



第二节 套类零件的加工
一、概述
1.套类零件的功用和种类
(1)套类零件的功用 在机械产品中套类零件通常起支承和(或)导向作用。
(2)套类零件的种类 根据套类零件的功用,可将其分为三类(图12-4)。
1)轴承类 起支承作用,支承轴及轴上零件,承受回转部件的重力和惯性力,如滑动轴承。
2)导套类 起导向作用,引导与导套内孔相配合的零件或刀具的运动,如导套、钻套等。
3))缸套类 既起支承作用,又起导向作用,如油缸、气缸(套)对活塞起支承作用,承受较高的工作压力,并对活塞的轴向往复运动导向。
套类零件的主要表面是内、外圆柱面。

图12-4 套类零件示例
2.套类零件的材料和毛坯
(1)套类零件的材料 套类零件所用材料随零件工作条件而异,常用材料有低碳、中碳结构钢,以及合金结构钢、铸铁、青铜、黄铜等。有些滑动轴承采用双金属材料结构,即用离心铸造的方法在钢或铸铁套的内壁上浇注锡青铜、铅青铜、轴承合金(巴氏合金)等材料,既可提高轴承的使用寿命,又可节省贵重的有色金属。
(2)套类零件的毛坯 套类零件的毛坯选择与零件的材料、结构及尺寸等因素有关。
孔径较小(d<20mm)的套类零件毛坯,一般选用热轧或冷拉棒料、实心铸件。
孔径较大(d≥20mm)的套类零件毛坯,一般选用无缝钢管、带孔铸件或锻件。
大量生产时,可采用冷挤压、粉末冶金等先进的毛坯制造工艺,以提高生产率和节约金属材料。
二、套类零件的主要技术要求
1.尺寸与形状精度
(1)内圆表面 套类零件的内圆表面是起支承和(或)导向作用的主要表面,它通常与运动着的轴、刀具或活塞等相配合。其直径的尺寸精度一般为IT7,精密的轴套达IT6。形状精度主要是圆度,长的套类零件还需考虑圆柱度,形状误差一般应控制在孔径公差的范围内,精密套类零件内圆表面的圆度、圆柱度误差则应控制在孔径公差的1/3~1/2,甚至更小。
(2)外圆表面 套类零件的外圆表面是零件自身的支承表面,常以过盈配合或过渡配合与箱体、机架上的孔相连接。其直径的尺寸精度一般为IT7~IT6,形状误差应控制在其直径公差范围内。
2.位置精度
内、外圆之间的同轴度是套类零件最主要的相互位置精度要求。外圆轴线相对内圆轴线的同轴度公差一般为Φ0.05~Φ0.01mm。
当套类零件的端面、凸缘端面在工作中需承受轴向载荷或在加工时用做定位基准时,端面、凸缘端面对内圆轴线应有较高的垂直度要求,其垂直度公差一般为0.02~0.05mm。
3.表面粗糙度
为保证零件的功用和提高其耐磨性,套类零件的主要表面应有较小的表面粗糙度值。
内圆表面:表面粗糙度Ra值为1.6~0.1μm,精密套类零件为Ra0.025μm。
外圆表面:表面粗糙度Ra值为3.2~0.4μm。
三、套类零件机械加工的主要工艺问题
1.套类零件的工艺特点
(1)孔的加工方法 孔的加工方法很多,选择时需要考虑零件的结构特点、材料、孔径的大小、长径比、精度及表面粗糙度要求,以及生产规模等各种因素。
孔常用的粗加工、半精加工方法有钻孔、扩孔、车孔、镗孔、铣孔等;常用的精加工方法有铰孔、磨孔、拉孔、珩孔、研孔等。
(2)套类零件的工艺特点 套类零件的结构特点是壁厚较薄,刚性差,且内孔与外圆之间有较高的相互位置精度要求。因此,机械加工中工艺上的共性问题主要是位置精度的保证和防止加工中的变形。
2.位置精度的保证方法
为保证相互位置精度要求,加工中应遵循基准统一原则,互为基准原则,具体方法有:
(1)在一次安装中完成内孔、外圆及端面的全部加工。由于基准统一,消除了工件安装误差的影响,所以可以获得很高的相互位置精度。但受零件结构限制,不是所有套类零件都能在一次安装中完成内孔、外圆的加工。由于这种方法工序比较集中,当工件结构尺寸较大(特别对于长径比较大的套类零件)时,不易实现,因而,多适用于尺寸较小的轴套零件的加工。
(2)在不能于一次安装中同时完成内孔、外圆表面加工时,内孔、外圆的加工采用互为基准、反复加工的原则。一般采用先终加工孔,再以孔为精基准最终加工外圆的顺序。这种方法的优点是以内孔为定位基准,所用的夹具(常为心轴)结构简单,易于制造精确,且在机床上安装误差较小,因此可保证较高的位置精度。此外,最终加工外圆时,刀具在刀架上悬伸较短,刚性好,容易纠正内孔加工时产生的同轴度误差。
