



3.1.7 焊接缺陷与检验
焊接检验是检查和评价焊接产品质量的专门学科,是焊接结构制造所必不可少的重要环节。焊接检验内容贯穿于从图样设计到产品制出的整个生产过程之中。
3.1.7.1 焊缝常见缺陷
焊接产品的制造过程要经历从原材料选择、焊前准备到焊接加工等多种工序和环节,各种因素都会使焊接结构中出现不同的焊接缺陷,影响焊接质量。常见焊缝(weld)缺陷(见图3-17)及其产生的原因如下:
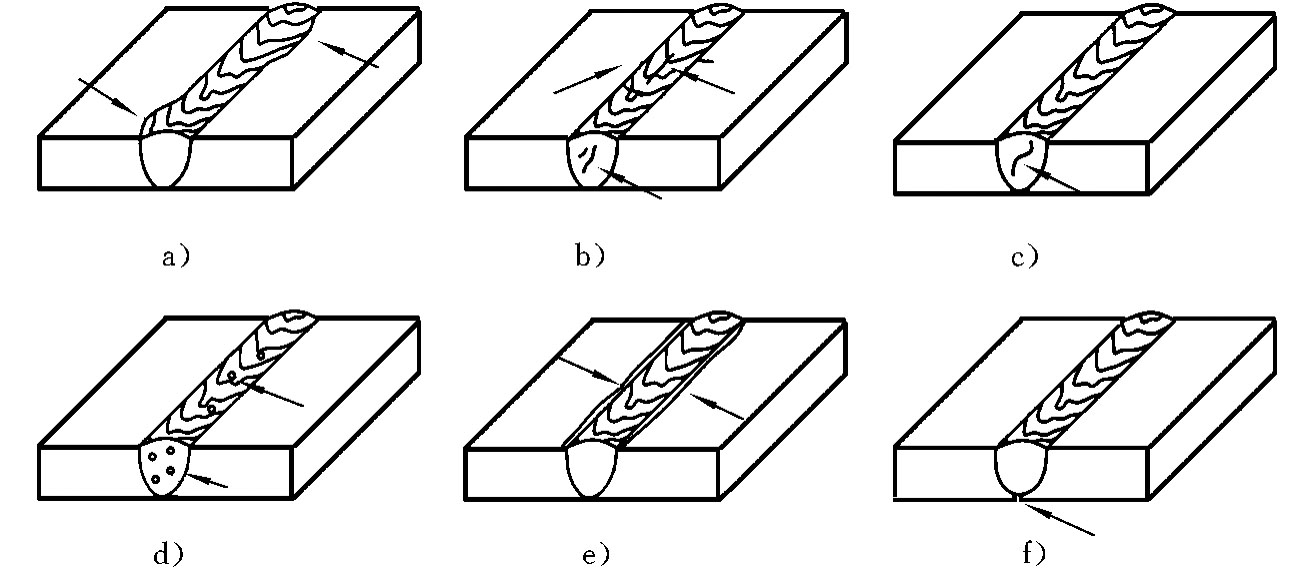
图3-17 焊缝中常见的缺陷
a)焊瘤 b)裂纹 c)夹渣 d)气孔 e)咬边 f)未焊透
1)焊瘤(overlap)。焊条熔化速度太快,电弧过长,电流过大,焊速太慢,运条不当。
2)夹渣(slag inclusion)。施焊中未搅拌熔池,焊件不洁,电流过小,分层焊时未除尽焊渣。
3)裂纹(crack)。焊接结构设计不合理,焊接工艺不当,焊缝冷却太快,焊件中碳、硫、磷的含量高。
4)气孔(gas pore)。焊件不洁,焊条潮湿,电弧过长,焊速太快,电流过大,焊件中含碳量高。
5)咬边(under cut)。电流过大,运条不当,电弧过长,焊条角度不对。
6)未焊透(incomplete penetration)。电流过大,焊速太快,焊件不洁,焊条未对准焊缝,坡口开得太小。
3.1.7.2 焊接检验过程
1.焊前检验
焊前检验的主要内容包括原材料检验和焊接结构鉴定。原材料检验内容为工件金属质量检验,焊丝、焊条及其他焊接材料的质量检验。焊接结构鉴定内容为审查结构的可检验性,以及适当的探伤空间位置和探测面状态等。
2.生产过程检验
生产过程检验是对制造过程各工序的完成质量进行跟踪检查,内容包括焊接工艺参数检验(如焊接电流、焊接速度等)、结构装配检验和焊缝尺寸检验。目前生产过程检验已成为产品质量管理的重要环节。
3.焊后检验
焊后检验是对焊接质量的综合评定,尤其是对有特殊性能要求的产品,焊后检验成为决定其质量和能否投入使用的关键。焊后检验的内容主要包括焊缝的外观检查、焊缝密封性检验和焊缝内部缺陷检验。
3.1.7.3 焊接接头检验方法
焊接接头(welded joint)的检验方法可分为破坏检验和非破坏检验。
破坏检验是从焊件或试件上切取试样,或以产品(或模拟体)的整体破坏做试验,以检查其各种力学性能的试验方法。破坏检验的目的是考查焊接头部位的组织和性能是否符合设计要求,在工作载荷下的力学行为以及焊接加工条件所能获得的接头使用性能。常用的破坏检验方法包括焊缝金属化学成分及金相组织检验、焊缝及接头力学性能试验等。
非破坏检验是利用不同的物理方法,在不破坏焊接结构和焊接接头状态的条件下,直接检查和评定焊接质量。非破坏检验的目的是根据产品使用要求,审查焊接接头部位是否有影响使用性能的缺陷,并对缺陷的大小、种类、位置作出准确的判断。常用的非破坏检验方法包括外观检查、密封性检验和物理探伤。
