当切削过程中的振动用其他方法不易消除时,可采用消振器消振,其原理是采用阻尼的办法吸收振动能,从而得到消振的效果。
2.表面残余应力
残余应力(residual stress)是指工件内部或表面局部位置残留的压应力或拉应力。如果局部位置残余应力的平衡状态遭到破坏,表层呈现拉应力,则会导致产生裂纹,降低表面耐磨性、耐腐蚀性和疲劳强度。
形成残余应力的主要原因有:
1)表面层塑性变形。切削时工件表面层塑性变形严重,离表层越远,变形越小,并处于弹性变形状态。弹性变形恢复并向周围膨胀,却又受到表面金属的阻碍,使里层受到拉应力、表层受到压应力作用。
2)切削温度。当切削温度超过工件材料相变温度时,金相组织发生变化,表层高温时形成奥氏体、冷却后变为马氏体。马氏体使金属膨胀,但受到里层金属的阻碍,使表层产生压应力、里层产生拉应力。多数情况下表层的温度不甚高,因此,受热时金属膨胀,冷却时产生收缩,但受到里层金属的牵制,促使表层产生拉应力。切削速度越高,表层切削温度越高,在切削温度不超过工件材料相变温度的情况下,产生的残余拉应力就越大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