(3)当由于工艺的需要必须先终加工外圆,再以外圆为精基准终加工内孔时,用一般卡盘装夹工件虽迅速可靠,但误差大。加工后工件的位置精度较低,为了获得较高的位置精度,必须采用定心精度高的夹具,如弹性膜片卡盘、液性塑料夹具、经过修磨后的三爪自定心卡盘及软爪等。
3.防止加工中变形的措施
套类零件孔壁较薄,加工中因夹紧力、切削力、内应力和切削热等因素的影响容易产生变形,精度不易保证。为防止套类零件加工中的变形,在工艺上应注意:
(1)为减小切削力和切削热的影响,粗、精加工应分开进行,使粗加工产生的变形在精加工中能得以纠正。对于壁厚很薄、加工中极易变形的工件,采用工序分散原则,并在加工时控制切削用量。
(2)为减小夹紧力的影响,工艺上可采取改变夹紧力方向的措施,改径向夹紧为轴向夹紧。当只能采用径向夹紧时,应使用过渡套、弹簧套等夹紧工件,使径向夹紧力沿圆周方向均匀分布。
(3)为减小热处理的影响,应将热处理工序安排在粗、精加工阶段之间,并适当增加精加工工序的加工余量,以保证热处理引起的变形能在精加工中得以纠正。
四、套类零件加工实例
1.钻床主轴套筒的加工
(1)零件图样(如图12-5所示)
(2)零件及其工艺过程分析
1)主要表面及其精度要求 外圆 )mm是套筒最主要的表面,尺寸精度为IT7,形状精度圆柱度公差为0.004mm,表面粗糙度Ra值为0.4μm,其轴线是零件各项位置精度要求的基准要素。
)mm是套筒最主要的表面,尺寸精度为IT7,形状精度圆柱度公差为0.004mm,表面粗糙度Ra值为0.4μm,其轴线是零件各项位置精度要求的基准要素。
孔内结构较复杂,两端 mm的台阶孔精度为IT7,圆度公差为0.01mm,对外圆轴线的同轴度公差为Φ0.02mm,表面粗糙度Ra值为1.6μm,其台阶端面对外圆轴线的端面圆跳动公差为0.01mm,表面粗糙度Ra值为0.8μm。
mm的台阶孔精度为IT7,圆度公差为0.01mm,对外圆轴线的同轴度公差为Φ0.02mm,表面粗糙度Ra值为1.6μm,其台阶端面对外圆轴线的端面圆跳动公差为0.01mm,表面粗糙度Ra值为0.8μm。
外圆表面上的齿条精度等级为8级,齿面表面粗糙度Ra值为1.6μm。
2)毛坯选择 根据零件的结构形状和所用材料,宜采用45钢无缝钢管作毛坯,以节约原材料和省去钻通孔的工作量。
3)主要表面加工方法选择
①Φ50j7外圆的各项要求均较高,宜通过精磨完成。
②两个Φ40J7台阶孔采用精车。
③齿条的齿形采用铣齿方法加工。
4)热处理安排 调质热处理安排在粗车后、半精车前进行。此外,为消除工艺过程中形成的各种应力,在精磨前安排低温时效热处理工序。
(3)加工工艺过程 钻床主轴套筒加工工艺过程见表12-2。
2.隔离衬套的加工
(1)零件图样(如图12-6所示)
(2)零件分析
(3)工艺过程分析
隔离衬套是某航空发动机螺旋桨轴上的支承衬套。内孔与螺旋桨轴轴颈相配合(间隙0.01~0.05mm),用平键周向定位,两 mm油孔在圆周方向成90°分布,内侧有宽度为10mm的贮油槽。其主要技术要求如下:
mm油孔在圆周方向成90°分布,内侧有宽度为10mm的贮油槽。其主要技术要求如下:
外圆:尺寸精度为IT6,圆柱度公差为0.02mm,表面粗糙度Ra值为0.2μm。
内孔:尺寸精度为IT7,圆柱度公差为0.02mm,表面粗糙度Ra值为0.4μm。
外圆轴线对内孔轴线的同轴度公差为Φ0.02mm,右端面对内孔轴线的垂直度公差为0.03mm,两端面的平行度公差为0.02mm。内孔表面需镀铜0.005~0.008mm。

(3)工艺过程分析
隔离衬套内孔直径达60mm左右,壁厚仅为3mm,是典型的薄壁套筒,且孔内有一直通键槽,圆周上还有两个油孔,因此零件的刚性极差,加工中零件的变形成为主要工艺问题。为了防止和减小变形,工艺上相应采取如下措施:
1)选用模锻件毛坯 选择规格合适的无缝钢管以减小锻造时的内应力,锻造后进行正火处理以消除锻造应力。由于模锻件尺寸精确,可减少加工余量,从而减小由切削引起的变形。
表12-2 钻床主轴套筒机械加工工艺过程

