



5.8.1 加工精度与表面质量的概念
零件的机械加工质量包括机械加工精度和机械加工表面质量两方面。
1.机械加工精度的概念
机械加工精度是指零件加工后的实际几何参数(尺寸、形状和位置)与理想几何参数的符合程度。而它们之间不相符合(或差异)的程度称为加工误差。加工精度在数值上通过加工误差的大小来表示。所谓保证加工精度,即指控制加工误差。机械加工精度可分为尺寸精度、形状精度和位置精度。
任何一种加工方法,都不可能将零件加工得绝对准确,总会存在一定的误差。从机器的使用性能来看,也没有必要将零件的尺寸、形状及位置关系制造得绝对准确,只要这些误差大小不影响机器的使用性能即可。
2.机械加工精度的获得方法
(1)获得尺寸精度的方法
1)试切法。试切法是指通过对工件试切、测量、调整、再试切的反复过程,直到加工尺寸达到要求为止,这种方法效率较低,对操作者技术水平要求较高。
2)定尺寸刀具法。用刀具的相应尺寸来保证工件加工部位尺寸的方法称为定尺寸刀具法,如钻孔、拉孔、攻螺纹等。
3)调整法。预先调整好刀具和工件在机床上的相对位置,并在一批零件的加工过程中保持这个位置不变,以保证工件加工尺寸的方法称为调整法。工件的加工精度在很大程度上取决于调整的精度。
4)自动控制法。用测量装置、进给装置和控制装置组成一个自动加工的循环系统,使加工过程中的测量、补偿调整和切削工作等自动完成,以保证工件加工部位尺寸的方法称为自动控制法。
(2)获得形状精度的方法
1)刀尖轨迹法。采用非成型刀具,利用机床的成型运动使刀尖与工件的相对运动轨迹符合加工表面形状的要求,如车削、刨削等。
2)成型刀具法。机床的某些成型运动用成型刀具刀刃的几何形状代替,如成型车、成型铣等。
3)仿形法。指刀具按照仿形装置进给对工件进行加工的方法。如车刀利用靠模和仿形刀架加工阶梯轴或回转体表面等。
4)展成法。其成型运动是工件和刀具间的相互啮合运动,加工表面是刀刃在相互啮合运动中的包络面,如滚齿、插齿等。
(3)获得位置精度的方法
加工表面的位置精度取决于它的基准面在机床上是否占有正确的位置。主要靠机床的运动之间、机床的运动与工件装夹后的位置之间及各工位位置之间的相互正确程度来保证。
3.机械加工表面质量的含义
任何机械加工所得的零件表面,都不是完全理想的表面,它总是会存在一定程度的微观不平度、残余应力、冷作硬化等问题。这些问题虽然只产生在很薄的表面层中,却影响着零件的使用性能和寿命,对在高速、重载或高温条件下工作的零件的影响尤为显著。
机械加工表面质量主要包括两方面内容,即表面几何形状和表面层的物理力学性能。
(1)表面几何形状
任何加工后的表面几何形状,总是以“峰”和“谷”交替出现的形式偏离其理想的光滑表面。按波距L和波高H的比值不同,如图5-104所示,可分为以下三种误差:
1)表面粗糙度。L/H≤50,属于微观几何形状误差。
2)表面波度。L/H=50~1000,介于宏观和微观之间的几何形状误差,它主要是由加工过程中的振动所引起的。
3)宏观几何形状偏差。L/H≥1000,即加工精度中所指的“几何形状偏差”。
(2)表面层的物理力学性能
1)表面层冷作硬化。这是指已加工表面由于挤压产生塑性变形,表面层硬度高于工件材料加工前的硬度的现象。
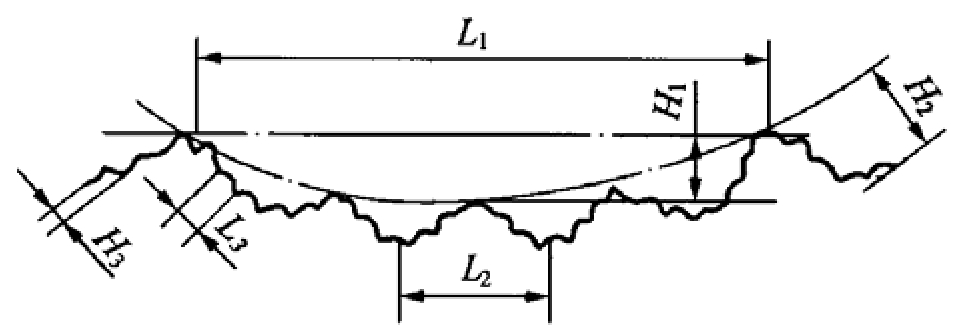
图5-104 表面粗糙度与波度
2)表面层金相组织的变化。机械加工中,工件表面加工区温度急剧升高;导致表面层金相组织发生变化,尤其在磨削加工中更为明显。
3)表面层残余应力。残余应力是指工件表面层发生形状变化或组织改变时,在表面层与基体材料交界处产生的应力。当引起应力的原因去除后,此应力仍然存在。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