3.1.7.4 常用非破坏检验方法
1.外观检查
工业生产中常用的外观检查(visual examination)方法中,除用眼睛或低倍放大镜观察焊缝表面缺陷外,较多的采用下列方法:
(1)着色探伤 利用渗透性很强的有色油液喷到焊缝位置,去除油液后,用显微剂可显示出带有色彩的缺陷形状图像,从而判断缺陷的位置和严重程度。
(2)荧光探伤 将焊缝位置涂上荧光油液,停留5~10min,去除油液后,再涂以氧化镁粉。将多余氧化镁粉去除后,用紫外线照射,可看到缺陷处的荧光物质发光,由此确定缺陷种类和大小。
(3)磁粉探伤 利用在强磁场中,铁磁性材料表层缺陷产生的漏磁场吸附磁粉的现象而进行的无损检验。通过强磁场使工件磁化,在工件表面均匀撒上磁粉,有缺陷的位置会出现磁粉聚集现象,从而可找到缺陷位置。
2.密封性检验
密封性检验(leak test)是指用液体或气体来检查焊缝区有无漏水、漏气和渗油、漏油等现象的检验方法。
(1)煤油检验 煤油的渗透性很强,可透过极小的贯穿性缺陷。将煤油涂在焊缝一侧,在另一侧涂白粉水溶液并使其干燥。当煤油透过后,在白粉处显示明显的油斑,可确定贯穿性缺陷的位置和大小。
(2)水压检验 将焊接容器灌满水,排尽空气,用水压泵加入静水压力并维持一定的时间,观察焊缝位置是否有泄漏,并确定缺陷位置。
(3)气密性检验 将压缩空气(或氨、氟利昂、卤素气体等)压入焊接容器,利用容器内外气体的压力差检查有无泄漏。可充气并加压到规定试验压力,保压一定时间,观察压力表数值是否下降,并用肥皂水在焊缝处寻找和确定漏气部位的位置。
3.无损探伤
(1)声发射探伤 固体材料在外力作用下的变形和破坏会发出声波,通过声换能器可以检验出发声位置,确定缺陷部位。声发射探伤是利用了声发射现象,对载荷作用下的工件进行动态检测的方法,可了解缺陷的形成过程和使用条件下的发展趋势。
(2)超声波探伤 超声波探伤是指利用超声波探测材料内部缺陷的无损检验法。超声波在固体介质中传播时,介质变换的界面处会使超声波产生部分反射波束,根据反射波的脉冲可判断内部缺陷位置。
(3)激光全息探伤 激光全息照相可得到被摄物体的空间像。固体物质受外力作用时,物质内部缺陷会在所对应的表面处产生微小的相对位移,与无缺陷处形成差异。激光全息探伤是将受力和不受力时的全息图像在同一激光照射下成像,可以看到缺陷位置的波纹图样变化,从而判断出缺陷大小和位置的无损探伤(nondestructive inspection)方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