2)调质安排在切削加工前(即毛坯状态)进行,以减小热处理变形的影响。
3)减小切削力和切削热是防止和减少加工中产生变形的重要措施。为此,工艺过程中应注意下列要点;
①粗加工、半精加工和精加工三个阶段划分清晰、明显。
②采用工序分散原则。
③内、外圆表面须经多次反复加工达到最终要求。
④规定合理的切削用量及走刀次数。
4)粗加工后应安排一道低温回火正序,用以消除内应力。
5)减小夹紧引起的变形,如采用开门套、宽软爪、弹性可涨夹紧装置、塑料可涨夹具等。
6)内孔采用研磨,外圆增加抛光工序,以保证内、外圆的表面粗糙度和形状精度要求。
7)加工中进行充分的冷却。
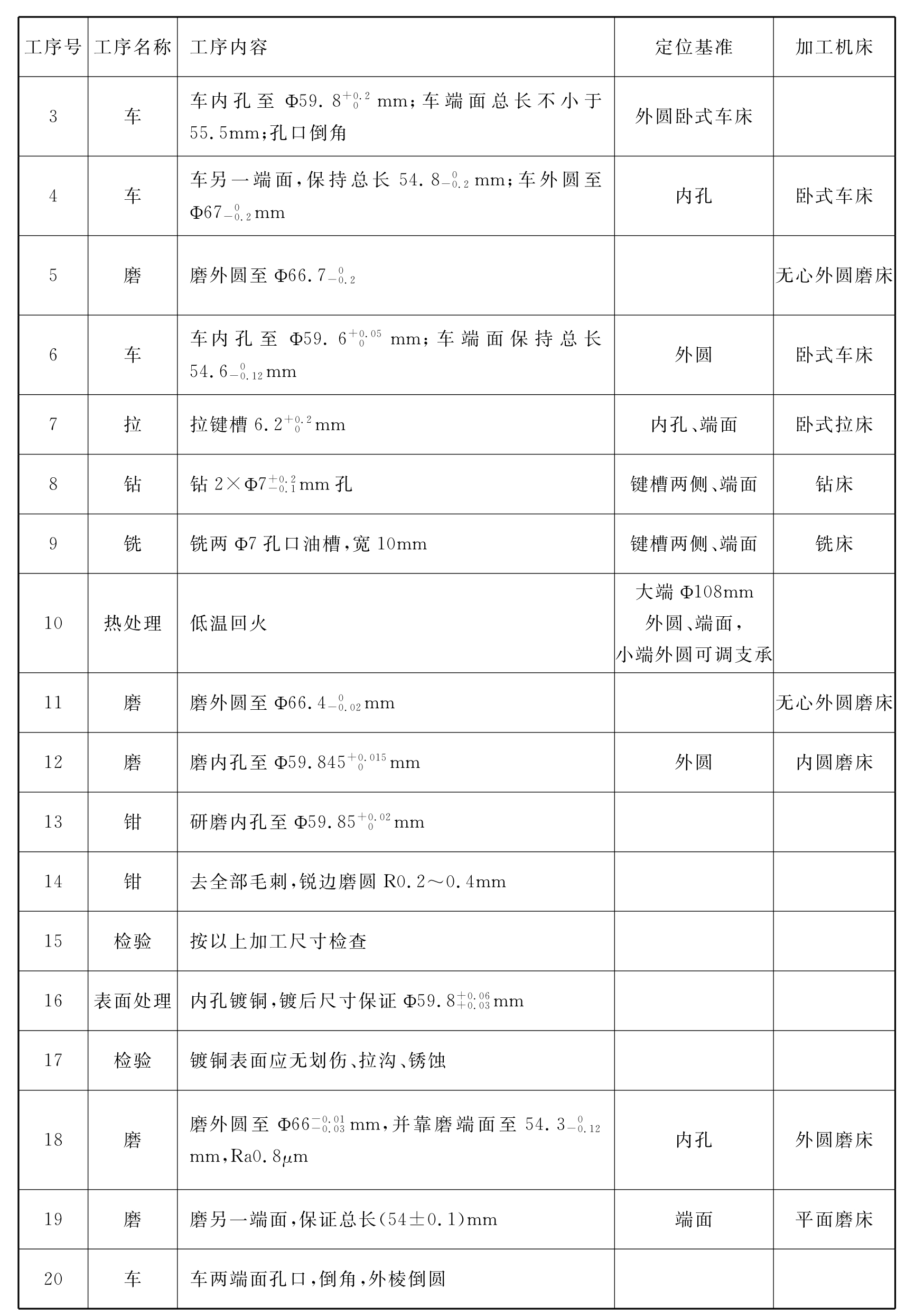
(3)加工工艺过程 隔离衬套加工工艺过程见表12-3。

图12-6 隔离衬套
表12-3 隔离衬套机械加工工艺过程


免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











